You might also like
- Carbon Futures Price Forecasting Based With ARIMA-CNNLSTMDocument6 pagesCarbon Futures Price Forecasting Based With ARIMA-CNNLSTMsdaffeNo ratings yet
- Lean 4.0 - A Conceptual Conjunction of Lean Management and Industry 4.0Document7 pagesLean 4.0 - A Conceptual Conjunction of Lean Management and Industry 4.0dieNo ratings yet
- Daf Abse2 BlockdiagramDocument34 pagesDaf Abse2 BlockdiagramMircea Gilca100% (2)
- AI Based Injection Molding Process For ConsistentDocument5 pagesAI Based Injection Molding Process For ConsistentchaudharymeelNo ratings yet
- Saep 146 PDFDocument19 pagesSaep 146 PDFRami ElloumiNo ratings yet
- Ashby ChartsDocument41 pagesAshby ChartsChristian Balan0% (1)
- Isotropic Linear Elastic Stress ConcentrationDocument19 pagesIsotropic Linear Elastic Stress ConcentrationIoan-Lucian StanNo ratings yet
- Process Simulation and Control Using AspenDocument331 pagesProcess Simulation and Control Using Aspenfarshidian96% (27)
- Additive Manufacturing of PLA HNT Nanocomposites For Bi - 2019 - Procedia ManufaDocument8 pagesAdditive Manufacturing of PLA HNT Nanocomposites For Bi - 2019 - Procedia ManufaTin NguyenNo ratings yet
- Jurnal ExtDocument10 pagesJurnal ExtAry OctavianiNo ratings yet
- HRN Aplicado À Robôs - Análise de RiscoDocument10 pagesHRN Aplicado À Robôs - Análise de RiscoQualidade EquimatecNo ratings yet
- 2020 - FAIM - A Comprehensive Supplier Classification Model For SME OutsourcingDocument12 pages2020 - FAIM - A Comprehensive Supplier Classification Model For SME OutsourcingRadu GodinaNo ratings yet
- 1 s2.0 S2351978920301049 Main PDFDocument10 pages1 s2.0 S2351978920301049 Main PDFUsama WalyNo ratings yet
- 1-S2.0-S2351978920301347-Planning and ScheduliDocument8 pages1-S2.0-S2351978920301347-Planning and Scheduliharis.accessNo ratings yet
- Simulation of The Stochastic One Dimensional Cutting Stock 2019 Procedia ManDocument8 pagesSimulation of The Stochastic One Dimensional Cutting Stock 2019 Procedia ManSafiye TurgayNo ratings yet
- A Real-Time Condition Monitoring and Maintenance Management SystemDocument7 pagesA Real-Time Condition Monitoring and Maintenance Management Systemaalvarez_438587No ratings yet
- 1 s2.0 S2351978920301979 MainDocument10 pages1 s2.0 S2351978920301979 MainLaurie DevilersNo ratings yet
- 1 s2.0 S2351978920316620 MainDocument6 pages1 s2.0 S2351978920316620 MainAhmed AmamouNo ratings yet
- 1 s2.0 S2212827121001724 MainDocument6 pages1 s2.0 S2212827121001724 MainMukti WidodoNo ratings yet
- 1 s2.0 S2351978920301359 MainDocument8 pages1 s2.0 S2351978920301359 Mainmatcha blossomNo ratings yet
- 1 s2.0 S2351978920301281 MainDocument10 pages1 s2.0 S2351978920301281 MainHa M ZaNo ratings yet
- 1 s2.0 S2351978920301700 MainDocument8 pages1 s2.0 S2351978920301700 Maindigvijaybhingare1243No ratings yet
- Improving Efficiency in A Hybrid Warehouse: A Case Study Improving Efficiency in A Hybrid Warehouse: A Case StudyDocument11 pagesImproving Efficiency in A Hybrid Warehouse: A Case Study Improving Efficiency in A Hybrid Warehouse: A Case StudyIbrahim SkakriNo ratings yet
- Operasional Riset II Program DinamikDocument8 pagesOperasional Riset II Program DinamikSendi PTMNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectCesar EscalanteNo ratings yet
- Oliveira 2019 PDFDocument9 pagesOliveira 2019 PDFVishnu WishNo ratings yet
- A High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiDocument6 pagesA High Gain SIW Cavity Backed Triangular Slot Ante - 2019 - Procedia ManufacturiHaider SultanNo ratings yet
- 1 s2.0 S2351978920300378 MainDocument10 pages1 s2.0 S2351978920300378 MainFrancoNo ratings yet
- 1 s2.0 S2351978920300809 Main1Document8 pages1 s2.0 S2351978920300809 Main1shiva kamiziNo ratings yet
- Iot PaperDocument6 pagesIot PaperFnmNo ratings yet
- An Application of Collaborative Robots in A Food PDocument8 pagesAn Application of Collaborative Robots in A Food PSilene VenessaNo ratings yet
- Jurnal 9Document6 pagesJurnal 9Haris FirmansyahNo ratings yet
- Forming Challenges of Extruded Wood Plastic ComposDocument6 pagesForming Challenges of Extruded Wood Plastic ComposLucika RusuNo ratings yet
- A Digital Twin Reference For Mass Personalization in Industry 4.0Document6 pagesA Digital Twin Reference For Mass Personalization in Industry 4.0Hazim FawziNo ratings yet
- 1 s2.0 S2212827121004091 MainDocument6 pages1 s2.0 S2212827121004091 MainZakirUllahNo ratings yet
- Screwing Process Analysis Using Multivariate Statistical Process ControlDocument8 pagesScrewing Process Analysis Using Multivariate Statistical Process ControlMadeeha KhanNo ratings yet
- Design of Smart Forestry Cableway Design of Smart Forestry CablewayDocument8 pagesDesign of Smart Forestry Cableway Design of Smart Forestry CablewayCésar Andrés SernaNo ratings yet
- Model-Based Hardware in The Loop Control of CollabDocument7 pagesModel-Based Hardware in The Loop Control of CollabquNo ratings yet
- Selected Effective Methods of Increasing The Durability of Forging ToolsDocument6 pagesSelected Effective Methods of Increasing The Durability of Forging ToolsAnnelíesi LopesNo ratings yet
- A Decision Support System Architecture Based On Simulation Optimization For Cyber-Physical SystemsDocument13 pagesA Decision Support System Architecture Based On Simulation Optimization For Cyber-Physical SystemsAbaba CoyNo ratings yet
- 1 s2.0 S2212827119310182 Main PDFDocument6 pages1 s2.0 S2212827119310182 Main PDFCristina DeluNo ratings yet
- Methodology For Design Process of A Snap-Fit JointDocument6 pagesMethodology For Design Process of A Snap-Fit JointGhenal RiveraNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectlizbethNo ratings yet
- 1 s2.0 S2351978920304169 MainDocument11 pages1 s2.0 S2351978920304169 MainTechno Gamerz 9M fansNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument8 pagesSciencedirect Sciencedirect SciencedirectPrince BadhanNo ratings yet
- 1 s2.0 S2351978919302239 MainDocument8 pages1 s2.0 S2351978919302239 MainproahyNo ratings yet
- Sciencedirect SciencedirectDocument6 pagesSciencedirect SciencedirectOKA FATRANo ratings yet
- Digital Twin ServiceDocument6 pagesDigital Twin ServiceJohn TonyNo ratings yet
- Trochoid Milling With Industrial Robots Trochoid Milling With Industrial RobotsDocument8 pagesTrochoid Milling With Industrial Robots Trochoid Milling With Industrial RobotsIonașcu IonNo ratings yet
- Sciencedirect SciencedirectDocument7 pagesSciencedirect SciencedirectAyush SharmaNo ratings yet
- Analysis and Comparison of Resonance Topologies in 6 6kW in 2019 Procedia MaDocument8 pagesAnalysis and Comparison of Resonance Topologies in 6 6kW in 2019 Procedia MaHaider SultanNo ratings yet
- 1 s2.0 S2212827119300903 MainDocument6 pages1 s2.0 S2212827119300903 MainZulisNo ratings yet
- Inspection MethodDocument6 pagesInspection MethodMohammad IbrahimNo ratings yet
- 1 s2.0 S235197892031948X MainDocument6 pages1 s2.0 S235197892031948X MainDito PriyoNo ratings yet
- Sciencedirect: Jasprabhjit Mehami, Mauludin Nawi, Ray Y Zhong Jasprabhjit Mehami, Mauludin Nawi, Ray Y ZhongDocument10 pagesSciencedirect: Jasprabhjit Mehami, Mauludin Nawi, Ray Y Zhong Jasprabhjit Mehami, Mauludin Nawi, Ray Y ZhongSoli UdinNo ratings yet
- Analysis and Two Dimensional Modeling of Directional Coup 2019 Procedia ManuDocument8 pagesAnalysis and Two Dimensional Modeling of Directional Coup 2019 Procedia ManuHaider SultanNo ratings yet
- Simulation of Kinematic Hardening Model For Carbon Steel AISI 1035 Weld Stress Prediction During The Welding Assembly of A RailcarDocument7 pagesSimulation of Kinematic Hardening Model For Carbon Steel AISI 1035 Weld Stress Prediction During The Welding Assembly of A RailcarFelix AleNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectAdeola AshiruNo ratings yet
- A Human-Cyber-Physical System Approach To Lean Automation Using An Industrie 4.0 Reference ArchitectureDocument9 pagesA Human-Cyber-Physical System Approach To Lean Automation Using An Industrie 4.0 Reference ArchitectureKIKI JAENUDIN UBPNo ratings yet
- A UWB Antenna With Reconfigurable Rejection Band Using SPL - 2019 - Procedia ManDocument8 pagesA UWB Antenna With Reconfigurable Rejection Band Using SPL - 2019 - Procedia ManHaider SultanNo ratings yet
- Indian ITWeb ScrapingDocument6 pagesIndian ITWeb ScrapingDANIEL STIVEN SAENZ TINJACANo ratings yet
- 1 s2.0 S187705092030051X Main PDFDocument6 pages1 s2.0 S187705092030051X Main PDFSourin SarkarNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument6 pagesSciencedirect Sciencedirect SciencedirectLeandro GonzagaNo ratings yet
- Warehouse Design and Operation Using Augmented Reality Technology - A Papermaking Industry Case StudyDocument6 pagesWarehouse Design and Operation Using Augmented Reality Technology - A Papermaking Industry Case StudyfomboniNo ratings yet
- A Survey on 3D Cameras: Metrological Comparison of Time-of-Flight, Structured-Light and Active Stereoscopy TechnologiesFrom EverandA Survey on 3D Cameras: Metrological Comparison of Time-of-Flight, Structured-Light and Active Stereoscopy TechnologiesNo ratings yet
- ZEN 3.5 (Blue Edition) - Installation GuideDocument34 pagesZEN 3.5 (Blue Edition) - Installation Guidehaze.eslemNo ratings yet
- Leica LAS X Software Module Phase Expert ENDocument2 pagesLeica LAS X Software Module Phase Expert ENhaze.eslemNo ratings yet
- Applsci 12 06712 v2Document19 pagesApplsci 12 06712 v2haze.eslemNo ratings yet
- Leica LAS X Software Module 2D Analysis Expert ENDocument2 pagesLeica LAS X Software Module 2D Analysis Expert ENhaze.eslemNo ratings yet
- Iso 19264 1 2021Document15 pagesIso 19264 1 2021haze.eslemNo ratings yet
- Leica LAS X Software Module Cast Iron Expert ENDocument2 pagesLeica LAS X Software Module Cast Iron Expert ENhaze.eslemNo ratings yet
- Standardization of Image Quality Analysis-ISO 19264Document6 pagesStandardization of Image Quality Analysis-ISO 19264haze.eslemNo ratings yet
- Iso TR 19263 1 2017Document11 pagesIso TR 19263 1 2017haze.eslemNo ratings yet
- Iso 17850 2015Document15 pagesIso 17850 2015haze.eslemNo ratings yet
- Iso 19262 2015Document15 pagesIso 19262 2015haze.eslemNo ratings yet
- Lens Distortion Measurement - v30Document24 pagesLens Distortion Measurement - v30haze.eslemNo ratings yet
- Semantic Segmentation EvaluationDocument14 pagesSemantic Segmentation Evaluationhaze.eslemNo ratings yet
- Smith 2014Document81 pagesSmith 2014haze.eslemNo ratings yet
- Hashemi2013 Weld Bead RevelationDocument5 pagesHashemi2013 Weld Bead Revelationhaze.eslemNo ratings yet
- CH 0 JKDocument5 pagesCH 0 JKAli Al-AsadiNo ratings yet
- Anshika Project ReportDocument36 pagesAnshika Project ReportLakshaya TeotiaNo ratings yet
- Application of Six Sigma With Respect To Abbott Laboratories.Document17 pagesApplication of Six Sigma With Respect To Abbott Laboratories.NITIN SINGHNo ratings yet
- Basic Question Structure: 1. Yes/No QuestionsDocument3 pagesBasic Question Structure: 1. Yes/No QuestionsMuhammad Rizam Hj BakriNo ratings yet
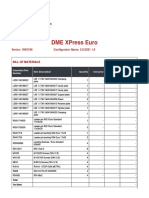
- Dme Xpress Euro: Series: 196X196 Configurator Name: 5/2/2021 1.0Document3 pagesDme Xpress Euro: Series: 196X196 Configurator Name: 5/2/2021 1.0Ahmed SamirNo ratings yet
- Cslplasma Online Health Questionnaire Instructions March2023Document4 pagesCslplasma Online Health Questionnaire Instructions March2023Ivel RhaenNo ratings yet
- The Seven Organisational Levels of DiscourseDocument9 pagesThe Seven Organisational Levels of DiscourseEddy Kloprogge100% (1)
- Mavic 2 Enterprise: User ManualDocument58 pagesMavic 2 Enterprise: User ManualLeoTNo ratings yet
- Difference Between Static RAM & Dynamic RAM: Sram DramDocument4 pagesDifference Between Static RAM & Dynamic RAM: Sram Dramamol maliNo ratings yet
- CO CR Comparison of Untreated and Treated CL II DiDocument1 pageCO CR Comparison of Untreated and Treated CL II DiSEBASTIAN ANDRES MIRANDA GONZALEZNo ratings yet
- Quiz IiDocument9 pagesQuiz IiElma FebrianaNo ratings yet
- Advanced Structural Dynamics and Acoustics 13811 Advanced Structural PDFDocument13 pagesAdvanced Structural Dynamics and Acoustics 13811 Advanced Structural PDFJitendra ItankarNo ratings yet
- 6-Axis Motion Tracking For High-Performance Applications: BMI088: Data SheetDocument49 pages6-Axis Motion Tracking For High-Performance Applications: BMI088: Data Sheetzied touilNo ratings yet
- Discrete Functions MCR3U Unit 8 (May 2015)Document18 pagesDiscrete Functions MCR3U Unit 8 (May 2015)Shanaz ParsanNo ratings yet
- Condensing Unit and Refrigeration System Installation & Operations ManualDocument43 pagesCondensing Unit and Refrigeration System Installation & Operations ManualdarwinNo ratings yet
- Bitcoin Price History Apr 2013 - May 09, 2023 - SDocument8 pagesBitcoin Price History Apr 2013 - May 09, 2023 - SAndrew I.L IdiNo ratings yet
- GED102 Module 3 Project: Group Members: Raynard Yu John Luis Arce Miguel Agustin Galang Paul Cauman Renz Eugene GurionDocument6 pagesGED102 Module 3 Project: Group Members: Raynard Yu John Luis Arce Miguel Agustin Galang Paul Cauman Renz Eugene GurionqwertasdfgNo ratings yet
- Thesis Swati PatilDocument237 pagesThesis Swati PatilbhartiNo ratings yet
- Interaction Design Syllabus PrattDocument6 pagesInteraction Design Syllabus PrattCmndntNebulaNo ratings yet
- Aspen ELearning CatalogDocument128 pagesAspen ELearning Catalogshubham boteNo ratings yet
- Test Bank For Life Span Human Development 9th Edition by SigelmanDocument21 pagesTest Bank For Life Span Human Development 9th Edition by Sigelmanrobertrichardsonjxacntmdqf100% (27)
- Introduction PDFDocument23 pagesIntroduction PDFNeil Ian Dador DumangasNo ratings yet
- 01alistas TipDocument9 pages01alistas TipRaul QuidelNo ratings yet
- EthicsDocument73 pagesEthicsMiechaellaNo ratings yet