You might also like
- BR 3000 PDFDocument407 pagesBR 3000 PDF3d86% (7)
- Simulation of A Methane Steam Reforming ReactorDocument6 pagesSimulation of A Methane Steam Reforming ReactorNina Vania PanjaitanNo ratings yet
- Partbook L3608Document190 pagesPartbook L3608Yudhi Custom100% (1)
- CRITICAL EVALUATION OF KOHLBERG's THEORYDocument3 pagesCRITICAL EVALUATION OF KOHLBERG's THEORYChuma Khan100% (1)
- Virtual Capacitor ExperimentDocument5 pagesVirtual Capacitor ExperimentKely NúñezNo ratings yet
- Aliashoor 4Document9 pagesAliashoor 4Muhammad AliNo ratings yet
- Evaluation Performance of Different Types Catalysts of An Industrial Secondary Reformer Reactor in The Ammonia PlantsDocument9 pagesEvaluation Performance of Different Types Catalysts of An Industrial Secondary Reformer Reactor in The Ammonia PlantsERIKO DARMAWANNo ratings yet
- Staging of The Fischer Tropsch Reactor WDocument11 pagesStaging of The Fischer Tropsch Reactor WIlker CetinNo ratings yet
- Emission of Local Heavy Fuel Oils: January 2013Document6 pagesEmission of Local Heavy Fuel Oils: January 2013Racem LoukilNo ratings yet
- Ammonia As An Energy Carrier: Evaluation of The Energetic Efficiency of The Production-Transportation-Utilization ChainDocument7 pagesAmmonia As An Energy Carrier: Evaluation of The Energetic Efficiency of The Production-Transportation-Utilization ChainHernan CortezNo ratings yet
- 15NRM03 D3Document14 pages15NRM03 D3Anonymous y3tPCbVrNo ratings yet
- Progress in Reactors For High-Temperature Fischer - Tropsch Process: Determination Place of Intensifier Reactor PerspectiveDocument26 pagesProgress in Reactors For High-Temperature Fischer - Tropsch Process: Determination Place of Intensifier Reactor PerspectiveOmar HishamNo ratings yet
- Heterogeneous Catalysis Industrial AplicationsDocument18 pagesHeterogeneous Catalysis Industrial AplicationsJuan Lopez HernándezNo ratings yet
- Ammonia Plant Material BalanceDocument66 pagesAmmonia Plant Material Balancesagar dasgupta100% (1)
- 1 s2.0 S0920586105008722 MainDocument5 pages1 s2.0 S0920586105008722 MainMohammad Siddiq JalilNo ratings yet
- Aace Classification SystemDocument11 pagesAace Classification SystemstuntmanzNo ratings yet
- Catalysts For H Production: Alma Mater Studiorum - Università Di BolognaDocument294 pagesCatalysts For H Production: Alma Mater Studiorum - Università Di Bolognahuyn minhNo ratings yet
- Modeling and Simulations of A Reformer U PDFDocument8 pagesModeling and Simulations of A Reformer U PDFali AbbasNo ratings yet
- Paper 6Document9 pagesPaper 6khanh11hNo ratings yet
- Modeling of Methane Steam Reforming in A Palladium Membrane ReactorDocument7 pagesModeling of Methane Steam Reforming in A Palladium Membrane ReactorUriel Muñoz OcampoNo ratings yet
- Autothermal Reforming Syngas 2010 Paper PDFDocument20 pagesAutothermal Reforming Syngas 2010 Paper PDFAlfonso BlancoNo ratings yet
- Catalytic Conversion of Methane To Hydrogen Using Nickle Catalyst in A Palladium Membrane ReactorDocument15 pagesCatalytic Conversion of Methane To Hydrogen Using Nickle Catalyst in A Palladium Membrane ReactorRakeshKumarNo ratings yet
- Rahim Pour 2010Document9 pagesRahim Pour 2010elhamNo ratings yet
- Ammonia Urea Mass BalanceDocument44 pagesAmmonia Urea Mass BalanceSenthil NathanaNo ratings yet
- Problem, Failure and Safety Analysis of Ammonia Plant-A ReviewDocument16 pagesProblem, Failure and Safety Analysis of Ammonia Plant-A ReviewATUL SONAWANE67% (3)
- Paper 5Document12 pagesPaper 5Payam ParvasiNo ratings yet
- FBR Gamma Gas P 150 2 PDFDocument2 pagesFBR Gamma Gas P 150 2 PDFMichaelNo ratings yet
- Modelling and Simulation of A Fluidized Bed Reactor For Minimum Ammonium Nitrate and Reduction of Nox EmissionsDocument11 pagesModelling and Simulation of A Fluidized Bed Reactor For Minimum Ammonium Nitrate and Reduction of Nox EmissionsMekar MeinaNo ratings yet
- R22 Phase Out and F-Gas RegulationsDocument19 pagesR22 Phase Out and F-Gas Regulationsamarnath jagirdarNo ratings yet
- It Is More Real Than What You Think: HalogenoalkanesDocument1 pageIt Is More Real Than What You Think: HalogenoalkanesDaryl John LibianoNo ratings yet
- R8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideDocument12 pagesR8.4 Industrial Example of Nonadiabatic Reactor Operation: Oxidation of Sulfur DioxideThanh HoàngNo ratings yet
- Thermal Plasma Decomposition of Fluorinated Greenhouse GasesDocument12 pagesThermal Plasma Decomposition of Fluorinated Greenhouse GasesSai Santhosh ManepallyNo ratings yet
- 56621 Điều văn bản 161021 2 10 20210514Document11 pages56621 Điều văn bản 161021 2 10 20210514Tường DuyNo ratings yet
- Catalysts 09 00847 v3Document17 pagesCatalysts 09 00847 v3shadow030700No ratings yet
- Ammonia PlantDocument16 pagesAmmonia Plantganeshan67% (6)
- USC2022-Ashutosh Dev-A REVIEW ON CLEANER AND SAFER PROPELLANT MATERIALS FOR SPACE VEHICLES AND THEIR CHARACTERISATIONDocument13 pagesUSC2022-Ashutosh Dev-A REVIEW ON CLEANER AND SAFER PROPELLANT MATERIALS FOR SPACE VEHICLES AND THEIR CHARACTERISATIONAshutosh DevNo ratings yet
- FireDocument4 pagesFireRanjithrishika100% (1)
- 1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaDocument79 pages1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaNoman AslamNo ratings yet
- Influence and Control of Gases and Blends During Sintering of Carbon Steel PartsDocument12 pagesInfluence and Control of Gases and Blends During Sintering of Carbon Steel PartsHossein Hosseini RadNo ratings yet
- Ammonia Production Plant Design Project: by Alyeldin Helmy, Baihan Wang, Rajdeep DevDocument28 pagesAmmonia Production Plant Design Project: by Alyeldin Helmy, Baihan Wang, Rajdeep Devsagar dasguptaNo ratings yet
- Urban 2009Document8 pagesUrban 2009Dr. Luis Angel Garza RdzNo ratings yet
- Chapter 1 2 RaisDocument9 pagesChapter 1 2 RaisirviirviNo ratings yet
- CSTR PDFDocument17 pagesCSTR PDFFrancisco ArizaNo ratings yet
- A Review On Gasifier Modification For Tar Reduction in Biomass GasificationDocument16 pagesA Review On Gasifier Modification For Tar Reduction in Biomass GasificationisttNo ratings yet
- Optimization of An Industrial Methanol Reactor UsingDocument14 pagesOptimization of An Industrial Methanol Reactor Usingguigoal2010No ratings yet
- Modeling and Simulations of A Reformer Used in DirDocument9 pagesModeling and Simulations of A Reformer Used in DirAfsanehNo ratings yet
- Flash Outokumpu Continuous Converting ProcessDocument15 pagesFlash Outokumpu Continuous Converting ProcessSimón BaezaNo ratings yet
- Lober A 2008Document7 pagesLober A 2008Sebastián Zúñiga RojasNo ratings yet
- Water Gas Shift and Catalyst PaperDocument13 pagesWater Gas Shift and Catalyst Paperzanilu70No ratings yet
- Kinetic Modeling of The Catalytical Reaction of Syngas To Light OlefinsDocument9 pagesKinetic Modeling of The Catalytical Reaction of Syngas To Light OlefinsOğuz Alp KurucuNo ratings yet
- Chapter 3: Synthesis Gas Production and Derived ChemicalsDocument78 pagesChapter 3: Synthesis Gas Production and Derived ChemicalsFadhli JapryNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- Mechanism of Interaction and Degradation of Perfluoropolyethers With A DLC Coating in Thin-Film Magnetic Rigid Disks: A Critical ReviewDocument17 pagesMechanism of Interaction and Degradation of Perfluoropolyethers With A DLC Coating in Thin-Film Magnetic Rigid Disks: A Critical ReviewAbdul SamadNo ratings yet
- Dephosphorization by CaO-basedFlux Reaction of ChromiumContaining Molten LronDocument7 pagesDephosphorization by CaO-basedFlux Reaction of ChromiumContaining Molten Lron80,795,086 likesNo ratings yet
- Treatment of Industrial Wastewater Contaminated With RecalcitrantDocument9 pagesTreatment of Industrial Wastewater Contaminated With Recalcitrantfrank2593No ratings yet
- Medición de CH4, CO2 y NO2 SimultaneamenteDocument3 pagesMedición de CH4, CO2 y NO2 SimultaneamenteBiotecnologia RuminalNo ratings yet
- S FZ JL Energy Environ 78-3-2010 199-204 WullenkordDocument8 pagesS FZ JL Energy Environ 78-3-2010 199-204 WullenkordcailiiiNo ratings yet
- Chelsea PDFDocument3 pagesChelsea PDFKelly SisonNo ratings yet
- Formación de Coque en Catalizadores de Platino y Estaño en Gamma AluminaDocument8 pagesFormación de Coque en Catalizadores de Platino y Estaño en Gamma AluminaSolangel RodríguezNo ratings yet
- The Removal of Carbon Monoxide by Iron Oxide NanoparticlesDocument12 pagesThe Removal of Carbon Monoxide by Iron Oxide NanoparticlesGoutam GiriNo ratings yet
- Catalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inDocument13 pagesCatalyst Development For Water-Gas Shift: Volume 3, Part 2, PP 190-201 inleonardoNo ratings yet
- Ammonia PlantDocument28 pagesAmmonia PlantHumayun Rashid Khan100% (1)
- The F-Gas Regulation and Its Implications in Fire Suppression ApplicationsDocument10 pagesThe F-Gas Regulation and Its Implications in Fire Suppression ApplicationsYuri SanchezNo ratings yet
- The Chemistry of Membranes Used in Fuel Cells: Degradation and StabilizationFrom EverandThe Chemistry of Membranes Used in Fuel Cells: Degradation and StabilizationShulamith SchlickNo ratings yet
- Learning From AiChEDocument74 pagesLearning From AiChEChuma Khan100% (1)
- FIORDA Case Study Corrosion Attack On Primary Reformer TubesDocument7 pagesFIORDA Case Study Corrosion Attack On Primary Reformer TubesChuma Khan100% (1)
- JSSW Vessel Design CriteriaDocument38 pagesJSSW Vessel Design CriterialafondejsNo ratings yet
- Mod1 PDFDocument41 pagesMod1 PDFAhmad Budiman100% (2)
- Easy-Line 05 EDocument2 pagesEasy-Line 05 EChuma KhanNo ratings yet
- CMCDocument9 pagesCMCChuma KhanNo ratings yet
- Project Management, Tools, Process, Plans and Project Planning TipsDocument16 pagesProject Management, Tools, Process, Plans and Project Planning TipsChuma Khan100% (1)
- Chapter 4mainDocument23 pagesChapter 4mainwdfegrfNo ratings yet
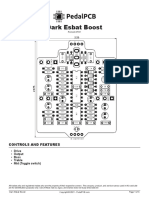
- Dark Esbat Boost: Controls and FeaturesDocument6 pagesDark Esbat Boost: Controls and FeaturesZenonNo ratings yet
- Thesis PEMFC Contol PDFDocument98 pagesThesis PEMFC Contol PDFZafar Iqbal KhattakNo ratings yet
- Flame Photometry Topic McqsDocument9 pagesFlame Photometry Topic McqsAli Hamza Sajid Ali Hamza Sajid100% (5)
- Iso Dewaxing PDFDocument32 pagesIso Dewaxing PDFMohamed Adel100% (2)
- Joe CVDocument8 pagesJoe CVAbdulNo ratings yet
- Electrical Circuit Analysis - IDocument12 pagesElectrical Circuit Analysis - IEmerson NuSaNo ratings yet
- Molecular Logic of Life Student NotesDocument4 pagesMolecular Logic of Life Student Notesnofacejack67% (3)
- MECP10K Rev D 10 11 Full PageDocument4 pagesMECP10K Rev D 10 11 Full PageRafael DavidNo ratings yet
- Available Fault Current Calculation: 0 I kVA X 1000 Trans. FLADocument8 pagesAvailable Fault Current Calculation: 0 I kVA X 1000 Trans. FLAconsultnadeem70No ratings yet
- The Electrical Worker August 2009Document20 pagesThe Electrical Worker August 2009Kathryn R. ThompsonNo ratings yet
- Looms, J.S.T.-iet Power and Energy Series, Volume 7 - Insulators For High Voltages-Institution of Engineering and Technology (2006)Document283 pagesLooms, J.S.T.-iet Power and Energy Series, Volume 7 - Insulators For High Voltages-Institution of Engineering and Technology (2006)emmanuel799No ratings yet
- Engineering: GREAT SolutionsDocument4 pagesEngineering: GREAT SolutionsLaura ParkaNo ratings yet
- Yokogawa Yta ProductDocument29 pagesYokogawa Yta ProductSofyan HadiNo ratings yet
- Electrical Electronics MeasurementsDocument11 pagesElectrical Electronics MeasurementsKhaldoon AlnashiNo ratings yet
- Maghun MN-B02 Universal Remote Control ManualDocument2 pagesMaghun MN-B02 Universal Remote Control ManualsscibdNo ratings yet
- Mems ActuatorsDocument41 pagesMems ActuatorsvijayNo ratings yet
- CoalsDocument25 pagesCoalsFeliciaEvelynNo ratings yet
- EuValue - ABB India Ltd.Document6 pagesEuValue - ABB India Ltd.Chanchal BiswasNo ratings yet
- Technical Specification L0665-1 1/8Document8 pagesTechnical Specification L0665-1 1/8FRANK PRUDENCIO OBREGONNo ratings yet
- Analysis of Steam Superheater Tube Failures of Medium Pressure BoilersDocument14 pagesAnalysis of Steam Superheater Tube Failures of Medium Pressure Boilersingmetal9104No ratings yet
- Kyocera Mita KMIS Training MaterialDocument4 pagesKyocera Mita KMIS Training MaterialFredrick MuthokaNo ratings yet
- Pre-Intermediate English: Review 2 (UNITS 13-23) : Grammar: The PastDocument9 pagesPre-Intermediate English: Review 2 (UNITS 13-23) : Grammar: The PastTeacher Leticia Gonçalves Ozório100% (1)
- Nec 250Document7 pagesNec 250Sujeet ManolkarNo ratings yet
- VLF FaqDocument4 pagesVLF Faqminhduc ngoNo ratings yet
- Pulsation Vibration and Noise Issues With Wet and Dry Screw CompressorsDocument33 pagesPulsation Vibration and Noise Issues With Wet and Dry Screw CompressorsFabbroxNo ratings yet
- Research Article: Numerical Research On Effects of Splitter Blades To The Influence of Pump As TurbineDocument9 pagesResearch Article: Numerical Research On Effects of Splitter Blades To The Influence of Pump As Turbinedeepak2755No ratings yet