You might also like
- Shear Strength Solder Alloys ReportDocument11 pagesShear Strength Solder Alloys Reportshunt09No ratings yet
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 pagesProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaNo ratings yet
- Low Temperature Soldering Using Sn-Bi AlloysDocument6 pagesLow Temperature Soldering Using Sn-Bi AlloysArkamNo ratings yet
- Testing WeldsDocument16 pagesTesting Weldschokrib100% (2)
- Stevanovic 2016Document7 pagesStevanovic 2016sezgin bayramNo ratings yet
- MSF 618-619 591Document4 pagesMSF 618-619 591Barak VinklerNo ratings yet
- Component Level Reliability For High Temperature Power ComputingDocument7 pagesComponent Level Reliability For High Temperature Power ComputingAdair NettoNo ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
- ET2 P1 Joshi Shantanu PDFDocument6 pagesET2 P1 Joshi Shantanu PDFshunt09No ratings yet
- TSH5600G Welding SpotDocument6 pagesTSH5600G Welding SpotKrzysztof KołodziejczykNo ratings yet
- REVIEW PAPER: Design and Investigation On The Reliability of A Ceramic Power PackageDocument11 pagesREVIEW PAPER: Design and Investigation On The Reliability of A Ceramic Power PackageALTHEA JANINE MACAPUNDAGNo ratings yet
- High Cycle Fatigue, Low Cycle Fatigue and Failure Modes of A Carburized SteelDocument6 pagesHigh Cycle Fatigue, Low Cycle Fatigue and Failure Modes of A Carburized Steelth34560No ratings yet
- Effect of Bga Reballing IpcDocument42 pagesEffect of Bga Reballing IpcJozefNo ratings yet
- Optimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt IndustryDocument7 pagesOptimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt Industryenrico susantoNo ratings yet
- Influence of Aging Reliability of Solder Joints: The Elevated Temperature On Lead FreeDocument16 pagesInfluence of Aging Reliability of Solder Joints: The Elevated Temperature On Lead FreeDurgesh KhannaNo ratings yet
- 2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersDocument7 pages2017 Study of Heat Affected Zone For Smaw Process For Low Carbon Steel Specimen With Controlled ParametersAnas IslamNo ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- Comprehensive Report On Low Temp Solder Alloys For Portable ElectronicsDocument8 pagesComprehensive Report On Low Temp Solder Alloys For Portable ElectronicscalculathorNo ratings yet
- Alloy 137 Tech Data Sheet WebDocument5 pagesAlloy 137 Tech Data Sheet WebGeorge SmithNo ratings yet
- Experimental Study On Fiber Reinforced Self Compacting ConcreteDocument7 pagesExperimental Study On Fiber Reinforced Self Compacting ConcreteIJRASETPublicationsNo ratings yet
- Specification of Lightening ArrestersDocument12 pagesSpecification of Lightening ArrestersS BalasubramaniamNo ratings yet
- 240 Pin VLP DDR-III Soldertail Sockets: Product Design ObjectiveDocument8 pages240 Pin VLP DDR-III Soldertail Sockets: Product Design Objectivejerome_testNo ratings yet
- Effects of Heat Striaghening in Structural SteelDocument12 pagesEffects of Heat Striaghening in Structural SteelAnish XmenNo ratings yet
- A New Lead Alloy For Automotive Batteries Operating Under High TemperatureDocument7 pagesA New Lead Alloy For Automotive Batteries Operating Under High Temperatureehsan453No ratings yet
- A Study On Integrity Assessment of The Resistance Spot Weld by Infrared ThermographyDocument6 pagesA Study On Integrity Assessment of The Resistance Spot Weld by Infrared ThermographyRenuNo ratings yet
- 2 PDFDocument4 pages2 PDFakmalzuhri96No ratings yet
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Sac 305 Lead Free No CleanDocument2 pagesSac 305 Lead Free No CleanBenjamin HQNo ratings yet
- Bga Reballing SmtaDocument18 pagesBga Reballing SmtaJose Luis RomeroNo ratings yet
- Bga Reballing SmtaDocument18 pagesBga Reballing SmtaAvs ElectronNo ratings yet
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDocument7 pagesThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيNo ratings yet
- Irjet V4i2100 PDFDocument6 pagesIrjet V4i2100 PDFAnonymous CUPykm6DZNo ratings yet
- Micro Structure Analysis of TIG Welded SS 301 AlloyDocument6 pagesMicro Structure Analysis of TIG Welded SS 301 AlloyAnonymous CUPykm6DZNo ratings yet
- Politecnico Di Milano: Materials For Energy A.Y. 2019/2020Document3 pagesPolitecnico Di Milano: Materials For Energy A.Y. 2019/2020Mohanraj ShanmugamNo ratings yet
- Shear DeformationDocument12 pagesShear DeformationDurgesh KhannaNo ratings yet
- Relation Between Weld Parameters and Weld Qualityin Ac Resistance Spot Welding AluminiumDocument52 pagesRelation Between Weld Parameters and Weld Qualityin Ac Resistance Spot Welding AluminiumuttonNo ratings yet
- C876-09 Standard Test Method For Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument7 pagesC876-09 Standard Test Method For Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteHussein BeqaiNo ratings yet
- Anch 003Document5 pagesAnch 003arun arunNo ratings yet
- Microstructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringDocument7 pagesMicrostructure Analysis of Arc Welded Mild Steel Plates: IOP Conference Series: Materials Science and EngineeringAniekanNo ratings yet
- Nubbin - DJDocument6 pagesNubbin - DJDebelmeNo ratings yet
- Wave Solder TaguchiDocument6 pagesWave Solder TaguchivictoreaNo ratings yet
- Effect of Compression Loads On The Solder Joint Reliability of FDocument7 pagesEffect of Compression Loads On The Solder Joint Reliability of Fjabin johnsonNo ratings yet
- Ecia/Jedec Experimentation On Solderability Test PreconditioningDocument28 pagesEcia/Jedec Experimentation On Solderability Test PreconditioningesrisloNo ratings yet
- Investigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)Document11 pagesInvestigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)IJRASETPublicationsNo ratings yet
- Duplex Beaune 2010Document10 pagesDuplex Beaune 2010aliNo ratings yet
- Mechanical Reliability BGADocument4 pagesMechanical Reliability BGAZakaria El HaddadNo ratings yet
- Vappro 872-In-House Publication PDFDocument14 pagesVappro 872-In-House Publication PDFmoe_kyawNo ratings yet
- Presented By:: Introduction To Accumulative Roll Bonding Process (Arb)Document106 pagesPresented By:: Introduction To Accumulative Roll Bonding Process (Arb)amelNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Effect of Chromium On Tensile and Fatigue Behaviour of Copper Nickel Spinodal AlloyDocument8 pagesEffect of Chromium On Tensile and Fatigue Behaviour of Copper Nickel Spinodal AlloyTJPRC PublicationsNo ratings yet
- La TSDocument23 pagesLa TSanirban 007No ratings yet
- Tech Rep 4-2011 Copper Zirkonium AlloysDocument14 pagesTech Rep 4-2011 Copper Zirkonium AlloysBahadır UysalNo ratings yet
- Recent Improvements Within Magnetic Particle Inspection - 2020-11-30 - Quality MagazineDocument7 pagesRecent Improvements Within Magnetic Particle Inspection - 2020-11-30 - Quality MagazineprabuNo ratings yet
- Specifying A SolenoidDocument2 pagesSpecifying A SolenoidfadhlidzilNo ratings yet
- 4 MJRoegnerfinalDocument5 pages4 MJRoegnerfinalfelice.tartaglioneNo ratings yet
- Sliding Wear of Cast Zinc-Based Alloy Bearings UndDocument12 pagesSliding Wear of Cast Zinc-Based Alloy Bearings Undsafat parNo ratings yet
- Machine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Document10 pagesMachine Design, Vol.5 (2013) No.1, ISSN 1821-1259 Pp. 1-10Sirajuddin ANo ratings yet
- Brittle Failure Mechanism Bga PDFDocument9 pagesBrittle Failure Mechanism Bga PDFZetocha MilanNo ratings yet
- Polling Date of West BengalDocument2 pagesPolling Date of West BengalSubhamNo ratings yet
- WB DistributionDocument1 pageWB DistributionAbhijit KarNo ratings yet
- Election Dates 2024Document1 pageElection Dates 2024R S SelvarajNo ratings yet
- Cracks-Titanium DiborideDocument8 pagesCracks-Titanium DiborideAbhijit KarNo ratings yet
- Reliability of PB Free Solder Alloys inDocument6 pagesReliability of PB Free Solder Alloys inAbhijit KarNo ratings yet
- Lab Report 5Document12 pagesLab Report 5Norhanisah Zamri Rcsu100% (1)
- RCD Lecture 1Document26 pagesRCD Lecture 1Walter CatapangNo ratings yet
- Emission Reduction TechniquesDocument10 pagesEmission Reduction TechniquesiocsachinNo ratings yet
- Grade 12 Second Quarter First G12 Aristotle (Stem) General Physics 1 January 25, 2022Document17 pagesGrade 12 Second Quarter First G12 Aristotle (Stem) General Physics 1 January 25, 2022Rogen Requiz Achacoso - VirtudazoNo ratings yet
- 3-15-6 Pressure Vessels Austenitic SteelDocument24 pages3-15-6 Pressure Vessels Austenitic SteelJaime CastilloNo ratings yet
- FSRE SS AppendixGlossariesDocument27 pagesFSRE SS AppendixGlossariessachinchem020No ratings yet
- Emulsions - Formation, Stability, Industrial Applications PDFDocument243 pagesEmulsions - Formation, Stability, Industrial Applications PDFsandy44 wankhade100% (4)
- Udr 1Document2 pagesUdr 1shazanNo ratings yet
- Oscillation SDocument1 pageOscillation SDhanBahadurNo ratings yet
- Bronze c54400 SpecificationsDocument3 pagesBronze c54400 SpecificationsRam Parimalam100% (1)
- Design Speculations: M-25 Mix Design (By Mass) For Ips-5 (Shastri Nagar), MeerutDocument3 pagesDesign Speculations: M-25 Mix Design (By Mass) For Ips-5 (Shastri Nagar), MeerutMuneer HaiderNo ratings yet
- TM - Chapter 1 Exercises PDFDocument6 pagesTM - Chapter 1 Exercises PDFVõ Văn VũNo ratings yet
- Work Power Energy QuestionsDocument17 pagesWork Power Energy QuestionsAnupam MNo ratings yet
- BT - 2004 SyllabusDocument95 pagesBT - 2004 SyllabusMohamad SyazwanNo ratings yet
- The Modelling and Design of Scale Inhibitor Squeeze Treatments PDFDocument14 pagesThe Modelling and Design of Scale Inhibitor Squeeze Treatments PDFLaura Natalia SalcedoNo ratings yet
- Techalloy 55Document1 pageTechalloy 55Muhammad FajriNo ratings yet
- 07 - Determining Molar Mass by Freezing Point DepressionDocument4 pages07 - Determining Molar Mass by Freezing Point DepressionStephanie Robertshaw0% (1)
- Internal Combustion EngineDocument40 pagesInternal Combustion EngineMingNo ratings yet
- Kuliah 12 Aliran KompresibelDocument67 pagesKuliah 12 Aliran KompresibelherawanadifNo ratings yet
- Olivetti Copia 9910 SMDocument159 pagesOlivetti Copia 9910 SMvenci_kamenovNo ratings yet
- Upheaval Buckling Assessment by DR N I ThusyanthanDocument9 pagesUpheaval Buckling Assessment by DR N I ThusyanthanDr I ThusyanthanNo ratings yet
- Emulsions & SunscreensDocument117 pagesEmulsions & SunscreensQuoc Thanh100% (1)
- Amte 116LDocument3 pagesAmte 116LRebecca Lepon LegaspiNo ratings yet
- Fracture Mechanics - Chapter 6 and 7-J-Integral and CTODDocument42 pagesFracture Mechanics - Chapter 6 and 7-J-Integral and CTODHari Varma GottumukkalaNo ratings yet
- Gilbert Newton Lewis1Document4 pagesGilbert Newton Lewis1Elizabeth ChavezNo ratings yet
- Neov 1940Document2 pagesNeov 1940N dasNo ratings yet
- Base Plate Design Is 800-2007Document6 pagesBase Plate Design Is 800-2007Suneesh P91% (11)
- Blowing AgentDocument12 pagesBlowing AgentHimanshu PainulyNo ratings yet
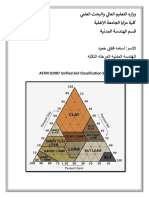
- ASTM D2487 Unified Soil Classification SystemDocument2 pagesASTM D2487 Unified Soil Classification SystemOsama FaekNo ratings yet
- Electrical Imaging: 2D Resistivity Tomography As A Tool For Groundwater Studies at Mahmudia Village, West Sulaimani City, Kurdistan Region/ IraqiDocument1 pageElectrical Imaging: 2D Resistivity Tomography As A Tool For Groundwater Studies at Mahmudia Village, West Sulaimani City, Kurdistan Region/ IraqiAcademecian group100% (1)