You might also like
- Jet Marine Grease - TdsDocument2 pagesJet Marine Grease - TdsantonyNo ratings yet
- Araldite 2015: Advanced MaterialsDocument6 pagesAraldite 2015: Advanced MaterialsFilipe Alberto MagalhaesNo ratings yet
- Araldite 2011 Structural Adhesive: Advanced MaterialsDocument6 pagesAraldite 2011 Structural Adhesive: Advanced MaterialsrezaeibehrouzNo ratings yet
- Foodmax Grease CAS S 2 LS - TDS - 263701301 - ENDocument2 pagesFoodmax Grease CAS S 2 LS - TDS - 263701301 - ENDeath Heart100% (1)
- Cepsa Arga SyntDocument1 pageCepsa Arga SyntRamonNo ratings yet
- 93 Sinopec Extreme Pressure Lithium Complex GreaseDocument3 pages93 Sinopec Extreme Pressure Lithium Complex GreaseAmadeus CocaNo ratings yet
- Matrix EP and TK TDS 2035Document1 pageMatrix EP and TK TDS 2035Don HowardNo ratings yet
- Sinopec EP Golden GreaseDocument2 pagesSinopec EP Golden GreaseYoong TanNo ratings yet
- Decathlon Extreme Synthetic Gear OilDocument1 pageDecathlon Extreme Synthetic Gear OilDon HowardNo ratings yet
- Impeller STD Resin - Dion 9800 PDFDocument5 pagesImpeller STD Resin - Dion 9800 PDFWilmer AndresNo ratings yet
- Bpxe B6ctalDocument2 pagesBpxe B6ctalVusal HasanovNo ratings yet
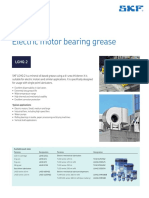
- Electric Motor Bearing Grease: LGHQ 2Document2 pagesElectric Motor Bearing Grease: LGHQ 2AL Megdad AbdelmalekNo ratings yet
- Royal 876 EP GreaseDocument3 pagesRoyal 876 EP GreaseVictor ZhicayNo ratings yet
- DION IMPACT 9102 SeriesDocument5 pagesDION IMPACT 9102 SeriesLENEEVERSONNo ratings yet
- Tds Total Preslia 46 693 202003 enDocument2 pagesTds Total Preslia 46 693 202003 enhalasanNo ratings yet
- Foodmax Grease CAS S 2 HS - TDS - 263701201 - ENDocument2 pagesFoodmax Grease CAS S 2 HS - TDS - 263701201 - ENDeath HeartNo ratings yet
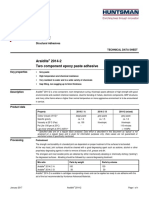
- Araldite 2014-2: Advanced MaterialsDocument6 pagesAraldite 2014-2: Advanced MaterialsAnonymous r3MoX2ZMTNo ratings yet
- Electric Motor Bearing Grease: LGHQ 2Document2 pagesElectric Motor Bearing Grease: LGHQ 2estebang956No ratings yet
- TOTAL Polystyrene 1441: Material DatasheetDocument3 pagesTOTAL Polystyrene 1441: Material DatasheetAlbert FortunatoNo ratings yet
- Enersyn RC-S RangeDocument2 pagesEnersyn RC-S RangecarmaNo ratings yet
- ETERSET 2960 Data SheetDocument2 pagesETERSET 2960 Data Sheetahmed mahmoudNo ratings yet
- Ficha Técnica - Shell Gadus High Speed Coupling GreaseDocument3 pagesFicha Técnica - Shell Gadus High Speed Coupling Greasejuan felipe diazgranados santosNo ratings yet
- Technical Data Sheet: Synthetic Oil For Trunnion Bearings and Mining MachinesDocument1 pageTechnical Data Sheet: Synthetic Oil For Trunnion Bearings and Mining MachinesDon HowardNo ratings yet
- Alphasyn Ep 220Document2 pagesAlphasyn Ep 220Atika AtikaNo ratings yet
- Total 1540Document1 pageTotal 1540sercanworkNo ratings yet
- Loctite EA 9464: Product DescriptionDocument3 pagesLoctite EA 9464: Product DescriptionehsanNo ratings yet
- Maker Tauro enDocument2 pagesMaker Tauro enibrahim maulanaNo ratings yet
- Optigear 1100 RangeDocument3 pagesOptigear 1100 RangeResistenciaDisidenteNo ratings yet
- Exceed XP 8784 SeriesDocument2 pagesExceed XP 8784 SeriesAli RazuNo ratings yet
- Total Nevastane Xs 80 Food Grade GreaseDocument2 pagesTotal Nevastane Xs 80 Food Grade GreaseAnya PamungkasNo ratings yet
- Technical Datasheet: AME™ 6001 INF-135 Premium Marine Resin InfusionDocument2 pagesTechnical Datasheet: AME™ 6001 INF-135 Premium Marine Resin InfusionMarjan ArhNo ratings yet
- Braycote 631 RPDocument2 pagesBraycote 631 RPResistenciaDisidenteNo ratings yet
- Araldite FT 420 AB ENDocument5 pagesAraldite FT 420 AB ENantoine DelesvauxNo ratings yet
- 2017 Kynar Wire and Cable SolutionsDocument8 pages2017 Kynar Wire and Cable SolutionsKaarthicNatarajanNo ratings yet
- Loctite EA 9466™: Product Description Typical Curing Performance Fixture TimeDocument4 pagesLoctite EA 9466™: Product Description Typical Curing Performance Fixture TimeVesna NikolicNo ratings yet
- Untitled GkrsbhinsergDocument3 pagesUntitled GkrsbhinsergMohitrajranikashyapNo ratings yet
- Bel Ray Molylube Ultra Open Gear Lubricant PDS 12june2023 1Document2 pagesBel Ray Molylube Ultra Open Gear Lubricant PDS 12june2023 1xxx yyyNo ratings yet
- Carter EpDocument2 pagesCarter EpNguyễn Quang HưngNo ratings yet
- Alathon®: ApplicationsDocument2 pagesAlathon®: ApplicationsCarlos Revilla FloresNo ratings yet
- PCRS9309-QT TDSDocument5 pagesPCRS9309-QT TDSDaniele CatacchioNo ratings yet
- Sinopec Extreme Pressure Lithium GreaseDocument3 pagesSinopec Extreme Pressure Lithium GreaseYoong TanNo ratings yet
- PDSDetail PageDocument3 pagesPDSDetail PageOSPEN NOAH SITHOLENo ratings yet
- SP Eng NLGI 1,2,3 2012 OctDocument3 pagesSP Eng NLGI 1,2,3 2012 OctundraazolbayarNo ratings yet
- PDS - GulfSea Hydraulic AW Series-1Document2 pagesPDS - GulfSea Hydraulic AW Series-1Zaini YaakubNo ratings yet
- F F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Document4 pagesF F O P L: Epofine - 740 / Finehard - 918 / Accelerator - 062Karishma Prabhu100% (1)
- Ficha Técnica Castrol Synthetic CT 320Document2 pagesFicha Técnica Castrol Synthetic CT 320el pro jajaja GonzalezNo ratings yet
- Q8 Handel 46Document1 pageQ8 Handel 46chandan sahooNo ratings yet
- Bpxe 94C7V8Document3 pagesBpxe 94C7V8Banti SidhiwalaNo ratings yet
- SKF Lgwa 2Document2 pagesSKF Lgwa 2FendyNo ratings yet
- Tds of Eterset 2844Document2 pagesTds of Eterset 2844Nandkumar PawarNo ratings yet
- FT - Longtime PD RangeDocument2 pagesFT - Longtime PD RangeRonald Mario Kupa AnticonaNo ratings yet
- Araldit-STANDARD Datasheet PDFDocument3 pagesAraldit-STANDARD Datasheet PDFsiva shanmugamNo ratings yet
- Perfecto TR UN BPXE-9Z8VBQDocument2 pagesPerfecto TR UN BPXE-9Z8VBQRNo ratings yet
- CASTROL BIO TAC OG - Pds - Rev. 17.08.2022Document2 pagesCASTROL BIO TAC OG - Pds - Rev. 17.08.2022Massimiliano VolaNo ratings yet
- Ficha Tecnica Castrol Perfecto X RangeDocument3 pagesFicha Tecnica Castrol Perfecto X Rangeel pro jajaja GonzalezNo ratings yet
- Castrol Perfecto XDocument3 pagesCastrol Perfecto XHector Martin BarajasNo ratings yet
- BP Energrease Ls and Ls-Ep: DescriptionDocument2 pagesBP Energrease Ls and Ls-Ep: DescriptionbenjaminNo ratings yet
- Carter Ogl 1000 M PDFDocument1 pageCarter Ogl 1000 M PDFAnibal RiosNo ratings yet
- ASTM A335 P91 Steel PipesDocument7 pagesASTM A335 P91 Steel PipesNhien ManNo ratings yet
- Consumable Midalloy ER70S B2LDocument1 pageConsumable Midalloy ER70S B2LNhien ManNo ratings yet
- CHG 55B2Document1 pageCHG 55B2Nhien ManNo ratings yet
- pdf24 MergedDocument2 pagespdf24 MergedNhien ManNo ratings yet
- Tubes and Pipes (340 KB)Document2 pagesTubes and Pipes (340 KB)Nhien ManNo ratings yet
- Midalloy ER70S B2LDocument1 pageMidalloy ER70S B2LNhien ManNo ratings yet
- Wire Rope SlingDocument1 pageWire Rope SlingNhien ManNo ratings yet
- REPORT-MT 20.10.2022. M C TinhDocument7 pagesREPORT-MT 20.10.2022. M C TinhNhien ManNo ratings yet
- REPORT-MT 20.10.2022. M C TinhDocument7 pagesREPORT-MT 20.10.2022. M C TinhNhien ManNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet
- Report-Mt 20.10.2022.M C TinhDocument7 pagesReport-Mt 20.10.2022.M C TinhNhien ManNo ratings yet
- REPORT-MT 21.10.2022 (Test)Document2 pagesREPORT-MT 21.10.2022 (Test)Nhien ManNo ratings yet