You might also like
- G162-18 Standard Practice For Conducting and Evaluating Laboratoryh Corrosion Test in SoilsDocument4 pagesG162-18 Standard Practice For Conducting and Evaluating Laboratoryh Corrosion Test in Soilsalucard375100% (1)
- ASTM G31-72 - Laboratory Immersion Corrosion Testing of MetalsDocument8 pagesASTM G31-72 - Laboratory Immersion Corrosion Testing of Metalsnengsintanovita100% (17)
- Astm G1 - 03 - Evaluating Corrossion PDFDocument9 pagesAstm G1 - 03 - Evaluating Corrossion PDFVasu RajaNo ratings yet
- Norma ASTM G1.1207483-1Document9 pagesNorma ASTM G1.1207483-1Laisa Candido Maia100% (1)
- G1-03 (Reapproved 2017) E1Document9 pagesG1-03 (Reapproved 2017) E1Aries MarteNo ratings yet
- ASTM-G4 - Guide For Conducting Corrosion Coupon PDFDocument9 pagesASTM-G4 - Guide For Conducting Corrosion Coupon PDFFelix CruzNo ratings yet
- Astm B117 PDFDocument11 pagesAstm B117 PDFAndres Fitria FarrelNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Oil and Gas Corrosion Prevention: From Surface Facilities to RefineriesFrom EverandOil and Gas Corrosion Prevention: From Surface Facilities to RefineriesRating: 5 out of 5 stars5/5 (6)
- Online Medicine Industry Competitor AnalysisDocument14 pagesOnline Medicine Industry Competitor Analysispawangadiya1210No ratings yet
- G 1 - 90 R99 Rzetotbsotlfmq - PDFDocument8 pagesG 1 - 90 R99 Rzetotbsotlfmq - PDFRichard De Medeiros CastroNo ratings yet
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDocument8 pagesPreparing, Cleaning, and Evaluating Corrosion Test SpecimensLê CôngNo ratings yet
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDocument7 pagesPreparing, Cleaning, and Evaluating Corrosion Test Specimensrc galinatoNo ratings yet
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDocument9 pagesPreparing, Cleaning, and Evaluating Corrosion Test SpecimensRichard De Medeiros CastroNo ratings yet
- ASTM G1 Corrosion Specimens Limpieza QuimicaDocument7 pagesASTM G1 Corrosion Specimens Limpieza QuimicaDaniel NaVa RNo ratings yet
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDocument9 pagesPreparing, Cleaning, and Evaluating Corrosion Test Specimensalucard375No ratings yet
- G 31 - 72 r99 Rzmxltcyujk5Document8 pagesG 31 - 72 r99 Rzmxltcyujk5Catia Julie AuliaNo ratings yet
- Evaluating Corrosion Properties of Wrought Iron-And Nickel-Based Corrosion Resistant Alloys For Chemical Process IndustriesDocument6 pagesEvaluating Corrosion Properties of Wrought Iron-And Nickel-Based Corrosion Resistant Alloys For Chemical Process IndustriesNav TalukdarNo ratings yet
- G031 PDFDocument8 pagesG031 PDFManuel ContrerasNo ratings yet
- Astm G 123 - 00 - RzeymwDocument11 pagesAstm G 123 - 00 - RzeymwSamuel EduardoNo ratings yet
- ASTM G4 - 01 (Reapproved 2008)Document9 pagesASTM G4 - 01 (Reapproved 2008)Sofia YuliNo ratings yet
- Astm G 4 - 95 - RzqtotuDocument9 pagesAstm G 4 - 95 - RzqtotuCordova RaphaelNo ratings yet
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDocument4 pagesPreparing, Cleaning, and Evaluating Corrosion Test Specimenswilber huertaNo ratings yet
- Evaluating Intergranular Corrosion Resistance of Heat Treatable Aluminum Alloys by Immersion in Sodium Chloride + Hydrogen Peroxide SolutionDocument3 pagesEvaluating Intergranular Corrosion Resistance of Heat Treatable Aluminum Alloys by Immersion in Sodium Chloride + Hydrogen Peroxide SolutionhamidouNo ratings yet
- G 123 - 00 (2015)Document10 pagesG 123 - 00 (2015)ruben carcamo100% (1)
- Astm G 111 1997 R 2006 PDFDocument5 pagesAstm G 111 1997 R 2006 PDFJORGE ARTURO TORIBIO HUERTA100% (1)
- Conducting Corrosion Tests in Field Applications: Standard Guide ForDocument9 pagesConducting Corrosion Tests in Field Applications: Standard Guide ForZabihullah SafiNo ratings yet
- G66-99 (2013) Standard Test Method For Visual Assessment of Exfoliation Corrosion Susceptibility of 5XXX Series Aluminum Alloys (ASSET Test)Document5 pagesG66-99 (2013) Standard Test Method For Visual Assessment of Exfoliation Corrosion Susceptibility of 5XXX Series Aluminum Alloys (ASSET Test)islamakthamNo ratings yet
- Conducting Exfoliation Corrosion Tests in Aluminum Alloys: Standard Guide ForDocument7 pagesConducting Exfoliation Corrosion Tests in Aluminum Alloys: Standard Guide ForhamidouNo ratings yet
- Astm G 44 - 99 - RZQ0Document4 pagesAstm G 44 - 99 - RZQ0Samuel EduardoNo ratings yet
- Astm G44Document5 pagesAstm G44Ridho D'Boice100% (1)
- G188-05 (2011) Standard Specification For Leak Detector Solutions Intended For Use On Brasses and Other Copper AlloysDocument2 pagesG188-05 (2011) Standard Specification For Leak Detector Solutions Intended For Use On Brasses and Other Copper AlloysislamakthamNo ratings yet
- Astm g34 - рск 2ххх и 7хххDocument8 pagesAstm g34 - рск 2ххх и 7хххIlyasNo ratings yet
- Leak Detector Solutions Intended For Use On Brasses and Other Copper AlloysDocument2 pagesLeak Detector Solutions Intended For Use On Brasses and Other Copper AlloysNav TalukdarNo ratings yet
- ASTM G35 - 98 (Reapproved 2010)Document3 pagesASTM G35 - 98 (Reapproved 2010)Ali Ali Asjari100% (1)
- Exposure of Metals and Alloys by Alternate Immersion in Neutral 3.5 % Sodium Chloride SolutionDocument5 pagesExposure of Metals and Alloys by Alternate Immersion in Neutral 3.5 % Sodium Chloride Solutionjose floresNo ratings yet
- Ammonia Vapor Test For Determining Susceptibility To Stress Corrosion Cracking in Copper AlloysDocument4 pagesAmmonia Vapor Test For Determining Susceptibility To Stress Corrosion Cracking in Copper AlloysVishal BhapkarNo ratings yet
- Determination of Susceptibility of Metals To Embrittlement in Hydrogen Containing Environments at High Pressure, High Temperature, or BothDocument8 pagesDetermination of Susceptibility of Metals To Embrittlement in Hydrogen Containing Environments at High Pressure, High Temperature, or BothShikhar KhatriNo ratings yet
- Conducting Corrosion Tests in Field Applications: Standard Guide ForDocument9 pagesConducting Corrosion Tests in Field Applications: Standard Guide ForAries MarteNo ratings yet
- Determining Cracking Susceptibility of Metals Exposed Under Stress To A Hot Salt EnvironmentDocument5 pagesDetermining Cracking Susceptibility of Metals Exposed Under Stress To A Hot Salt Environmentmohammed karasnehNo ratings yet
- ASTM B 117-03 - Salt SprayDocument10 pagesASTM B 117-03 - Salt SprayDouglas RodriguesNo ratings yet
- 621Document3 pages621anhthoNo ratings yet
- Evaluating Stress-Corrosion Cracking Resistance of Low Copper 7XXX Series Al-Zn-Mg-Cu Alloys in Boiling 6 % Sodium Chloride SolutionDocument4 pagesEvaluating Stress-Corrosion Cracking Resistance of Low Copper 7XXX Series Al-Zn-Mg-Cu Alloys in Boiling 6 % Sodium Chloride Solutionjose floresNo ratings yet
- Corrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 633°K or in Steam at 673°K (Metric)Document8 pagesCorrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 633°K or in Steam at 673°K (Metric)Carlos Olivares ZegarraNo ratings yet
- G 170 - 01 - Rze3mc0wmq - PDFDocument17 pagesG 170 - 01 - Rze3mc0wmq - PDFSamuel EduardoNo ratings yet
- Astm G 2 PDFDocument8 pagesAstm G 2 PDFrc galinatoNo ratings yet
- Corrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 680°F (360°C) or in Steam at 750°F (400°C)Document8 pagesCorrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 680°F (360°C) or in Steam at 750°F (400°C)Lisara ChanakaNo ratings yet
- Astm B117Document8 pagesAstm B117Alejandro GarzaNo ratings yet
- Slow Strain Rate Testing To Evaluate The Susceptibility of Metallic Materials To Environmentally Assisted CrackingDocument7 pagesSlow Strain Rate Testing To Evaluate The Susceptibility of Metallic Materials To Environmentally Assisted CrackingSandeep BhatiaNo ratings yet
- ASTM G170-2006 (2012) Evaluating and Qualifying Oilfield and Refinery CorrosionDocument3 pagesASTM G170-2006 (2012) Evaluating and Qualifying Oilfield and Refinery CorrosionTariqNo ratings yet
- Conducting and Evaluating Laboratory Corrosions Tests in SoilsDocument4 pagesConducting and Evaluating Laboratory Corrosions Tests in Soilsvuqar0979No ratings yet
- Astm G 41 1990 R 2006 PDFDocument5 pagesAstm G 41 1990 R 2006 PDFJORGE ARTURO TORIBIO HUERTANo ratings yet
- B117-97 Aihx8385Document8 pagesB117-97 Aihx8385victorNo ratings yet
- Corrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 680°F (360°C) or in Steam at 750°F (400°C)Document8 pagesCorrosion Testing of Products of Zirconium, Hafnium, and Their Alloys in Water at 680°F (360°C) or in Steam at 750°F (400°C)Partth VachhaniNo ratings yet
- ASTM G112 - 92 (Reapproved 2009)Document7 pagesASTM G112 - 92 (Reapproved 2009)Mohamad ZandiNo ratings yet
- Strength Properties of Adhesives in Shear by Tension Loading of Single-Lap-Joint Laminated AssembliesDocument4 pagesStrength Properties of Adhesives in Shear by Tension Loading of Single-Lap-Joint Laminated AssembliesMarceloNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Corrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesFrom EverandCorrosion and Materials Selection: A Guide for the Chemical and Petroleum IndustriesNo ratings yet
- Columns for Gas Chromatography: Performance and SelectionFrom EverandColumns for Gas Chromatography: Performance and SelectionNo ratings yet
- Functional Condition Rating Segment Sragen Ring RoDocument9 pagesFunctional Condition Rating Segment Sragen Ring RoNettyNo ratings yet
- 3397-Research Article -29472-1-10-20221201Document12 pages3397-Research Article -29472-1-10-20221201NettyNo ratings yet
- Corrosion Assessment of Infrastructure Assets in Coastal SeasDocument12 pagesCorrosion Assessment of Infrastructure Assets in Coastal SeasJasmine EsmanaNo ratings yet
- 1-s2.0-S2772397622000028-mainDocument17 pages1-s2.0-S2772397622000028-mainNettyNo ratings yet
- Jurnal Kelautan-Nas-2019-1Document14 pagesJurnal Kelautan-Nas-2019-1gadang79No ratings yet
- Iso 7384 1986Document8 pagesIso 7384 1986NettyNo ratings yet
- 1 s2.0 S0967063709001939 MainDocument6 pages1 s2.0 S0967063709001939 MainNettyNo ratings yet
- 2 PBDocument10 pages2 PBNettyNo ratings yet
- Astm G33Document3 pagesAstm G33Vikash YadavNo ratings yet
- Accelerated corrosion testing of weathering steelDocument9 pagesAccelerated corrosion testing of weathering steelHeidy Mares FlorezNo ratings yet
- Thep Marine AtmosphereDocument67 pagesThep Marine AtmosphereNguyên NguyễnNo ratings yet
- Materials 15 09075Document13 pagesMaterials 15 09075NettyNo ratings yet
- Chapter 8-Mental Health and Well-Being in Middle and LateDocument15 pagesChapter 8-Mental Health and Well-Being in Middle and LateCathleen Beth100% (2)
- Sedimentation Tank Design NptelDocument7 pagesSedimentation Tank Design NptelNayan HalderNo ratings yet
- NSEA Solved Paper 2015Document30 pagesNSEA Solved Paper 2015vv12345670% (1)
- BD 1050 PartesDocument26 pagesBD 1050 PartesFelipe RojasNo ratings yet
- Topic - 2015 Quality MethotdDocument12 pagesTopic - 2015 Quality MethotdclaudiaNo ratings yet
- STD Comparison ChartDocument4 pagesSTD Comparison Chartabu ubaidahNo ratings yet
- Denawaka GangaDocument9 pagesDenawaka GangaErandikaNo ratings yet
- Beeswax Craft RecipesDocument19 pagesBeeswax Craft RecipesCpetrean100% (3)
- Cronidur 30: Maximum Demand by Maximum Demand by Corrosive Stress WearDocument24 pagesCronidur 30: Maximum Demand by Maximum Demand by Corrosive Stress WearVlad PopescuNo ratings yet
- EMBRYOLOGYDocument4 pagesEMBRYOLOGYbhagavan prasadNo ratings yet
- ETR - Part C - Course SyllabusDocument26 pagesETR - Part C - Course SyllabusDon JubacNo ratings yet
- Passenger Ship SubdivisionDocument6 pagesPassenger Ship SubdivisionPunit Pandey100% (2)
- Oil Record Book InstructionsDocument6 pagesOil Record Book InstructionsNamal Fernando100% (1)
- Edc Power Plant FacilitiesDocument32 pagesEdc Power Plant FacilitiesMichael TayactacNo ratings yet
- DLL G5 Q1 Week 3 All SubjectsDocument64 pagesDLL G5 Q1 Week 3 All SubjectsMary Eilleen CabralNo ratings yet
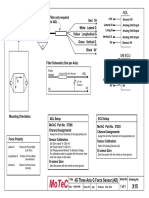
- Filter and wiring schematic for 3-axis ADL G-force sensorDocument1 pageFilter and wiring schematic for 3-axis ADL G-force sensorJuan Ramón Pérez LorenzoNo ratings yet
- Urban Heat Island effect document answersDocument4 pagesUrban Heat Island effect document answersAlainDelonTahilLanaNo ratings yet
- Manual Book IOG ConventionDocument17 pagesManual Book IOG ConventionTaufiq MaulanaNo ratings yet
- AU440-36V-MH: DimensionsDocument2 pagesAU440-36V-MH: DimensionsJohnny FucahoriNo ratings yet
- Rear Derailleur: Important Notice Names of PartsDocument1 pageRear Derailleur: Important Notice Names of PartsRyan MulyanaNo ratings yet
- Chapter 13 - Chain and SprocketsDocument78 pagesChapter 13 - Chain and SprocketsSugeng Ciko DarmintoNo ratings yet
- 2009 IECC Residential Code Requirements Apr 14 Draft InspectorsDocument4 pages2009 IECC Residential Code Requirements Apr 14 Draft Inspectorsbcap-oceanNo ratings yet
- NanocatalysisDocument9 pagesNanocatalysisNouran ElbadawiNo ratings yet
- Guidance Note 18 Determination of Product Shelf LifeDocument56 pagesGuidance Note 18 Determination of Product Shelf Lifecherry kristine lavadorNo ratings yet
- Moisture Sorption Isotherms Characteristics of Food ProductsDocument10 pagesMoisture Sorption Isotherms Characteristics of Food ProductsMustapha Bello50% (2)
- RMO NO. 66-2016 - DigestDocument2 pagesRMO NO. 66-2016 - DigestJuliannaMendozaMaleNo ratings yet
- Alkaline Phosphatase TestDocument6 pagesAlkaline Phosphatase TestShameema shami100% (1)
- Continuous Renal Replacement TherapyDocument9 pagesContinuous Renal Replacement Therapydoc_next_doorNo ratings yet
- Payroll Accounting 2015 1st Edition Landin Test Bank 1Document106 pagesPayroll Accounting 2015 1st Edition Landin Test Bank 1dorothy100% (47)