You might also like
- Diamant Technical Data Sheet Plasticmetal Model Ceram SetDocument4 pagesDiamant Technical Data Sheet Plasticmetal Model Ceram SetRogério FreitasNo ratings yet
- Deckdrain S1200NW8 Data SheetDocument1 pageDeckdrain S1200NW8 Data SheetsdvsdvdsaNo ratings yet
- Benfelt 48 140820182 Extended Version 09 2022Document2 pagesBenfelt 48 140820182 Extended Version 09 2022MarijaRRRRNo ratings yet
- B-21-06367 KMT BN9000 BN Lite-1.6 Datasheetpdf-1Document1 pageB-21-06367 KMT BN9000 BN Lite-1.6 Datasheetpdf-1asifNo ratings yet
- Gehotex w8 enDocument2 pagesGehotex w8 enVincent BachellerieNo ratings yet
- Fibre-Reinforced Geosynthetic Clay Liner (GBR-C) Bentofix® NSP 4000Document1 pageFibre-Reinforced Geosynthetic Clay Liner (GBR-C) Bentofix® NSP 4000Luis Alberto GutiérrezNo ratings yet
- Automotive: Technical Data SheetDocument2 pagesAutomotive: Technical Data Sheetvaibhav dhandeNo ratings yet
- ABG ZzPozibreak 4SD - NW8.NW16 (L) (SC1) Rev 1.00 DATASHEETDocument1 pageABG ZzPozibreak 4SD - NW8.NW16 (L) (SC1) Rev 1.00 DATASHEETtropicaldesigns3No ratings yet
- PN2021 enUS ASTMDocument1 pagePN2021 enUS ASTMChu Nguyễn Anh QuânNo ratings yet
- ZJ-900 MSALL Sealant: DescriptionDocument2 pagesZJ-900 MSALL Sealant: DescriptionIrwan SyahputraNo ratings yet
- Ventilated Façade System - Technical DocumentDocument5 pagesVentilated Façade System - Technical DocumentArthur BianchiNo ratings yet
- KXNEDocument2 pagesKXNEJan GawełNo ratings yet
- TDS of Battery SeparatorDocument2 pagesTDS of Battery SeparatorOki RentsendorjNo ratings yet
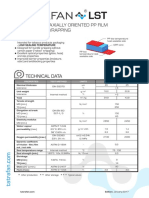
- Coextruded Biaxially Oriented PP Film For Tobacco Wrapping: Technical DataDocument2 pagesCoextruded Biaxially Oriented PP Film For Tobacco Wrapping: Technical DataJan GawełNo ratings yet
- Utek PYJ9114 SMC SHEETDocument2 pagesUtek PYJ9114 SMC SHEETFrederik TjonnelandNo ratings yet
- Ficha Técnica SUNLITE - X - Lite - 16 - Data - SheetDocument1 pageFicha Técnica SUNLITE - X - Lite - 16 - Data - Sheetinmaangulo060382No ratings yet
- RANKCONN - Precision Granite Surface PlateDocument2 pagesRANKCONN - Precision Granite Surface PlateWayneNo ratings yet
- ABG ZzPozibreak 6SD - NW8 (L) (SC1) Rev 1.00 DATASHEETDocument1 pageABG ZzPozibreak 6SD - NW8 (L) (SC1) Rev 1.00 DATASHEETtropicaldesigns3No ratings yet
- Bitumag BM Seal 1000C TDSDocument2 pagesBitumag BM Seal 1000C TDSvinoth kumar SanthanamNo ratings yet
- TDS HBMDocument1 pageTDS HBMP Singh KarkiNo ratings yet
- Sikaproof 808Document4 pagesSikaproof 808happyNo ratings yet
- The Passive Fire Protection Handbook: General DescriptionDocument1 pageThe Passive Fire Protection Handbook: General DescriptionMajid Hamidi DadgarNo ratings yet
- F1 Model Block: Technical DatasheetDocument2 pagesF1 Model Block: Technical DatasheetRafael ObiciNo ratings yet
- Mds Rheinzink-Artcolor Skygrey 04 2018 de enDocument3 pagesMds Rheinzink-Artcolor Skygrey 04 2018 de encarlosNo ratings yet
- 3019PE enUS ASTMDocument1 page3019PE enUS ASTMgawronNo ratings yet
- Data Sheet REMALOX (ENG)Document1 pageData Sheet REMALOX (ENG)anggada satriaNo ratings yet
- Advefoam 32Document2 pagesAdvefoam 32melsabaeNo ratings yet
- Klinger Graphite Laminate PSM: Key Features: BenefitsDocument2 pagesKlinger Graphite Laminate PSM: Key Features: BenefitsHammad KhanNo ratings yet
- Building ProtectionDocument16 pagesBuilding ProtectionSildan Import-ExportNo ratings yet
- Steel Structure Technical Specification 2018-12-18Document3 pagesSteel Structure Technical Specification 2018-12-18Namta GeorgeNo ratings yet
- Muehlstein Certene HWF-852BDocument1 pageMuehlstein Certene HWF-852BManuel martinezNo ratings yet
- PE 1000 SuperliningDocument2 pagesPE 1000 SuperliningASHOKNo ratings yet
- Sikadur - 42 MP Normal HC: 3-Part, Multi Purpose Epoxy Grouting SystemDocument5 pagesSikadur - 42 MP Normal HC: 3-Part, Multi Purpose Epoxy Grouting SystemJay PadamaNo ratings yet
- CFRP PropertiesDocument2 pagesCFRP Propertiesswapnil gandhiNo ratings yet
- KAPTON Scapa-1801Document2 pagesKAPTON Scapa-1801Andrzej RogalaNo ratings yet
- Technyl Star S 218 V30 BK 31NDocument3 pagesTechnyl Star S 218 V30 BK 31Nratz23695No ratings yet
- RAVENOL ATF Dexron III HDocument2 pagesRAVENOL ATF Dexron III HNikola NikacNo ratings yet
- TD EGGER Eurospan E1 P2 (Rec 1 107 108) ENDocument2 pagesTD EGGER Eurospan E1 P2 (Rec 1 107 108) ENSukiNo ratings yet
- SathermDocument2 pagesSathermvaisakhNo ratings yet
- AGEPAN OSB 4 PUR Technical Data SheetDocument2 pagesAGEPAN OSB 4 PUR Technical Data SheetDore EmilNo ratings yet
- High Density Polyethylene HS5407: Descrip OnDocument1 pageHigh Density Polyethylene HS5407: Descrip OnJosiola MariledoNo ratings yet
- Ficha Tecnica Polystone PPs CubX ESDocument1 pageFicha Tecnica Polystone PPs CubX ESjavierNo ratings yet
- Heradesign® Style: WW-EN 13168-L3-W2-T2-S3-P2-CS (10-Y) 20-TR5-Cl3Document4 pagesHeradesign® Style: WW-EN 13168-L3-W2-T2-S3-P2-CS (10-Y) 20-TR5-Cl3Chester FengNo ratings yet
- Datasheet Cembonit EIDocument1 pageDatasheet Cembonit EIDiana Maria GavriloiuNo ratings yet
- System Data Sheet Viacrete Ud Heavy Duty VMDocument2 pagesSystem Data Sheet Viacrete Ud Heavy Duty VMSubrina IslamNo ratings yet
- Mac DrainDocument24 pagesMac Drainsundra0No ratings yet
- Q2018 Series: Linear Low Density Polyethylene (LLDPE)Document2 pagesQ2018 Series: Linear Low Density Polyethylene (LLDPE)lyesNo ratings yet
- 200ml-Tetra-pack-Specification - U-StrawDocument6 pages200ml-Tetra-pack-Specification - U-StrawMostafa AlakhliNo ratings yet
- 3M Electronics Assembly Solutions Product Selection GuideDocument44 pages3M Electronics Assembly Solutions Product Selection GuideSven BaeldenNo ratings yet
- TDS Renderoc TG Saudi ArabiaDocument4 pagesTDS Renderoc TG Saudi Arabiaumn_mlkNo ratings yet
- Technical Data Sheet Uk MacdrainDocument1 pageTechnical Data Sheet Uk MacdrainMe Kang He Kodos We Kang And KodosNo ratings yet
- Sicomet 9020Document2 pagesSicomet 9020Gilad KorenNo ratings yet
- Data Sheet EFPP 1007BLDocument1 pageData Sheet EFPP 1007BLMỹ Hạnh BùiNo ratings yet
- Aisi 316L 1.4404Document2 pagesAisi 316L 1.4404Carlos Alberto Sutachán Cuevas CasNo ratings yet
- Technical Data Sheet SIMONA® ECTFE-GKDocument2 pagesTechnical Data Sheet SIMONA® ECTFE-GKjdiaz87No ratings yet
- GRP Moulded Grating Data - Sheet - 2018 SPD 1Document20 pagesGRP Moulded Grating Data - Sheet - 2018 SPD 1Tarun SharmaNo ratings yet
- LDF201FG R01Document1 pageLDF201FG R01Oscar Tan IIINo ratings yet
- SUNLITE Plus en Leaflet 66792 WebDocument2 pagesSUNLITE Plus en Leaflet 66792 Webodhiles1No ratings yet
- Ply Wood DATASheetDocument2 pagesPly Wood DATASheetmohammed mustafaNo ratings yet
- No 117Document286 pagesNo 117mocker1987No ratings yet
- 11.6.1.3 Integral AbutmentsDocument5 pages11.6.1.3 Integral AbutmentsRodrigo FritzNo ratings yet
- IJCE v12n2p146 en PDFDocument14 pagesIJCE v12n2p146 en PDFmocker1987No ratings yet
- No 070Document353 pagesNo 070mocker1987No ratings yet
- SBJ+ 32 C5 COW 23 RE 011 0+operation,+maintenance+and+rehabiltation+strategyDocument93 pagesSBJ+ 32 C5 COW 23 RE 011 0+operation,+maintenance+and+rehabiltation+strategymocker1987No ratings yet
- Hoek Brown HistoryDocument8 pagesHoek Brown HistoryTony ChanNo ratings yet
- Bridge Deck Loading and Analysis ENGM030: Required PurchaseDocument3 pagesBridge Deck Loading and Analysis ENGM030: Required Purchasemocker1987No ratings yet
- A Structured Approach To The Design and PDFDocument12 pagesA Structured Approach To The Design and PDFmocker1987No ratings yet
- Post-Installed Rebar: Design As An "Anchor" or "Reinforcement"?Document2 pagesPost-Installed Rebar: Design As An "Anchor" or "Reinforcement"?Jacky Leong100% (1)
- Modelling and Predesign of Steel and Composite StructuresDocument2 pagesModelling and Predesign of Steel and Composite Structuresmocker1987No ratings yet
- 09 - Hikami+Shiraishi-rain Wind Induced Vibrations of Cables in Cable Stayed Bridges - JEneuDocument10 pages09 - Hikami+Shiraishi-rain Wind Induced Vibrations of Cables in Cable Stayed Bridges - JEneumocker1987No ratings yet
- Road Bridges and Footbridges: Bridge Testing GuideDocument64 pagesRoad Bridges and Footbridges: Bridge Testing Guidemocker1987No ratings yet
- JCSS Workshop On Semi-Probabilistic FEM Calculations: - Load and Material ModelsDocument5 pagesJCSS Workshop On Semi-Probabilistic FEM Calculations: - Load and Material Modelsmocker1987No ratings yet
- Sigrist, Hackbarth 3rd Fib International Congress - 2010Document10 pagesSigrist, Hackbarth 3rd Fib International Congress - 2010mocker1987No ratings yet
- Eota TR 049 Postinstalled Fasteners in Concrete Under Seismic Action 2016 08Document44 pagesEota TR 049 Postinstalled Fasteners in Concrete Under Seismic Action 2016 08mocker1987No ratings yet
- 3Document1 page3mocker1987No ratings yet
- Eota TR 047 Design of Anchor Channels 2018 03Document61 pagesEota TR 047 Design of Anchor Channels 2018 03coolkaisyNo ratings yet
- ETAG 001-Annex C 10-08-01Document34 pagesETAG 001-Annex C 10-08-01jpjobduNo ratings yet
- Anchors Testing TR 048 Details of Tests For Post Installed Fasteners in Concrete 2016Document27 pagesAnchors Testing TR 048 Details of Tests For Post Installed Fasteners in Concrete 2016coolkaisyNo ratings yet
- Systems For Post-Installed Rebar Connections With MortarDocument42 pagesSystems For Post-Installed Rebar Connections With Mortarmocker1987No ratings yet
- Eurocode 3 ActionsDocument158 pagesEurocode 3 ActionsKeeran Montag100% (7)
- Eota TR023Document21 pagesEota TR023vanratingenNo ratings yet
- A Structured Approach To The Design and PDFDocument12 pagesA Structured Approach To The Design and PDFmocker1987No ratings yet
- Shear and Flexure in Structural Concrete PDFDocument45 pagesShear and Flexure in Structural Concrete PDFmocker1987No ratings yet
- Sigrist, Hackbarth 3rd Fib International Congress - 2010Document10 pagesSigrist, Hackbarth 3rd Fib International Congress - 2010mocker1987No ratings yet
- Shear and Flexure in Structural Concrete PDFDocument45 pagesShear and Flexure in Structural Concrete PDFmocker1987No ratings yet
- Discussion How Eurocode 7 Has Affected Geotechnical Design A ReviewDocument3 pagesDiscussion How Eurocode 7 Has Affected Geotechnical Design A ReviewkrainajackaNo ratings yet
- Q3AS-351-FM3 Design Verification RegisterDocument1 pageQ3AS-351-FM3 Design Verification Registermocker1987No ratings yet
- Refill Instructions For TK-Fine Vario L PencilDocument1 pageRefill Instructions For TK-Fine Vario L Pencilmocker1987No ratings yet
- Modeller User Manual - 8Document17 pagesModeller User Manual - 8mocker1987No ratings yet
- Fracture Toughness and Carbide Precipitation Behavior of A737 GraDocument98 pagesFracture Toughness and Carbide Precipitation Behavior of A737 GraMatias PachuNo ratings yet
- All-Dielectric Self Supporting (ADSS) Aerial Loose Tube Fiber Optic CableDocument3 pagesAll-Dielectric Self Supporting (ADSS) Aerial Loose Tube Fiber Optic CableAhmad TaheriNo ratings yet
- Failure Analysis of A Bucket Elevator Shaft: Technicalarticle-Peer-ReviewedDocument7 pagesFailure Analysis of A Bucket Elevator Shaft: Technicalarticle-Peer-Revieweddouglasncamilo100% (1)
- Surveying Lab ReportDocument12 pagesSurveying Lab ReportAmmar MddeniNo ratings yet
- Blowing AgentDocument12 pagesBlowing AgentHimanshu PainulyNo ratings yet
- Reinforced Concrete DesignDocument43 pagesReinforced Concrete DesignWilbert Carlo RachoNo ratings yet
- Afzal - 2008 - Alternate Scales For Turbulent Boundary Layer On TDocument16 pagesAfzal - 2008 - Alternate Scales For Turbulent Boundary Layer On TOliver HouNo ratings yet
- Footing Design CalculationsDocument5 pagesFooting Design CalculationsArnold VercelesNo ratings yet
- Paper No. 609Document15 pagesPaper No. 609ravi kumarNo ratings yet
- Periodic TableDocument29 pagesPeriodic Tablepraveen bukkaNo ratings yet
- 02 Whole X XXXXXXXXXXXXXX 80Document109 pages02 Whole X XXXXXXXXXXXXXX 80Danem HalasNo ratings yet
- Temkin 100 YearsDocument30 pagesTemkin 100 YearsMarina ShestakovaNo ratings yet
- Non-returns-DampersDocument1 pageNon-returns-DampersProject enghvacNo ratings yet
- Temperature, Thermal Energy, and HeatDocument3 pagesTemperature, Thermal Energy, and HeatTula DhimitraNo ratings yet
- Answer: 6872.23 LBFT: Problem 304 Problem 327Document2 pagesAnswer: 6872.23 LBFT: Problem 304 Problem 327Bianca GuevarraNo ratings yet
- Bluebook (EN1993 1 1, HyperBeam, 17 Dec 2013)Document138 pagesBluebook (EN1993 1 1, HyperBeam, 17 Dec 2013)Peyman MznNo ratings yet
- DuctilityDocument3 pagesDuctilityCarlo CastorNo ratings yet
- Temperature ControlDocument11 pagesTemperature ControlTasawwur TahirNo ratings yet
- NEESE-Defense Base Isolation Tests Performance of Triple-Pendulum BearingsDocument10 pagesNEESE-Defense Base Isolation Tests Performance of Triple-Pendulum BearingsciscoNo ratings yet
- Steam Heat ExchangerDocument2 pagesSteam Heat ExchangerAbdul Hafeez AkramNo ratings yet
- Comparative Study Regarding Friction Coefficient For Three Epoxy ResinsDocument5 pagesComparative Study Regarding Friction Coefficient For Three Epoxy ResinsEdgar Arturo Gomez MeiselNo ratings yet
- KinematcsDocument6 pagesKinematcsAdit Kumar100% (1)
- Renewable Energy: S.S. Chandel, M. Nagaraju Naik, Vikrant Sharma, Rahul ChandelDocument10 pagesRenewable Energy: S.S. Chandel, M. Nagaraju Naik, Vikrant Sharma, Rahul ChandelCleiber NichidaNo ratings yet
- Thermodynamics Fundamental PrinciplesDocument444 pagesThermodynamics Fundamental PrinciplesWilliam Charly Calderon Rosales100% (2)
- CD Optical Block AssembliesDocument2 pagesCD Optical Block AssembliesRayner MihailovNo ratings yet
- BRG-S-T-D-RD 85+835-1X30Document19 pagesBRG-S-T-D-RD 85+835-1X30Aziz ul HakeemNo ratings yet
- Project On Wheather DataDocument23 pagesProject On Wheather DataDeepesh YadavNo ratings yet
- Design of Eccentric Footing With StrapDocument11 pagesDesign of Eccentric Footing With StrapKrijan MaliNo ratings yet
- NYX Ndustries ZC: Welder Performance Qualification RecordDocument1 pageNYX Ndustries ZC: Welder Performance Qualification RecordanoopkumarNo ratings yet
- Olivetti Copia 9910 SMDocument159 pagesOlivetti Copia 9910 SMvenci_kamenovNo ratings yet