You might also like
- L GSR ChartsDocument16 pagesL GSR ChartsEmerald GrNo ratings yet
- Rsi r2 Super Rsi FaqDocument14 pagesRsi r2 Super Rsi FaqChandrasekar Chandramohan100% (1)
- Arudha PDFDocument17 pagesArudha PDFRakesh Singh100% (1)
- VOTOL EMController Manual V2.0Document18 pagesVOTOL EMController Manual V2.0Nandi F. ReyhanNo ratings yet
- Hyundai SL760Document203 pagesHyundai SL760Anonymous yjK3peI7100% (3)
- Salient Design Features of 70 Mva 400 KV Generator Transformer Short Circuit Tested at Kema Abhilash Mishra and Richik Manas DasDocument13 pagesSalient Design Features of 70 Mva 400 KV Generator Transformer Short Circuit Tested at Kema Abhilash Mishra and Richik Manas DasRichik Manas DasNo ratings yet
- Electrical SystemDocument75 pagesElectrical SystemS Bharadwaj Reddy67% (3)
- Glencore Technology Compendium of Papers PDFDocument1,849 pagesGlencore Technology Compendium of Papers PDFVictor HernanNo ratings yet
- Crushing and Grinding Circuit DesignDocument19 pagesCrushing and Grinding Circuit DesignKroya HunNo ratings yet
- EAF Energy Optimization at Nucor YamatoDocument11 pagesEAF Energy Optimization at Nucor YamatoAdmon Automation100% (2)
- 000-900-012-572 SAG ModelDocument20 pages000-900-012-572 SAG ModelSamuel Quispe Onofre100% (2)
- Electric Motor CatalogueDocument20 pagesElectric Motor Cataloguevipulpanchotiya100% (1)
- New Catalogue L.A (En)Document16 pagesNew Catalogue L.A (En)Rague MiueiNo ratings yet
- Surge Arrestors CGLDocument16 pagesSurge Arrestors CGLgosalhs9395No ratings yet
- Construction Project - Life Cycle PhasesDocument4 pagesConstruction Project - Life Cycle Phasesaymanmomani2111No ratings yet
- Anexo Molienda SagDocument7 pagesAnexo Molienda SagClaudia I. Roque P.No ratings yet
- Surge Arrester General (IN) English PDFDocument16 pagesSurge Arrester General (IN) English PDFBalan PalaniappanNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- VertiMill - Preparing The Feed Within Flotable Regime at Lower Specific EnergyDocument9 pagesVertiMill - Preparing The Feed Within Flotable Regime at Lower Specific EnergyYesi CeballosNo ratings yet
- Amelunxen, P, Bagdad Concentrator Process Control UpdateDocument6 pagesAmelunxen, P, Bagdad Concentrator Process Control UpdateGuadalupe EMNo ratings yet
- Revamping of Existing RCM To "Hyper UC-Mill"Document12 pagesRevamping of Existing RCM To "Hyper UC-Mill"JJNo ratings yet
- The Tools of Power - RowlandDocument23 pagesThe Tools of Power - RowlandRicardo E Andrea RachelNo ratings yet
- #85. Lacouture - Larson - A History of IsaMill Progress at The Teck Red Dog Mine PDFDocument10 pages#85. Lacouture - Larson - A History of IsaMill Progress at The Teck Red Dog Mine PDFManolo Sallo ValenzuelaNo ratings yet
- Val ChevDocument6 pagesVal ChevJohnNo ratings yet
- Fatigue Test RigDocument6 pagesFatigue Test RigDilip PatelNo ratings yet
- Fixtures PDFDocument20 pagesFixtures PDFAbhishek GorkarNo ratings yet
- Minerals Engineering: Paul W. Cleary, Matt D. Sinnott, Gerald G. PereiraDocument19 pagesMinerals Engineering: Paul W. Cleary, Matt D. Sinnott, Gerald G. PereiraAlbertoNo ratings yet
- Teoria de BondDocument8 pagesTeoria de BondMarcelaChavezNo ratings yet
- Energy Loss and Belt EfficiencyDocument10 pagesEnergy Loss and Belt Efficiencyjoao2222No ratings yet
- The Arrium IsaMill From Design Through Commissioning and OptimisationDocument11 pagesThe Arrium IsaMill From Design Through Commissioning and OptimisationW ZuoNo ratings yet
- NTPC Intern ReportDocument13 pagesNTPC Intern ReportRoshan KumarNo ratings yet
- EscogridDocument10 pagesEscogriddjalikadjouNo ratings yet
- 2016 - A Study of Industrial Manufacturing and Suman2016 Usar EsseDocument6 pages2016 - A Study of Industrial Manufacturing and Suman2016 Usar EsseViviane CalixtoNo ratings yet
- Irjet V6i240Document5 pagesIrjet V6i240Rhona Liza CruzNo ratings yet
- CouplingDocument62 pagesCouplingdoner72No ratings yet
- Design and Shop Testing of A 165KW Cryogenic Expander Generator On Magnetic BearingsDocument6 pagesDesign and Shop Testing of A 165KW Cryogenic Expander Generator On Magnetic BearingsCalnetix TechnologiesNo ratings yet
- How Green Is Your GearboxDocument10 pagesHow Green Is Your GearboxDhairyasheel BhutkarNo ratings yet
- Hybrid Grounding in Off-Shore Utility Plant: August 2014Document9 pagesHybrid Grounding in Off-Shore Utility Plant: August 2014AhmedNo ratings yet
- Mitigation of Switching Effects On Induc PDFDocument6 pagesMitigation of Switching Effects On Induc PDFVivek vishwakarmaNo ratings yet
- User Manual PDFDocument32 pagesUser Manual PDFRodrigo MesaNo ratings yet
- Screening ImpactDocument18 pagesScreening Impactnit_xlriNo ratings yet
- H-Compact 1LA4 CatalogueDocument12 pagesH-Compact 1LA4 CatalogueThamizhselvan KNo ratings yet
- 1 s2.0 S0960148108002280 MainDocument8 pages1 s2.0 S0960148108002280 MainMohamed AlNo ratings yet
- Loss Minimization in Scalar-Controlled Induction Motor Drives With Search ControllersDocument8 pagesLoss Minimization in Scalar-Controlled Induction Motor Drives With Search ControllersJisha Kuruvilla100% (1)
- Minerals Engineering: C.W. Steyn, C. SandrockDocument11 pagesMinerals Engineering: C.W. Steyn, C. SandrockMario Alejandro Leon GaticaNo ratings yet
- Ejemplo de Variables de InstrumentacionDocument16 pagesEjemplo de Variables de InstrumentacionEduardo JiménezNo ratings yet
- Strip Thickness Control of Cold Rolling MillDocument7 pagesStrip Thickness Control of Cold Rolling MillSteve KabbisNo ratings yet
- Twin Screw OverviewDocument9 pagesTwin Screw Overviewdavid SinangoteNo ratings yet
- A Summer Trainingpresentation 0N National Thermal Powerplant Kahalgaon (Bihar)Document32 pagesA Summer Trainingpresentation 0N National Thermal Powerplant Kahalgaon (Bihar)Akash AnandNo ratings yet
- Energy Saving Opportunities in Electric Motors: Power Supply QualityDocument10 pagesEnergy Saving Opportunities in Electric Motors: Power Supply Qualitydev1992No ratings yet
- The Effects of Voltage and Winding Abnormalities On The Measured Performance of Induction MotorsDocument5 pagesThe Effects of Voltage and Winding Abnormalities On The Measured Performance of Induction MotorsAlejandro Londoño CardonaNo ratings yet
- 35w Free Piston Stirling Engine For Space ApplicationsDocument6 pages35w Free Piston Stirling Engine For Space ApplicationsAbdul FattahNo ratings yet
- Thermal Analysis of Induction and Synchronous Reluctance MotorsDocument6 pagesThermal Analysis of Induction and Synchronous Reluctance MotorsShraddha kaleNo ratings yet
- NDPLDocument27 pagesNDPLkaushal895No ratings yet
- NTC71 5Document15 pagesNTC71 5Joao LucasNo ratings yet
- Ch-4 DC Machinces StudentsDocument104 pagesCh-4 DC Machinces Studentsyohannes tesfahaunNo ratings yet
- Cataloge Reach Truck - New 21Document4 pagesCataloge Reach Truck - New 21ipunk13No ratings yet
- Acoplamientos Hidráulicos TRANSFLUID PDFDocument32 pagesAcoplamientos Hidráulicos TRANSFLUID PDFManuel Torres ToroNo ratings yet
- As Yai 11Document1 pageAs Yai 11lveqyopfugznlnnoijNo ratings yet
- Islanding Operation of Captive Power Plant: Ranjan BandyopadhyayDocument3 pagesIslanding Operation of Captive Power Plant: Ranjan BandyopadhyayBhavik Prajapati100% (1)
- Load Shedding Benefits SavingsDocument3 pagesLoad Shedding Benefits SavingsJoeDabidNo ratings yet
- A More Sustainable Approach To Assessing Comminution EfficiencyDocument9 pagesA More Sustainable Approach To Assessing Comminution EfficiencyEnoque MatheNo ratings yet
- ME Paper - HIG Mill Modelling&optimizationDocument9 pagesME Paper - HIG Mill Modelling&optimization王柏昆No ratings yet
- 5 Gold Processing Technology - MetFest Oct 2017 - LEACHINGDocument101 pages5 Gold Processing Technology - MetFest Oct 2017 - LEACHING王柏昆No ratings yet
- Effect of Sintering Temperature On The Aging Resistance and Mechanical Properties of Monolithic ZirconiaDocument10 pagesEffect of Sintering Temperature On The Aging Resistance and Mechanical Properties of Monolithic ZirconiaPriyanka GandhiNo ratings yet
- 0050 EN 2019 10 - Alpine Agiated Ball - ANR WebDocument7 pages0050 EN 2019 10 - Alpine Agiated Ball - ANR WebIvan MatijevićNo ratings yet
- Isamill Medium Competency and Its Effect On Milling PerformanceDocument5 pagesIsamill Medium Competency and Its Effect On Milling PerformanceJD FCNo ratings yet
- Comminution of Ceramics in Stirred Media Mills and Wear ofDocument8 pagesComminution of Ceramics in Stirred Media Mills and Wear of王柏昆No ratings yet
- Prediction of Compressive Strength of Research PaperDocument9 pagesPrediction of Compressive Strength of Research PaperTaufik SheikhNo ratings yet
- Jurnal Job DescriptionDocument13 pagesJurnal Job DescriptionAji Mulia PrasNo ratings yet
- Manhole Head LossesDocument11 pagesManhole Head Lossesjoseph_mscNo ratings yet
- Section 1 Company Overview StandardsDocument34 pagesSection 1 Company Overview StandardsChris MedeirosNo ratings yet
- Topic One ProcurementDocument35 pagesTopic One ProcurementSaid Sabri KibwanaNo ratings yet
- CIPD L5 EML LOL Wk3 v1.1Document19 pagesCIPD L5 EML LOL Wk3 v1.1JulianNo ratings yet
- Unit 1 PrinciplesDocument17 pagesUnit 1 PrinciplesRohit YadavNo ratings yet
- Amity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorDocument23 pagesAmity School of Business:, Semester IV Research Methodology and Report Preparation Dr. Deepa KapoorMayank TayalNo ratings yet
- SM EFATEX Rev D2 3 1 2018 PDFDocument20 pagesSM EFATEX Rev D2 3 1 2018 PDFGuilhermePlacidoNo ratings yet
- Taylor Series PDFDocument147 pagesTaylor Series PDFDean HaynesNo ratings yet
- (Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedDocument60 pages(Gray Meyer) Analysis and Design of Analog Integrated Circuits 5th CroppedvishalwinsNo ratings yet
- .CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADODocument782 pages.CLP Delta - DVP-ES2 - EX2 - SS2 - SA2 - SX2 - SE&TP-Program - O - EN - 20130222 EDITADOMarcelo JesusNo ratings yet
- Cap1 - Engineering in TimeDocument12 pagesCap1 - Engineering in TimeHair Lopez100% (1)
- Understanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanDocument15 pagesUnderstanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanPhuong NgoNo ratings yet
- Man Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Document36 pagesMan Bni PNT XXX 105 Z015 I17 Dok 886160 03 000Eozz JaorNo ratings yet
- BECED S4 Motivational Techniques PDFDocument11 pagesBECED S4 Motivational Techniques PDFAmeil OrindayNo ratings yet
- File RecordsDocument161 pagesFile RecordsAtharva Thite100% (2)
- Management PriniciplesDocument87 pagesManagement Priniciplesbusyboy_spNo ratings yet
- CM2192 - High Performance Liquid Chromatography For Rapid Separation and Analysis of A Vitamin C TabletDocument2 pagesCM2192 - High Performance Liquid Chromatography For Rapid Separation and Analysis of A Vitamin C TabletJames HookNo ratings yet
- BDocument28 pagesBLubaNo ratings yet
- Statistical Process Control and Process Capability PPT EXPLANATIONDocument2 pagesStatistical Process Control and Process Capability PPT EXPLANATIONJohn Carlo SantiagoNo ratings yet
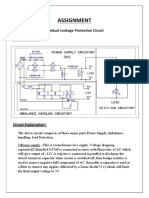
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDocument2 pagesAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaNo ratings yet
- TTDM - JithinDocument24 pagesTTDM - JithinAditya jainNo ratings yet
- Spectroscopic Methods For Determination of DexketoprofenDocument8 pagesSpectroscopic Methods For Determination of DexketoprofenManuel VanegasNo ratings yet