You might also like
- Info 15614 - 2017Document34 pagesInfo 15614 - 2017uğur özdemirNo ratings yet
- Draft WPS For Carbon Steel PipeDocument2 pagesDraft WPS For Carbon Steel Pipeabet_singkong893025% (4)
- GEOTECHNICAL LABORATORY TESTING - Future of BS 1377 (October 2020)Document4 pagesGEOTECHNICAL LABORATORY TESTING - Future of BS 1377 (October 2020)SajaNaimatNo ratings yet
- PC290LC-11 (JPN 35001 Up) SEN06507-11 (03-2020) Shop ManualDocument2,786 pagesPC290LC-11 (JPN 35001 Up) SEN06507-11 (03-2020) Shop Manualxuan100% (1)
- WPS & PQR - 2021Document82 pagesWPS & PQR - 2021Subramanian R100% (1)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Welder Performance QualificationDocument31 pagesWelder Performance QualificationParvee K Nakwal100% (3)
- Boiler MaintenanceDocument144 pagesBoiler Maintenanceaziz100% (2)
- 16 Electrode QualificationDocument11 pages16 Electrode QualificationAkhilesh Kumar67% (3)
- Column InternalsDocument40 pagesColumn InternalsAnonymous BR2GrH0% (1)
- WPS Format For AWS D1.1 - PQR - SMAWDocument3 pagesWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- Quality Requirements - Fusion Welding of Metalic MaterialDocument8 pagesQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Retaining Wall DesignDocument126 pagesRetaining Wall DesignSeph RjyNo ratings yet
- A Comparison of BS en 287 Part 1 and ISO 9606Document3 pagesA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeNo ratings yet
- Sample FET To ISO 15848-1 PDFDocument4 pagesSample FET To ISO 15848-1 PDFVivi Oktavianti100% (1)
- Welding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)Document3 pagesWelding Procedure Qualification Record (WPQR) (ISO 15614-1-2017)ramesh rajaNo ratings yet
- Estimativas CatamaranDocument145 pagesEstimativas CatamaranAndersonNo ratings yet
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Welding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin JasmirDocument3 pagesWelding Process: Mma/Smaw TYPES: Manual: Preliminary Welding Procedure Specification (PWPS) Nama: Shah Nadzri Bin Jasmirshahaljawaie87100% (3)
- WPQ Process As Per ISO-9606-1 2013Document4 pagesWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- PWPS - ISO EN 15614-1 - DNV-GLDocument1 pagePWPS - ISO EN 15614-1 - DNV-GLvinoth100% (1)
- API682 For Mechanical Seal-Rev 00Document34 pagesAPI682 For Mechanical Seal-Rev 00fahruNo ratings yet
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument11 pagesWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- Welding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument3 pagesWelding Procedure Qualification Records (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh rajaNo ratings yet
- Geismar Tensor Hidráulico TH 120 SVL Manual e Certificado CEDocument55 pagesGeismar Tensor Hidráulico TH 120 SVL Manual e Certificado CEAndre Filipe0% (1)
- QP - 04 - UT - ASME - Ultrasonic - Rev - 06Document47 pagesQP - 04 - UT - ASME - Ultrasonic - Rev - 06Yudha Gumay100% (1)
- CERTIFICADO PLASSON PORTABRIDA 90 MMDocument1 pageCERTIFICADO PLASSON PORTABRIDA 90 MMangel rojasNo ratings yet
- NO18486, System 7 C4 High, 2217059Document9 pagesNO18486, System 7 C4 High, 2217059Mauro CostaNo ratings yet
- AFR Festo LFR 34 Auto DrainDocument1 pageAFR Festo LFR 34 Auto DrainrinaltoNo ratings yet
- PM IS 16532 Sept 2021Document9 pagesPM IS 16532 Sept 2021Mohan Kumar JayaramanNo ratings yet
- Req Welding Procedure & Performance Qual Testing For PED App PQR & Welders Rev 16 Date 8.20Document4 pagesReq Welding Procedure & Performance Qual Testing For PED App PQR & Welders Rev 16 Date 8.20K.S.MAYILVAGHANANNo ratings yet
- Data Sheet 2 Less 800# PV - SW - LT-76Document1 pageData Sheet 2 Less 800# PV - SW - LT-76Sachin KumarNo ratings yet
- 63mm PE100 SDR11 PN16 ML 20.01.2020 DN - 33504274Document1 page63mm PE100 SDR11 PN16 ML 20.01.2020 DN - 33504274Mohammed sabatinNo ratings yet
- Material Test ReportDocument7 pagesMaterial Test Reportjuan carlos suaNo ratings yet
- A Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIDocument8 pagesA Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIMUHAMMAD FAHAD RANANo ratings yet
- PM 9573 Part 2 cmd2Document6 pagesPM 9573 Part 2 cmd2Indranil SarkarNo ratings yet
- Datasheet Valvula 5-2 FestoDocument2 pagesDatasheet Valvula 5-2 Festojunior mauricio lojaNo ratings yet
- Engineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure SpecificationsDocument3 pagesEngineering Standards Manual - Welding Standards M Anual - Volume 3 Welding Procedure Specificationslaz_k50% (2)
- BIS 5382 CMD2 Sep 2020 1Document7 pagesBIS 5382 CMD2 Sep 2020 1anilvannalaNo ratings yet
- Wps Qualification Check Test RequirmentsDocument1 pageWps Qualification Check Test Requirmentsbmanojkumar16No ratings yet
- Standard Bulletin 4th Quarter 2017Document6 pagesStandard Bulletin 4th Quarter 2017Nariel PatolotNo ratings yet
- Data Sheet 2 Less 800# PV - SW - NT-77Document1 pageData Sheet 2 Less 800# PV - SW - NT-77Sachin KumarNo ratings yet
- IPDE Hi-Pro ClassB-160degr CertificateDocument2 pagesIPDE Hi-Pro ClassB-160degr CertificateNaveen TripuraneniNo ratings yet
- VGS5 760 6Document8 pagesVGS5 760 6marcio de rossiNo ratings yet
- GS - RAGN - E - Ed5 RotametreDocument12 pagesGS - RAGN - E - Ed5 RotametreSofiane AouchicheNo ratings yet
- DataSheet 2 More 300# BV - FB - BW - NT-77 PDFDocument1 pageDataSheet 2 More 300# BV - FB - BW - NT-77 PDFSachin KumarNo ratings yet
- TC-6541 Scope of Testing-Roots Metrology Testing LaboratoryDocument2 pagesTC-6541 Scope of Testing-Roots Metrology Testing LaboratoryMr. K.S. Raghul Asst Prof MECHNo ratings yet
- Revised PM Is 12786 August 2020Document8 pagesRevised PM Is 12786 August 2020Mahesh YadavNo ratings yet
- 213 Series: 5×20 MM, Time-Lag FuseDocument3 pages213 Series: 5×20 MM, Time-Lag Fuse원모양No ratings yet
- Certificado 5x20 BBDocument1 pageCertificado 5x20 BBFernando CercalNo ratings yet
- M&R QCP (Itp) Sappi Saiccor Vulindela ProjectDocument8 pagesM&R QCP (Itp) Sappi Saiccor Vulindela Projectjonathanryanno3lNo ratings yet
- Intertuf 262-kh Series-Kha062 PDFDocument7 pagesIntertuf 262-kh Series-Kha062 PDFERIC RICKSNo ratings yet
- SDocument23 pagesSCleber Albertino De Souza SouzaNo ratings yet
- Standards in Welding and ApprovalDocument1 pageStandards in Welding and Approvalkiki270977No ratings yet
- De400001 SM-6Document3 pagesDe400001 SM-6seve1No ratings yet
- SPRING SpecificationsDocument1 pageSPRING SpecificationsASHWINI BHOSALENo ratings yet
- Product Manual For Landing Valves ACCORDING TO IS 5290: 1993Document5 pagesProduct Manual For Landing Valves ACCORDING TO IS 5290: 1993Kiran Kumar DondapatiNo ratings yet
- Test: Test Method(s) : Corrosion:: Tests)Document4 pagesTest: Test Method(s) : Corrosion:: Tests)Sheik Mohamed AliNo ratings yet
- NO18537, System 17 C5 Very High, 2217059 PDFDocument8 pagesNO18537, System 17 C5 Very High, 2217059 PDFHector MacavilcaNo ratings yet
- Welder Approval CertDocument1 pageWelder Approval Certlee.ramsell1No ratings yet
- PM IS - 12818 June2021Document10 pagesPM IS - 12818 June2021Mahendra AhirwarNo ratings yet
- Solenoid Valve VSVA-B-M52-AZD-A2-1T1L: Data SheetDocument2 pagesSolenoid Valve VSVA-B-M52-AZD-A2-1T1L: Data Sheetedinson villanueva santistebanNo ratings yet
- LHF/R HF R Oof: Application R HI Quality Eafroof Ank Ofor M F S 90S 0-15 V LHF R Oof Ank Ofor M F S 90S 0-15 VDocument2 pagesLHF/R HF R Oof: Application R HI Quality Eafroof Ank Ofor M F S 90S 0-15 V LHF R Oof Ank Ofor M F S 90S 0-15 VMashiur RahmanNo ratings yet
- LA-2007-0380-A (Part 4 of 8)Document2 pagesLA-2007-0380-A (Part 4 of 8)AlanNo ratings yet
- Reference Nondestructive TestingDocument3 pagesReference Nondestructive TestingRino SutrisnoNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
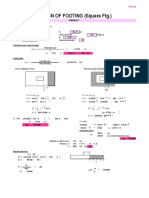
- Design of Footing (Square FTG.) : M Say, L 3.75Document2 pagesDesign of Footing (Square FTG.) : M Say, L 3.75victoriaNo ratings yet
- B727 Amm - Pneumatic System Description and Operation: Fed AllDocument5 pagesB727 Amm - Pneumatic System Description and Operation: Fed AllSamuel RodriguezNo ratings yet
- 2009 Chery TiggoDocument69 pages2009 Chery TiggoMtto Proyecto FúqueneNo ratings yet
- Liang Hoo: Cooling TowerDocument11 pagesLiang Hoo: Cooling TowerArchityrema SuryaNo ratings yet
- 1989 Pace ArrowDocument54 pages1989 Pace ArrowLucas Brown100% (1)
- Low Inertia DC Servo MotorDocument4 pagesLow Inertia DC Servo MotorGabriel BarrigaNo ratings yet
- Design of Steel Structures Eurocde 3 Design of Steel Structions Part 1 1 General Rules and Rules For Buildings GervásioDocument54 pagesDesign of Steel Structures Eurocde 3 Design of Steel Structions Part 1 1 General Rules and Rules For Buildings Gervásiorichard.matthews231100% (13)
- Espec Tecnica MAN 440HP@1800 RPMDocument3 pagesEspec Tecnica MAN 440HP@1800 RPMjoroma58No ratings yet
- 08 Quantitative Centripetal Force WSDocument3 pages08 Quantitative Centripetal Force WSsilas StatenNo ratings yet
- Astralloy Catalog enDocument42 pagesAstralloy Catalog enHector Galvan LopezNo ratings yet
- Rotary Actuators - PHDDocument119 pagesRotary Actuators - PHDFahim Ahmed AbbasiNo ratings yet
- Centroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersDocument5 pagesCentroid - Centre of Gravity - Mechanical Engineering (MCQ) Questions and AnswersNitik Kumar0% (1)
- Lab Assignment 2Document3 pagesLab Assignment 2santoshNo ratings yet
- Short-Body Annular BOP: ApplicationsDocument2 pagesShort-Body Annular BOP: ApplicationsMEHDINo ratings yet
- SM Wa100m-5 - Vebm270100Document10 pagesSM Wa100m-5 - Vebm270100Iksan Raden100% (1)
- Simple Easy Manufacturable Ventilator Design: Data Collection UnitDocument4 pagesSimple Easy Manufacturable Ventilator Design: Data Collection UnitMuneeb Ur RehmanNo ratings yet
- English ManualDocument206 pagesEnglish ManualIftikhar JavedNo ratings yet
- A1 Anchoring Equipment A1Document16 pagesA1 Anchoring Equipment A1Bouzid OussamaNo ratings yet
- Partha Q5Document1 pagePartha Q5ujjwal sahaNo ratings yet
- Design WeldDocument1 pageDesign WeldPabloScurraNo ratings yet
- CPX - Ps-10-30-Ea4Document28 pagesCPX - Ps-10-30-Ea4grutnipNo ratings yet
- Cold Jet AeRO 75 Series Catalog 2005Document8 pagesCold Jet AeRO 75 Series Catalog 2005TitexPlusNo ratings yet
- Ignition System: Tech A Tech BDocument8 pagesIgnition System: Tech A Tech BHiếuNo ratings yet