You might also like
- CONE VALVE Service ManualDocument30 pagesCONE VALVE Service ManualMathieu DouNo ratings yet
- How To Inspect A Used Car Checklist: (Any Options?)Document4 pagesHow To Inspect A Used Car Checklist: (Any Options?)NikolaNo ratings yet
- Tvs Motor Company: Parts CatalogueDocument48 pagesTvs Motor Company: Parts Cataloguetvsparavattani100% (8)
- 6ltaa8 9-G2Document91 pages6ltaa8 9-G2Dian Handayani Silalahi0% (1)
- Parts List X4B (Bomba Blackmer)Document2 pagesParts List X4B (Bomba Blackmer)yoyokurosawaNo ratings yet
- Vol.2. Introduction To Hydraulic CylinderDocument54 pagesVol.2. Introduction To Hydraulic CylinderQ.S.Khan100% (6)
- Stock "QD" Bushings: RemovalDocument2 pagesStock "QD" Bushings: RemovalmecanicoNo ratings yet
- Sxda 31 32Document1 pageSxda 31 32wissanupNo ratings yet
- Blackmer Parts List Pump Model: X4BDocument2 pagesBlackmer Parts List Pump Model: X4Bcesar moraNo ratings yet
- LGL4 PartsDocument2 pagesLGL4 PartsCarlos Rafael Rondon AbreuNo ratings yet
- Dongfeng Cummins Engine Parts Catalog: AD 9003ZZDocument79 pagesDongfeng Cummins Engine Parts Catalog: AD 9003ZZАнтон ШестаковNo ratings yet
- Radiator Throttle ValvesDocument8 pagesRadiator Throttle ValvescasalasNo ratings yet
- Service Letter1988-228Document22 pagesService Letter1988-228Harry28No ratings yet
- Kva160 DrawingDocument2 pagesKva160 DrawingTatiana Mejías SeguraNo ratings yet
- Devilbiss mbc510 ManualDocument8 pagesDevilbiss mbc510 ManualSMWilsonNo ratings yet
- Maska Catalog QD BushingDocument1 pageMaska Catalog QD Bushingkman548No ratings yet
- 06 TR 94Document5 pages06 TR 94Marcos LunaNo ratings yet
- 4545VPFDocument5 pages4545VPFLeo LeiNo ratings yet
- 21-50-00-21 - Air Conditioning Condenser BlowerDocument6 pages21-50-00-21 - Air Conditioning Condenser BlowerNelson Vilca HuamaniNo ratings yet
- Canco 06-Seaming Head 404-307 HDocument1 pageCanco 06-Seaming Head 404-307 HPatricio ValenciaNo ratings yet
- Denison T6 Vane Pump PDFDocument19 pagesDenison T6 Vane Pump PDFZoran JankovNo ratings yet
- K127yb225s4 Na115 M4Document1 pageK127yb225s4 Na115 M4Luqman Van HakimNo ratings yet
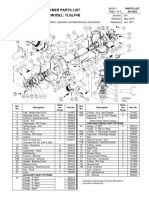
- Blackmer Parts List Pump Model: Tlglf4BDocument2 pagesBlackmer Parts List Pump Model: Tlglf4BRAUL ARMANDO PALOMO CAMPOSNo ratings yet
- 03-1-08 Camshaft Cover Oil LeaksDocument2 pages03-1-08 Camshaft Cover Oil LeaksMariano Cal GarciaNo ratings yet
- Catalog32 - CompletoDocument2 pagesCatalog32 - CompletoWalter FormigoniNo ratings yet
- Catalogo X10R - 41Document2 pagesCatalogo X10R - 41Walter FormigoniNo ratings yet
- Catalogo Motor 638 SEM Cummins 6BT5.9Document64 pagesCatalogo Motor 638 SEM Cummins 6BT5.9Diego Alejandro QuinteroNo ratings yet
- Manual de Partes Motor Cummins Dongfeng A Gas Set 2010Document90 pagesManual de Partes Motor Cummins Dongfeng A Gas Set 2010Fernando Jorge Gomez SulcaNo ratings yet
- IR - Montabert V1200 - 2006: Item CPN QtyDocument4 pagesIR - Montabert V1200 - 2006: Item CPN QtyJose BurgosNo ratings yet
- Bendix Ba 921 Closed Room Compressor Exploded ViewDocument1 pageBendix Ba 921 Closed Room Compressor Exploded ViewAlejandro QuiñonezNo ratings yet
- SL2015-601 - Loosing of Plugs in PistonDocument2 pagesSL2015-601 - Loosing of Plugs in Pistonaayush srivastavaNo ratings yet
- SONNAX 45rfeDocument2 pagesSONNAX 45rfefulltransmissionNo ratings yet
- Vas enDocument4 pagesVas enilker metinNo ratings yet
- Tlglf4b 09 09 MarkedDocument2 pagesTlglf4b 09 09 MarkedyuanNo ratings yet
- Part Engine 717HDocument85 pagesPart Engine 717Hmuhammad lukmanNo ratings yet
- Darley Primer Pull ValveDocument1 pageDarley Primer Pull ValveAustin GoodNo ratings yet
- Blackmer Part List XL2BDocument2 pagesBlackmer Part List XL2Bjuan davidNo ratings yet
- Crack in Piston CrownDocument9 pagesCrack in Piston CrownArun SNo ratings yet
- Introduct Tion: Me Installa Grasso GL Echanical Shaf Ation Procedu Series Compre FT Seal Ure For EssorsDocument2 pagesIntroduct Tion: Me Installa Grasso GL Echanical Shaf Ation Procedu Series Compre FT Seal Ure For EssorsjorgeNo ratings yet
- MOLINODocument8 pagesMOLINOMH FCNo ratings yet
- B180-SO11260 Parts Catalogue (07-12-14第1版)Document85 pagesB180-SO11260 Parts Catalogue (07-12-14第1版)DenNo ratings yet
- XG935-III - SO11701 Parts Catalogue (11-10-17)Document87 pagesXG935-III - SO11701 Parts Catalogue (11-10-17)Edin Raul Yalle Rafael100% (1)
- Blackmer Parts List Pump Model: X2BDocument2 pagesBlackmer Parts List Pump Model: X2BVinicius AraujoNo ratings yet
- VOLVO 240 SECT. 2 - ENGINE d20 d24 - Repairs Part 2Document96 pagesVOLVO 240 SECT. 2 - ENGINE d20 d24 - Repairs Part 2Myselvf50% (2)
- H.Flyer - SN Housings - Fno3036 - SN - eDocument4 pagesH.Flyer - SN Housings - Fno3036 - SN - epcesar777No ratings yet
- Cylinder Crankcase, Cover, Gasket KitDocument8 pagesCylinder Crankcase, Cover, Gasket KitKarthii AjuNo ratings yet
- StanadyneDocument1 pageStanadyneJunior IungNo ratings yet
- Enviropipes Catalogue 3e DEC2019Document184 pagesEnviropipes Catalogue 3e DEC2019lg2 12a7No ratings yet
- Bomba de Vacio Part ListDocument2 pagesBomba de Vacio Part ListNayeli Zarate MNo ratings yet
- Reactor Condenser Storgae TankDocument21 pagesReactor Condenser Storgae TankVarun MalhotraNo ratings yet
- RTR 160 4V Bsvi Parts CatalogueDocument56 pagesRTR 160 4V Bsvi Parts Catalogueforwardktm100% (1)
- Injector Specification: Assembly No: 36011Document1 pageInjector Specification: Assembly No: 36011johnny sabinNo ratings yet
- Wiac - Info PDF Ciac 4 Operationamp Maintenance PRDocument24 pagesWiac - Info PDF Ciac 4 Operationamp Maintenance PRLisandroNo ratings yet
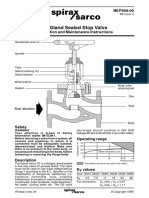
- Válvula Globo Tipo Placa - Spirax SarcoDocument2 pagesVálvula Globo Tipo Placa - Spirax SarcodgarciabNo ratings yet
- SPV-SPVF GB 08-15Document12 pagesSPV-SPVF GB 08-15Amit Ranjan KumarNo ratings yet
- Check and Relief ValvesDocument16 pagesCheck and Relief ValvesAdriana Herrera FloresNo ratings yet
- Service Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Document3 pagesService Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Gaetano MuccioNo ratings yet
- Service Bulletin A-7.2: 19.12.97 Technical Information To All The Owners of Sulzer A/AS/AT25 Type Diesel EnginesDocument5 pagesService Bulletin A-7.2: 19.12.97 Technical Information To All The Owners of Sulzer A/AS/AT25 Type Diesel EnginesGaetano MuccioNo ratings yet
- SIN00344Document4 pagesSIN00344Gaetano MuccioNo ratings yet
- Service Bulletin A - 8: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 15.08.94Document5 pagesService Bulletin A - 8: Technical Information To All The Owners of Sulzer A - Type Diesel Engines 15.08.94Gaetano MuccioNo ratings yet
- SIN00341Document1 pageSIN00341Gaetano MuccioNo ratings yet
- SIN00231Document2 pagesSIN00231Gaetano MuccioNo ratings yet
- Framo Pump by BL-23Oct.02Document16 pagesFramo Pump by BL-23Oct.02Gaetano MuccioNo ratings yet
- SIN00216Document1 pageSIN00216Gaetano MuccioNo ratings yet
- Jan 17 S3Document30 pagesJan 17 S34ydprasadNo ratings yet
- Aluminium Foil AB - 711 S/S: Cool - Comfort - Energy SavingDocument2 pagesAluminium Foil AB - 711 S/S: Cool - Comfort - Energy SavingcandraNo ratings yet
- Busch Instruction Manual KB KC 0020 D en 0870152101Document24 pagesBusch Instruction Manual KB KC 0020 D en 0870152101nikolaydeyanovNo ratings yet
- Pyrolysis of Poultry Litter Fractions For Bio-Char and Bio-Oil ProductionDocument8 pagesPyrolysis of Poultry Litter Fractions For Bio-Char and Bio-Oil ProductionMauricio Escobar LabraNo ratings yet
- Quotation: 1. Design Development Stage 1 (Preliminary Stage)Document3 pagesQuotation: 1. Design Development Stage 1 (Preliminary Stage)mohan100% (1)
- Steel Development Activities at CSIR-NMLDocument39 pagesSteel Development Activities at CSIR-NMLVikas SrivastavaNo ratings yet
- DBGFC 633" 1Dl J: NO Injtiction Pump Model Specification &?Document2 pagesDBGFC 633" 1Dl J: NO Injtiction Pump Model Specification &?johnny sabinNo ratings yet
- Group 6Document10 pagesGroup 6LINDOHNo ratings yet
- Data Dependences: CS 524 - High-Performance ComputingDocument20 pagesData Dependences: CS 524 - High-Performance Computingmarifs2002No ratings yet
- Korg Pa1X Service ManualDocument81 pagesKorg Pa1X Service Manualdougcobb100% (3)
- Benign and Malignant Lesions in Respiratory CytologyDocument43 pagesBenign and Malignant Lesions in Respiratory CytologyfadoNo ratings yet
- Inventory ManagementDocument18 pagesInventory ManagementNeha Gupta100% (1)
- Organic DPPDocument11 pagesOrganic DPPRahul KumarNo ratings yet
- Nsterbo 2 MW New SCTG SetDocument30 pagesNsterbo 2 MW New SCTG SetRacem LoukilNo ratings yet
- Egypt Exam 2021 (Second Session) QuestionsDocument27 pagesEgypt Exam 2021 (Second Session) QuestionsMaroska YoussefNo ratings yet
- DIN EN 12390 - 2 StandedDocument9 pagesDIN EN 12390 - 2 StandedSampath MuthunayakeNo ratings yet
- Class 8 - Maths - Understanding Quadrilaterals PDFDocument32 pagesClass 8 - Maths - Understanding Quadrilaterals PDFAnand MekalaNo ratings yet
- Story Telling - Cupak and Grantang-1Document8 pagesStory Telling - Cupak and Grantang-1alit wirayudaNo ratings yet
- Gen Chem 2Document2 pagesGen Chem 2Trisha Camille MacarioNo ratings yet
- WBDG Structural Loads Data Tool For UFC 301-01-1 - Yokota Air BaseDocument2 pagesWBDG Structural Loads Data Tool For UFC 301-01-1 - Yokota Air BaseJimi InocencioNo ratings yet
- Chocolate AnalysisDocument15 pagesChocolate AnalysissbdcmailNo ratings yet
- Notice IchloreDocument228 pagesNotice IchloreHervé MunozNo ratings yet
- SPEC 3 ColteneDocument2 pagesSPEC 3 ColteneVaneza ZambranoNo ratings yet
- Circular Dichroism of Protein: PC3267 Updated in Jan. 2007Document7 pagesCircular Dichroism of Protein: PC3267 Updated in Jan. 2007Chellam Gayathri SubashNo ratings yet
- 2004 - Road Design StandardsDocument44 pages2004 - Road Design Standardsanik_kurpNo ratings yet
- Microsoft Word - Endodontic - MishapsDocument20 pagesMicrosoft Word - Endodontic - MishapsShufeiNo ratings yet
- LemnaDocument1 pageLemnaRusdi ToriqNo ratings yet
- Daftar Pustaka: Biostratigraphy, Proc - First Int. Conf. Planktonic Micro Fossilles, E.JDocument3 pagesDaftar Pustaka: Biostratigraphy, Proc - First Int. Conf. Planktonic Micro Fossilles, E.JDaniel Indra MarpaungNo ratings yet
- Networks Summary ICTDocument7 pagesNetworks Summary ICTTomás BORRASASNo ratings yet