You might also like
- The Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1From EverandThe Concise Calibration & Test Equipment Management Guide: The Concise Collection, #1Rating: 4.5 out of 5 stars4.5/5 (2)
- Quality Control Basic ConceptsDocument20 pagesQuality Control Basic ConceptsKanhaiya KumarNo ratings yet
- AQL SamplingDocument4 pagesAQL SamplingBella WatiNo ratings yet
- Product InspectionDocument16 pagesProduct InspectionZaman ParvezNo ratings yet
- 4 Types of Quality InspectionDocument6 pages4 Types of Quality InspectionashrafbookNo ratings yet
- AQL TrainingDocument33 pagesAQL TrainingIrfan Khan100% (1)
- 1 What Is The "AQL" (Acceptance Quality Limit) in Simple Terms?Document10 pages1 What Is The "AQL" (Acceptance Quality Limit) in Simple Terms?Mirnes MehanovicNo ratings yet
- Sampling Plan For Product InspectionDocument16 pagesSampling Plan For Product InspectionZaman ParvezNo ratings yet
- AQL Calculator BetaDocument3 pagesAQL Calculator BetafitrahNo ratings yet
- The Course Is Designed To Provide Quality PractitionersDocument5 pagesThe Course Is Designed To Provide Quality PractitionersRabia ZulqarnainNo ratings yet
- Quality ControleDocument8 pagesQuality ControleŚặł Ặĥ ßŏukĥíặřNo ratings yet
- Basic Concept of AQL-1.5 Level-IIDocument8 pagesBasic Concept of AQL-1.5 Level-IIpbp2956No ratings yet
- What is AQL and Why Does it MatterDocument64 pagesWhat is AQL and Why Does it MatterhyacintumNo ratings yet
- Quality InspectionDocument60 pagesQuality InspectionAdina Claudia BesliuNo ratings yet
- Englishtec 2st Partial - Melvin González - 2183612Document5 pagesEnglishtec 2st Partial - Melvin González - 2183612Melvin GonzalezNo ratings yet
- InspectionDocument5 pagesInspectionSanjeev Kumar GuptaNo ratings yet
- Acceptable Quality LevelDocument5 pagesAcceptable Quality LevelMohamed SoudhNo ratings yet
- AQL and AOQL-mandeep, Nishiket, Dhananjay, Nithil, ShubhamDocument8 pagesAQL and AOQL-mandeep, Nishiket, Dhananjay, Nithil, ShubhamNaina DasNo ratings yet
- AQL GoodoneDocument4 pagesAQL GoodonemehrasunilNo ratings yet
- Types of Product Inspection PPIDocument3 pagesTypes of Product Inspection PPILiezel MalubayNo ratings yet
- AQL - What Is An Acceptable Quality LevelDocument5 pagesAQL - What Is An Acceptable Quality LevelpragantraNo ratings yet
- Chapter 3 Specifying Quality For Tourism and Hospitality ServicesDocument24 pagesChapter 3 Specifying Quality For Tourism and Hospitality ServicesMaureen AlmazarNo ratings yet
- Apparel ProductionDocument20 pagesApparel ProductionkhushiNo ratings yet
- Managing QC Inspectors00Document28 pagesManaging QC Inspectors00Ferdous Khan RubelNo ratings yet
- NCSL International Workshop & Symposium |Metrology in Motion August 26-29, 2019 | Cleveland, OhioDocument7 pagesNCSL International Workshop & Symposium |Metrology in Motion August 26-29, 2019 | Cleveland, Ohiozfo302No ratings yet
- MidtermDocument13 pagesMidtermapi-331581577No ratings yet
- 3 Types of Quality Defects in Different PRDocument5 pages3 Types of Quality Defects in Different PRMuthuswamyNo ratings yet
- Inspection and Quality Control in Production ManagementDocument4 pagesInspection and Quality Control in Production ManagementSameer KhanNo ratings yet
- Inspection: Tutorial-295/quality-Control-1567/inspection-9633.htmlDocument6 pagesInspection: Tutorial-295/quality-Control-1567/inspection-9633.htmlvips03No ratings yet
- Statistical Quality ControlDocument18 pagesStatistical Quality ControlRahul Itankar100% (1)
- SQL IntroductionDocument46 pagesSQL IntroductionYitages kefelewNo ratings yet
- What Is Acceptable Quality Level PDFDocument4 pagesWhat Is Acceptable Quality Level PDFمصطفى عبدالرحيمNo ratings yet
- AQLDocument2 pagesAQLFaysalNo ratings yet
- Acceptable Quality LevelDocument5 pagesAcceptable Quality LevelEhsaan Raahi RihaanNo ratings yet
- Acceptable Quality LimitDocument5 pagesAcceptable Quality LimitGAURAV SHARMANo ratings yet
- AQLDocument6 pagesAQLarivaazhiNo ratings yet
- Quality ManagementDocument15 pagesQuality ManagementMayank RathoreNo ratings yet
- Module Number 9 - Production Management - TQMDocument9 pagesModule Number 9 - Production Management - TQMEden Dela CruzNo ratings yet
- Aql 1Document15 pagesAql 1bahrim adrianNo ratings yet
- Inventory Management SystemDocument17 pagesInventory Management SystemPrathap100% (1)
- Guide To Successfully Preparing For A Product InspectionDocument6 pagesGuide To Successfully Preparing For A Product InspectionAevin LuoNo ratings yet
- Inspection Quality Production ManagementDocument14 pagesInspection Quality Production Managementsankasturkar100% (1)
- Vimal Singh Assistant Professor Department of Fashion Technology, NIFT, GandhinagarDocument26 pagesVimal Singh Assistant Professor Department of Fashion Technology, NIFT, GandhinagarNancy SharmaNo ratings yet
- Iqc Chapter 01 PDFDocument8 pagesIqc Chapter 01 PDFNaveen Kumar GunisettyNo ratings yet
- Materials Management ExamDocument15 pagesMaterials Management ExamDinuNo ratings yet
- Quality Assurance Chapter 9 SummaryDocument43 pagesQuality Assurance Chapter 9 SummaryMitzi Gia CuentaNo ratings yet
- AQL Inspection ManualDocument24 pagesAQL Inspection ManualFerdous Khan Rubel100% (3)
- BME OM Finals 4Document9 pagesBME OM Finals 4Lorraine Noquilla TabaldoNo ratings yet
- Chapter 16 Total Quality ManagementDocument8 pagesChapter 16 Total Quality ManagementKamble AbhijitNo ratings yet
- Topic 3Document8 pagesTopic 3mainaNo ratings yet
- Quality Assurance in China Ebook V2.0Document9 pagesQuality Assurance in China Ebook V2.0Roberto AraizaNo ratings yet
- IMChap 010Document46 pagesIMChap 010Jatinder KumarNo ratings yet
- Poloroid ReportDocument7 pagesPoloroid ReportKevin RenellNo ratings yet
- 4 Common Misconceptions About Product Inspection ServicesDocument6 pages4 Common Misconceptions About Product Inspection ServicesAevin LuoNo ratings yet
- ExampleDocument9 pagesExampleAnil Chowadary Anil ChowadaryNo ratings yet
- Carrying Out The Self-InspectionDocument5 pagesCarrying Out The Self-InspectionMd. Ahedul IslamNo ratings yet
- Facility Maintenance Series: Types of Maintenance ProgramsFrom EverandFacility Maintenance Series: Types of Maintenance ProgramsRating: 5 out of 5 stars5/5 (1)
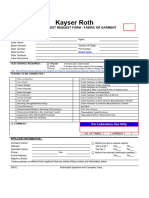
- Kayser Roth Test Request FormDocument1 pageKayser Roth Test Request FormRudi PurnamaNo ratings yet
- Bleach WikiDocument12 pagesBleach WikiRudi PurnamaNo ratings yet
- Cometics - Regulation - Registration - China (CIQ)Document7 pagesCometics - Regulation - Registration - China (CIQ)Rudi PurnamaNo ratings yet
- Asia Fit InternationalDocument9 pagesAsia Fit InternationalRudi PurnamaNo ratings yet
- Chlorine Bleach Vs Non-Chlorine BleachDocument2 pagesChlorine Bleach Vs Non-Chlorine BleachRudi PurnamaNo ratings yet
- Astrid Presentation Colors Management 1st - EnglishDocument16 pagesAstrid Presentation Colors Management 1st - EnglishRudi PurnamaNo ratings yet
- Washington Children - S Safe Products Act Chemicals of High Concern To Children ListDocument1 pageWashington Children - S Safe Products Act Chemicals of High Concern To Children ListRudi PurnamaNo ratings yet
- Cordura Data SheetDocument2 pagesCordura Data SheetRudi PurnamaNo ratings yet
- Incoming Raw Material Inspection FormatDocument38 pagesIncoming Raw Material Inspection FormatRudi PurnamaNo ratings yet
- Purified Water Methods and UsesDocument38 pagesPurified Water Methods and UsesRudi PurnamaNo ratings yet
- Syllabus ContentDocument4 pagesSyllabus ContentRudi PurnamaNo ratings yet
- Periodic Table of The ElementsDocument1 pagePeriodic Table of The ElementsRudi PurnamaNo ratings yet
- Garments Manufacturing Sequence GuideDocument32 pagesGarments Manufacturing Sequence GuideRudi PurnamaNo ratings yet
- Consequence Management Policy For SafetyDocument8 pagesConsequence Management Policy For Safetykushadhwaj garnayakNo ratings yet
- Geography U5 Mapping STUDENTDocument4 pagesGeography U5 Mapping STUDENTSuhaib BayadoNo ratings yet
- Daily Progress 07 September 2021Document12 pagesDaily Progress 07 September 2021Sofyan Nur AminNo ratings yet
- Robertson's Ready Mix's Application To Riverside County For Vested Mining Rights in Hubbs Hollow QuarryDocument136 pagesRobertson's Ready Mix's Application To Riverside County For Vested Mining Rights in Hubbs Hollow QuarryThe Press-Enterprise / pressenterprise.comNo ratings yet
- These Are The Questions Asked in The Previous TCS Exams: Q1. What Is The Fourth Proportional of 0.006, 1.2 & 6/25?Document12 pagesThese Are The Questions Asked in The Previous TCS Exams: Q1. What Is The Fourth Proportional of 0.006, 1.2 & 6/25?abdul rahmanNo ratings yet
- 0-1000 Dlist METPALLYDocument15 pages0-1000 Dlist METPALLYAshok ChelikaNo ratings yet
- KPCL solar training in BangaloreDocument8 pagesKPCL solar training in BangaloreHariharasudhan AnnaduraiNo ratings yet
- Table Mil STD 105eDocument16 pagesTable Mil STD 105eAgus BaruNo ratings yet
- TCS NQT Old Test PaperDocument14 pagesTCS NQT Old Test PaperSamkit Sanghvi100% (1)
- Slab Es en 1992-2015 PDFDocument4 pagesSlab Es en 1992-2015 PDFephNo ratings yet
- Salary Projection Report for Gramin Bank StaffDocument8 pagesSalary Projection Report for Gramin Bank StaffAshish MalhotraNo ratings yet
- 16th AvenueDocument2,093 pages16th Avenueansraj081063354No ratings yet
- Creaform JointDocument15 pagesCreaform Jointshawes70No ratings yet
- Construction DWG (S-17)Document1 pageConstruction DWG (S-17)Umer FarooqNo ratings yet
- Connection Details: Adrian M. Reyes Adrian M. ReyesDocument1 pageConnection Details: Adrian M. Reyes Adrian M. ReyesAdrian Marasigan ReyesNo ratings yet
- In Addition To Setting The AQLDocument53 pagesIn Addition To Setting The AQLFerdous Khan RubelNo ratings yet
- Data Interpretation PO Mains PDF Set 11Document43 pagesData Interpretation PO Mains PDF Set 11manshisinghrajput29No ratings yet
- MIX DESIGN DBM Well SpunDocument30 pagesMIX DESIGN DBM Well SpunTarun100% (2)
- Mechanical Seal UpdateDocument204 pagesMechanical Seal UpdateHendrianto50% (4)
- TCS NQT Verbal Ability QuestionsDocument26 pagesTCS NQT Verbal Ability QuestionsHarsh VardhanNo ratings yet
- DI 02 Tabular DiDocument34 pagesDI 02 Tabular DiPriyanshu SinghNo ratings yet
- Military Standard 105dDocument76 pagesMilitary Standard 105dYuri Jesus V.No ratings yet
- 2019 20 Sahitya ResultsDocument92 pages2019 20 Sahitya ResultsPrajwal HuilgolNo ratings yet
- MIL-STD-105E Sampling Procedures TablesDocument74 pagesMIL-STD-105E Sampling Procedures Tablesanand.bharadwaj100% (3)
- FW Pipe Support Drawings PDFDocument231 pagesFW Pipe Support Drawings PDFJoby GeorgeNo ratings yet
- Drivetrain2008 PDFDocument172 pagesDrivetrain2008 PDFRichardReveloNo ratings yet
- 100 PTS Strangles Banknifty 30 Per Re EnrtyDocument12 pages100 PTS Strangles Banknifty 30 Per Re EnrtyDivyansh WayneNo ratings yet
- MILSTD105E Sampling Procedures and Tables For Inspection and AttributesDocument75 pagesMILSTD105E Sampling Procedures and Tables For Inspection and AttributesaderlopasNo ratings yet
- Data Interpretation PO Mains PDF Set 11Document42 pagesData Interpretation PO Mains PDF Set 11Nisha PariharNo ratings yet
- Final Bill 04-09Document87 pagesFinal Bill 04-09Laxmita JoshiNo ratings yet