You might also like
- Specifications For Connecting Rods in 3500 Family of Engines (0761, 0767, 1218)Document19 pagesSpecifications For Connecting Rods in 3500 Family of Engines (0761, 0767, 1218)ariel avalos100% (1)
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesDocument5 pagesSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangNo ratings yet
- Torque SpecificationsDocument50 pagesTorque SpecificationsNilton sergio gomes lins100% (1)
- SEBF8155 цил.головка 3500Document30 pagesSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- SRBF8091 ролики 3500Document20 pagesSRBF8091 ролики 3500mohamed hamedNo ratings yet
- SEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series EnginesDocument19 pagesSEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series Enginesyahmanmahira4No ratings yet
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- Crankshaft ..Document3 pagesCrankshaft ..Haidar SareeniNo ratings yet
- Service Manual for Caterpillar 3304 and 3306 Industrial & Marine EnginesDocument827 pagesService Manual for Caterpillar 3304 and 3306 Industrial & Marine Enginesruss mathis100% (35)
- Equalizer Bar Serv MagazineDocument3 pagesEqualizer Bar Serv MagazineAmran YunusNo ratings yet
- TRack d10R SpecDocument3 pagesTRack d10R SpecAbdul AzisNo ratings yet
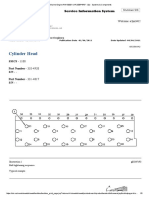
- Cylinder Head: SpecificationsDocument5 pagesCylinder Head: SpecificationsPaulo100% (1)
- Differential (Standard) : Shutdown SIS Previous ScreenDocument2 pagesDifferential (Standard) : Shutdown SIS Previous Screenفتحي الجمل فتحي الجملNo ratings yet
- Torque SpectDocument3 pagesTorque Spectzawmoe aungNo ratings yet
- Alignment PDFDocument12 pagesAlignment PDFVictor Nunez100% (1)
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
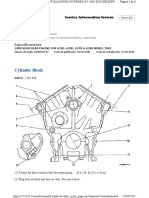
- Bloque de Motor EspecificacionesDocument4 pagesBloque de Motor EspecificacionesAlejandro ValenzuelaNo ratings yet
- Preload Bearing Final DriveDocument6 pagesPreload Bearing Final DrivemahmudiNo ratings yet
- C32 BeltsDocument2 pagesC32 Beltskrlose.g.eNo ratings yet
- Caterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)Document23 pagesCaterpillar Cat 303.5 D Mini Excavator (Prefix RHP) Service Repair Manual (RHP00001 and Up)kfmuseddkNo ratings yet
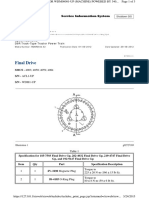
- Sebf 8269 Привод 3408Document16 pagesSebf 8269 Привод 3408mohamed hamedNo ratings yet
- Swing Rack - InstallDocument7 pagesSwing Rack - InstallGilney FreitasNo ratings yet
- Adjust Pre Load Wheel Bearing 777 AGCDocument4 pagesAdjust Pre Load Wheel Bearing 777 AGCFaidh Allanz FairhiaNo ratings yet
- Virabrequim C6.6Document5 pagesVirabrequim C6.6Cesar AugustoNo ratings yet
- Metric (ISO) Fasteners: Torque SpecificationsDocument5 pagesMetric (ISO) Fasteners: Torque SpecificationsGolbert GolbiNo ratings yet
- Medidas para Mecanizar Alojamiento Anillo Sello EspejoDocument11 pagesMedidas para Mecanizar Alojamiento Anillo Sello EspejoJhonatan Valencia MillanNo ratings yet
- SEBF8375 головка 3300Document12 pagesSEBF8375 головка 3300Евгений АбрамовNo ratings yet
- Air Brake Fittings: Torque SpecificationsDocument2 pagesAir Brake Fittings: Torque SpecificationsCristian SNo ratings yet
- Calculating Cylinder Liner Projection For 3500, 3500B, 3500C, and G3500 EnginesDocument6 pagesCalculating Cylinder Liner Projection For 3500, 3500B, 3500C, and G3500 EnginesmkNo ratings yet
- c32 Flywheel Housing 3Document3 pagesc32 Flywheel Housing 3Haidar SareeniNo ratings yet
- Medición en La ArmaduraDocument5 pagesMedición en La ArmaduraAlvaro arceNo ratings yet
- 7.drive Chain - CheckDocument3 pages7.drive Chain - CheckCharles ParionitaNo ratings yet
- Connecting Rod: EspecificaçõesDocument5 pagesConnecting Rod: EspecificaçõesAlaina SousaNo ratings yet
- Exhaust Bypass Valve: SpecificationsDocument3 pagesExhaust Bypass Valve: SpecificationsNimNo ratings yet
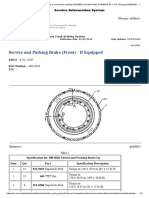
- KENR8737 - Service and Parking Brake (Front) - If Equipped - PDF (188-5020)Document3 pagesKENR8737 - Service and Parking Brake (Front) - If Equipped - PDF (188-5020)Anderson Oliveira SilvaNo ratings yet
- 777D A-Frame PreloadingDocument3 pages777D A-Frame PreloadingsatyaNo ratings yet
- 216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFDocument3 pages216B 226B 232B 242B Skid Steer Loader BXM00001-04224 (MACHINE) POWERED BY 3024C Engine (SEBP3770 - 65) - Systems & Components 6 UBA PDFubaldo caraballoNo ratings yet
- Procedimiento de Pulido CrankshaftsDocument19 pagesProcedimiento de Pulido CrankshaftsJavier Hector CayaNo ratings yet
- 924G 924Gz Wheel Loader RBB00001-UP (MACHINE) POWERED BY 3056E Engine (SEBP3526 - 81) - Systems & Components C2 PDFDocument4 pages924G 924Gz Wheel Loader RBB00001-UP (MACHINE) POWERED BY 3056E Engine (SEBP3526 - 81) - Systems & Components C2 PDFUbaldo Enrique Caraballo EstradaNo ratings yet
- Lit2323 r7 Ch400b Parts ListDocument28 pagesLit2323 r7 Ch400b Parts ListRoman cupulNo ratings yet
- Connecting Rods: Pantalla AnteriorDocument3 pagesConnecting Rods: Pantalla AnterioredgarNo ratings yet
- Attelage Articulé: Spécifications DesDocument3 pagesAttelage Articulé: Spécifications DesParc ElyesNo ratings yet
- Tiras de Desgaste RielDocument6 pagesTiras de Desgaste RielCristobal Gutierrez CarrascoNo ratings yet
- C15 & C18 Gear Group (Front) - Time PDFDocument10 pagesC15 & C18 Gear Group (Front) - Time PDFmanu luvunga100% (1)
- Cylinder Liner Projection - Inspect: Testing and AdjustingDocument5 pagesCylinder Liner Projection - Inspect: Testing and AdjustingВиталийNo ratings yet
- Service BrakesDocument3 pagesService BrakeselyeszebdaNo ratings yet
- c32 Cylinder HeadDocument5 pagesc32 Cylinder HeadHaidar SareeniNo ratings yet
- Proyeccion de Las Camisas C-9Document4 pagesProyeccion de Las Camisas C-9Alejandro ValenzuelaNo ratings yet
- 3176 Turbo Juego PDFDocument2 pages3176 Turbo Juego PDFErick AlarconNo ratings yet
- Spech PDFDocument3 pagesSpech PDFmahmudiNo ratings yet
- Calculating Cylinder Liner Projection For G3500Document7 pagesCalculating Cylinder Liner Projection For G3500NimNo ratings yet
- Remove and Install Crankshaft Main BearingsDocument3 pagesRemove and Install Crankshaft Main BearingsDeyvi Cconocuyca HuallparimachiNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- SEBF 8174 коромысла 3500Document13 pagesSEBF 8174 коромысла 3500Евгений АбрамовNo ratings yet
- Caterpillar Cat 303C CR Mini Hydraulic Excavator (Prefix BXT) Service Repair Manual (BXT00001 and Up)Document21 pagesCaterpillar Cat 303C CR Mini Hydraulic Excavator (Prefix BXT) Service Repair Manual (BXT00001 and Up)kfmuseddkNo ratings yet
- SEBF8043 Crankshaft Visual InspectionDocument49 pagesSEBF8043 Crankshaft Visual InspectionpramNo ratings yet
- Nachi Ballscrew BearingsDocument8 pagesNachi Ballscrew BearingsHakan AdaNo ratings yet
- Torque-Hose ClampsDocument3 pagesTorque-Hose Clampsyoga_jpbmbmNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- MTE 2020 Special Edition COVID-19 AwardsDocument5 pagesMTE 2020 Special Edition COVID-19 Awardschek86351No ratings yet
- Internal Memory: Computer Architecture and OrganizationDocument38 pagesInternal Memory: Computer Architecture and OrganizationSidra MallickNo ratings yet
- L1 - 34241 - en - B - UV 420 TTR-C H4 - Pul - en - hb5Document1 pageL1 - 34241 - en - B - UV 420 TTR-C H4 - Pul - en - hb5Kara WhiteNo ratings yet
- Sylvania KatalogDocument2 pagesSylvania KatalogCk_psihNo ratings yet
- FinalMissionReportdefversion Jakarta Coastal Area by NLDocument33 pagesFinalMissionReportdefversion Jakarta Coastal Area by NLLiya DjajadisastraNo ratings yet
- DILG Two Serendra Presentation June 7 2013Document59 pagesDILG Two Serendra Presentation June 7 2013SunStar Philippine NewsNo ratings yet
- A17fo PDFDocument16 pagesA17fo PDFdivortiareNo ratings yet
- A Paper Presentation On SteganographyDocument13 pagesA Paper Presentation On SteganographyGovind Reddy100% (1)
- Ejercicio Would Used To GetDocument4 pagesEjercicio Would Used To Getjacs79No ratings yet
- Report On Breeam 30.08.19Document8 pagesReport On Breeam 30.08.19gayatri parkarNo ratings yet
- DGP CatalogDocument75 pagesDGP Catalogsenthilmurugan_k3289No ratings yet
- BA 50Z3 6003 en 1000127717Document282 pagesBA 50Z3 6003 en 1000127717Alberto100% (1)
- Advanced Product Quality Planning 2 Edition: Changes SummaryDocument18 pagesAdvanced Product Quality Planning 2 Edition: Changes SummaryjerobuNo ratings yet
- EMI Vs Veris ECDocument11 pagesEMI Vs Veris ECEzrin Mohd Husin100% (2)
- Hardware BibleDocument123 pagesHardware BibleMitko JosifoskiNo ratings yet
- National Post, Saturday, February 6, 2010Document1 pageNational Post, Saturday, February 6, 2010api-25940859No ratings yet
- 111 Javascript SyntaxDocument13 pages111 Javascript SyntaxFahim Abdullah Al Wasi -No ratings yet
- Base OilsDocument2 pagesBase Oilsingbarragan87No ratings yet
- Manuale PlayStation 2Document88 pagesManuale PlayStation 2Davide MaffettoniNo ratings yet
- Post-Secondary Options Classroom Lesson PlanDocument3 pagesPost-Secondary Options Classroom Lesson Planapi-2522299320% (1)
- Cordero ReflectionPaper I, RobotDocument1 pageCordero ReflectionPaper I, RobotCarmela Joy CorderoNo ratings yet
- Madison M Blain Resume 1Document1 pageMadison M Blain Resume 1Madison BlainNo ratings yet
- Robots quietly infiltrate our livesDocument10 pagesRobots quietly infiltrate our liveschipchip1910No ratings yet
- Biotechnology 2018 Conference BrochureDocument6 pagesBiotechnology 2018 Conference BrochureJessica JordanNo ratings yet
- Abs Dodge Charger 2008Document2 pagesAbs Dodge Charger 2008AUTOMOTRIZ TIPO SPCANo ratings yet
- 1158-Week 12Document60 pages1158-Week 12jiojung1996No ratings yet
- InTech-Designing Antenna Arrays Using Signal Processing Image Processing and Optimization Toolboxes of MatlabDocument17 pagesInTech-Designing Antenna Arrays Using Signal Processing Image Processing and Optimization Toolboxes of MatlabAnonymous BbZceWkVnNo ratings yet
- Maintenance IndicatorsDocument12 pagesMaintenance IndicatorssatfasNo ratings yet
- A1.4 Project Execution PlanDocument9 pagesA1.4 Project Execution PlanTAHER AMMAR100% (2)
- RFC 1337Document13 pagesRFC 1337NickyNETNo ratings yet