You might also like
- Resistance Welding: Resistance Welding Is A Pressure Welding Technique Using HighDocument32 pagesResistance Welding: Resistance Welding Is A Pressure Welding Technique Using HighPratik ThakerNo ratings yet
- Structural Optimization of Transformer Tanks Using ANSYS and OptiSLangDocument26 pagesStructural Optimization of Transformer Tanks Using ANSYS and OptiSLangjiongNo ratings yet
- Avoidance of Discontinuities in The Joint HardoxDocument10 pagesAvoidance of Discontinuities in The Joint HardoxfsfunbNo ratings yet
- Chapter 8 - Resistance Spot Welding, Resistance Projection Welding and Resistance Seam WeldingDocument15 pagesChapter 8 - Resistance Spot Welding, Resistance Projection Welding and Resistance Seam WeldingreachfsrNo ratings yet
- CMT Spot WeldingDocument11 pagesCMT Spot Weldingkarthick32mechNo ratings yet
- On Resistance WeldingDocument18 pagesOn Resistance WeldingMadhup Kulshrestha100% (1)
- Knuth Catalog 2011 Metallgears Ru PDFDocument266 pagesKnuth Catalog 2011 Metallgears Ru PDFKali Abdennour0% (1)
- Contoh Test Piece & BilikDocument2 pagesContoh Test Piece & Bilikeko prabowoNo ratings yet
- AIRWAVE King Series - Kitchen ESPDocument12 pagesAIRWAVE King Series - Kitchen ESPMason LeeNo ratings yet
- Spot Welding ParametersDocument3 pagesSpot Welding ParametersDeepak PathakNo ratings yet
- Laser WeldingDocument11 pagesLaser WeldingnkalaiNo ratings yet
- 2010 IMCO CatalogDocument170 pages2010 IMCO Cataloggeav25653855No ratings yet
- IIW - International Institute of WeldingDocument3 pagesIIW - International Institute of WeldingNilesh MistryNo ratings yet
- NX II Series English 1Document24 pagesNX II Series English 1Gael HernándezNo ratings yet
- FLOW 3D Cast Brochure PDFDocument15 pagesFLOW 3D Cast Brochure PDFHamidAffandyNo ratings yet
- Astm A194-A194m-13 PDFDocument12 pagesAstm A194-A194m-13 PDFjhonnyNo ratings yet
- Norma AS1554.1 - 2011 - Comentários - WeldED V8Document17 pagesNorma AS1554.1 - 2011 - Comentários - WeldED V8neto-portoNo ratings yet
- Steel Casting HandboockDocument446 pagesSteel Casting Handboockomar quiñonesNo ratings yet
- Saw Choosing GuideDocument96 pagesSaw Choosing GuideAnonymous nKOyHbNo ratings yet
- The Mechanism of Acicular Ferrite in Weld DepositsDocument12 pagesThe Mechanism of Acicular Ferrite in Weld DepositsPedro CunhaNo ratings yet
- 01 - Assigning Properties To Steel Structures - PPTDocument8 pages01 - Assigning Properties To Steel Structures - PPTAntonio Herrera PérezNo ratings yet
- Electron Beam Welding Process - Equipment's, Working Principle With DiagramDocument7 pagesElectron Beam Welding Process - Equipment's, Working Principle With DiagramDr.S.Ravi CITNo ratings yet
- GB-T 232-2010 Metallic Materials-Bend TestDocument14 pagesGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.No ratings yet
- Resistance WeldingDocument13 pagesResistance Weldingpavithra222No ratings yet
- ASM Metals Handbook, NDT-Vol 17 16Document1 pageASM Metals Handbook, NDT-Vol 17 16xiaohaoNo ratings yet
- EWF Guideline for Welding Coordination PersonnelDocument39 pagesEWF Guideline for Welding Coordination PersonnelbdromeiraNo ratings yet
- 521+technical Data Sheet V-6Document2 pages521+technical Data Sheet V-6TeenTeen GaMingNo ratings yet
- CMT Welding Research PaperDocument23 pagesCMT Welding Research PaperUpendra93No ratings yet
- A8 3D Printer Installation Instructions1.1Document44 pagesA8 3D Printer Installation Instructions1.1Alejandro Quiroz GraciaNo ratings yet
- How Thermal Cutting Affects Galvanized CoatingsDocument5 pagesHow Thermal Cutting Affects Galvanized Coatingsnarmatha100% (1)
- Ensuring Compliance of Structural Steelwork - Regardless of OriginDocument10 pagesEnsuring Compliance of Structural Steelwork - Regardless of OriginStephen HicksNo ratings yet
- Astm F-568M - 98Document8 pagesAstm F-568M - 98awesome_600No ratings yet
- Concept Check Answers Ch6Document5 pagesConcept Check Answers Ch6Ruben Abreu100% (1)
- Resistance Welding ExplainedDocument25 pagesResistance Welding ExplainedameerakeemNo ratings yet
- Asme Section II A-2 Sa-688 Sa-688mDocument10 pagesAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xNo ratings yet
- Day-1 Lecture 1 Welding TechnologyDocument142 pagesDay-1 Lecture 1 Welding TechnologySamNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Spraying Device LD/U3 Arc Spraying: Parts List PL 96939 EN 09Document16 pagesSpraying Device LD/U3 Arc Spraying: Parts List PL 96939 EN 09a.n.87711990100% (1)
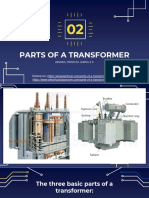
- Parts of A TransformerDocument22 pagesParts of A TransformerJohn David RomasantaNo ratings yet
- Submerged Arc Welding: Training & EducationDocument17 pagesSubmerged Arc Welding: Training & Educationtanveer ahmedNo ratings yet
- Gas Cutting WLDNG Process - 06 - Module 6Document100 pagesGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- P20 Steel Plate Tool SteelDocument4 pagesP20 Steel Plate Tool SteelSama UmateNo ratings yet
- Projection Welding Guide for Materials & DesignDocument20 pagesProjection Welding Guide for Materials & DesignCebrac ItatibaNo ratings yet
- Zinc Coating Life Predictor: Derived From TheDocument2 pagesZinc Coating Life Predictor: Derived From ThelakshanNo ratings yet
- European Welding Symbols PDFDocument2 pagesEuropean Welding Symbols PDFPhillipNo ratings yet
- Nissan Shear Test Standard for Welded Lap JointsDocument5 pagesNissan Shear Test Standard for Welded Lap JointsRicardo F.A.No ratings yet
- Inconel Research Paper PDFDocument227 pagesInconel Research Paper PDFAnonymous OEUUoKHYR100% (1)
- Weld Joints TypeDocument6 pagesWeld Joints TypeJerry ZhangNo ratings yet
- 2018 Handling and Storage Recommendations - EN - Rev1!02!2018Document4 pages2018 Handling and Storage Recommendations - EN - Rev1!02!2018David Hortas CasasNo ratings yet
- SWX - 110 Iso 14174Document4 pagesSWX - 110 Iso 14174wiNo ratings yet
- Ultimate Strength of Fillet Welded Connections Loaded in PlaneDocument13 pagesUltimate Strength of Fillet Welded Connections Loaded in PlanePatrick PolujanNo ratings yet
- Detecting Laminations in Thick Steel PlatesDocument4 pagesDetecting Laminations in Thick Steel PlatesirmakNo ratings yet
- A276 PDFDocument8 pagesA276 PDFsingaravelan narayanasamyNo ratings yet
- Investigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)Document11 pagesInvestigation of PCTIG, CCTIG and MMA Welding On Powder Metallurgy Aluminium Specimen Processed Through Equi-Channel Angular Pressing (ECAP)IJRASETPublicationsNo ratings yet
- Spot WeldingDocument39 pagesSpot WeldingchandraNo ratings yet
- Microstructure Analysis of Arc Welded Mild SteelDocument7 pagesMicrostructure Analysis of Arc Welded Mild SteelAniekanNo ratings yet
- Microstructure and Tensile Properties of Steel Wire Drawing: March 2013Document14 pagesMicrostructure and Tensile Properties of Steel Wire Drawing: March 2013mfg123No ratings yet
- ICEE097 - Full Length Paper PDFDocument4 pagesICEE097 - Full Length Paper PDFWeld TechNo ratings yet
- Nato Military Policy On Public AffairsDocument21 pagesNato Military Policy On Public AffairsiX i0No ratings yet
- Getting Started With PhotoshopDocument15 pagesGetting Started With PhotoshopJEANIFER BUGARINNo ratings yet
- A Study of Impact of FMCG Product Packaging On Consumer Behaviour With Reference To Food Items - IOPDocument37 pagesA Study of Impact of FMCG Product Packaging On Consumer Behaviour With Reference To Food Items - IOPvaibhav rajputNo ratings yet
- S7SDocument336 pagesS7S217469492100% (1)
- Reedisha Spinning LTD - Industrial ReportDocument112 pagesReedisha Spinning LTD - Industrial ReportShuvashish Chakma100% (4)
- CH9-Diversification and AcquisitionsDocument9 pagesCH9-Diversification and AcquisitionsVincent LeruthNo ratings yet
- Awfpc 2022Document7 pagesAwfpc 2022Jay-p BayonaNo ratings yet
- Sample Lesson Exemplars in Understanding Culture Society and Politics Using The IDEA Instructional ProcessDocument4 pagesSample Lesson Exemplars in Understanding Culture Society and Politics Using The IDEA Instructional ProcessJen Jeciel PenusNo ratings yet
- Crescent Moon InstructionsDocument7 pagesCrescent Moon InstructionsSARANo ratings yet
- Advertisement AnalysisDocument15 pagesAdvertisement AnalysisDaipayan DuttaNo ratings yet
- Parts List of Engine Assy Ofdz-00536Document1 pageParts List of Engine Assy Ofdz-00536CwsNo ratings yet
- Sagrada Familia PDFDocument1 pageSagrada Familia PDFcristian1pNo ratings yet
- Ratio - Proportion - PercentDocument31 pagesRatio - Proportion - PercentRiyadh HaiderNo ratings yet
- Island Arc: LocationDocument7 pagesIsland Arc: LocationBlessing NgonidzasheNo ratings yet
- ISC 2023 English Language Question PaperDocument5 pagesISC 2023 English Language Question PaperMohit JoshiNo ratings yet
- Feaps PortfolioDocument17 pagesFeaps Portfolioapi-317208189No ratings yet
- 2tak Vs 4takDocument3 pages2tak Vs 4takTaufiq AlhakimNo ratings yet
- D 3 Econo SPP 2110 1 eDocument123 pagesD 3 Econo SPP 2110 1 eMargarida MoreiraNo ratings yet
- Improving PerformanceDocument2 pagesImproving PerformanceYidne MasreshaNo ratings yet
- Chapter 2. COST IDocument8 pagesChapter 2. COST IyebegashetNo ratings yet
- The Teacher and Student Relationship of Haydn and BeethovenDocument10 pagesThe Teacher and Student Relationship of Haydn and BeethovenVinny MuscarellaNo ratings yet
- Currency DerivativesDocument16 pagesCurrency DerivativesAdityaNandaNo ratings yet
- Surgical Aspects of Pulmonary Infections: Kibrom Gebreselassie, MD, FCS-ECSA Cardiovascular and Thoracic SurgeonDocument60 pagesSurgical Aspects of Pulmonary Infections: Kibrom Gebreselassie, MD, FCS-ECSA Cardiovascular and Thoracic SurgeonVincent SerNo ratings yet
- Logix 5000 CIP Sync ConfigurationDocument180 pagesLogix 5000 CIP Sync Configurationاحتشام چوہدریNo ratings yet
- Vocabulary - Vocabulario de Salud y de Sintomas en InglesDocument4 pagesVocabulary - Vocabulario de Salud y de Sintomas en InglesCarlos MiguelNo ratings yet
- Cilegon-Order Material Pt. Quantum Radja Perkasa-280823Document1 pageCilegon-Order Material Pt. Quantum Radja Perkasa-280823Ria Maretta DewiNo ratings yet
- (Giao An Nay Duoc Chia Moi Tiet 1 File. Cac Tiet Khac Ko Duoc Hien Len, Nhung Co Day Du Khi Down Ve Va Giai Nen) Lesson Plan 1Document3 pages(Giao An Nay Duoc Chia Moi Tiet 1 File. Cac Tiet Khac Ko Duoc Hien Len, Nhung Co Day Du Khi Down Ve Va Giai Nen) Lesson Plan 1Hoai Ngoc NguyenNo ratings yet
- BK Command Line InstallationDocument294 pagesBK Command Line Installation007\\\\No ratings yet
- Phil. Crocodile-WPS OfficeDocument19 pagesPhil. Crocodile-WPS OfficeQUEENIE JAM ABENOJANo ratings yet
- Future Developments in Management AccountingDocument4 pagesFuture Developments in Management AccountingAmar narayanNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet
- Safety Fundamentals and Best Practices in Construction IndustryFrom EverandSafety Fundamentals and Best Practices in Construction IndustryNo ratings yet
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- General Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismFrom EverandGeneral Orders for Security Personnel: A Guide to Maintaining Discipline and ProfessionalismNo ratings yet
- Autophagy in Health and DiseaseFrom EverandAutophagy in Health and DiseaseBeverly RothermelNo ratings yet
- Exercise, Sport, and Bioanalytical Chemistry: Principles and PracticeFrom EverandExercise, Sport, and Bioanalytical Chemistry: Principles and PracticeNo ratings yet