You might also like
- Precipitation Hardening: The Commonwealth and International Library: Selected Readings in MetallurgyFrom EverandPrecipitation Hardening: The Commonwealth and International Library: Selected Readings in MetallurgyNo ratings yet
- 1 s2.0 0966979594900019 MainDocument13 pages1 s2.0 0966979594900019 MainThanh Uyen LeNo ratings yet
- Weldability Al IronDocument8 pagesWeldability Al IronomarNo ratings yet
- The Effect of Chromium On TheDocument9 pagesThe Effect of Chromium On TheÀngel RodriguezNo ratings yet
- Aluminium Alloy 6061-T651 WeldedDocument9 pagesAluminium Alloy 6061-T651 WeldedBagandi ManurungNo ratings yet
- 10.1016@S0921 50939800573 5Document9 pages10.1016@S0921 50939800573 5Kannan RamarajNo ratings yet
- A Review of The Electrochemical Corrosion Behaviour of Iron AluminidesDocument10 pagesA Review of The Electrochemical Corrosion Behaviour of Iron AluminidesNgọc Minh LêNo ratings yet
- Microstructure and Mechanical Properties of A 5754 Aluminum Alloy Modified by SC and ZR AdditionsDocument9 pagesMicrostructure and Mechanical Properties of A 5754 Aluminum Alloy Modified by SC and ZR Additionshamdast64No ratings yet
- Effect of Fe-Rich Particles and Solutes On The Creep Behavior of 8xxx AlloysDocument23 pagesEffect of Fe-Rich Particles and Solutes On The Creep Behavior of 8xxx AlloysOscar OrdazNo ratings yet
- Electroplating Difficult To Plate MetalsDocument22 pagesElectroplating Difficult To Plate MetalsOren RosenfeldNo ratings yet
- Journal of Materials Science & TechnologyDocument14 pagesJournal of Materials Science & TechnologyPATEL NIKUNJKUMAR JITENDRABHAINo ratings yet
- Cavitation Erosion of Martensitic and Austenitic Stainless Steel Welded CoatingsDocument9 pagesCavitation Erosion of Martensitic and Austenitic Stainless Steel Welded CoatingsHenry León HenaoNo ratings yet
- 2004 - Deformation and Fracture Behaviour of High Manganese Austenitic SteelDocument10 pages2004 - Deformation and Fracture Behaviour of High Manganese Austenitic SteelJaime Andres CastañedaNo ratings yet
- Review Paper FinalDocument25 pagesReview Paper FinalSHAIKJAFARNo ratings yet
- Tortorelli1992 - Behavior of Iron Aluminides in OxidizingDocument5 pagesTortorelli1992 - Behavior of Iron Aluminides in OxidizinguristerinNo ratings yet
- OCP and Cathodic Conditioning 1 PDFDocument11 pagesOCP and Cathodic Conditioning 1 PDFEr Dikshant MalhotraNo ratings yet
- Fe CR ReviewDocument25 pagesFe CR ReviewAleš NagodeNo ratings yet
- Corrosion Induced HE of 2024 and 6013 ALDocument11 pagesCorrosion Induced HE of 2024 and 6013 ALNils VerkleijNo ratings yet
- On The Theory of CO2 Corrosion Reactions - Investigating Their Interrelation With The Corrosion Products and API-X100 Steel MicrostructureDocument14 pagesOn The Theory of CO2 Corrosion Reactions - Investigating Their Interrelation With The Corrosion Products and API-X100 Steel MicrostructureFaysal F. EliyanNo ratings yet
- 2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Document11 pages2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Amigo AceNo ratings yet
- Intern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014Document13 pagesIntern J Hydrogen Energy - Hydrogen Embrittlement in Low-Density TWIP Steel 2014cesar barandaNo ratings yet
- Evaluation of Selective CorrosionDocument5 pagesEvaluation of Selective CorrosionShady AbdoNo ratings yet
- Manuscript HALDocument16 pagesManuscript HALTiah Nam KuanNo ratings yet
- Welding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDocument5 pagesWelding of Twinning-Induced Plasticity Steels: Laı S Mu Jica Roncery, Sebastian Weber and Werner TheisenDenbe SantosNo ratings yet
- Corrosion Science: R. Sagl, A. Jarosik, D. Stifter, G. AngeliDocument8 pagesCorrosion Science: R. Sagl, A. Jarosik, D. Stifter, G. AngeliKedar BhaveNo ratings yet
- Effect of Hydrogen Charging On The Mechanical Properties of AHSSDocument10 pagesEffect of Hydrogen Charging On The Mechanical Properties of AHSSFernandoNo ratings yet
- Tensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentDocument11 pagesTensile Armor Wires Submitted To Slow Strain Rate Tests in A Corrosive EnvironmentPedro OliveiraNo ratings yet
- BF 02814824Document17 pagesBF 02814824Saiful ShokriNo ratings yet
- Kic API X70Document8 pagesKic API X70Ivan SilveiraNo ratings yet
- Austenitic MN Steels - Developments For Heavy Haul Rail TransportationDocument10 pagesAustenitic MN Steels - Developments For Heavy Haul Rail TransportationKenny CalderónNo ratings yet
- Precipitates and Intermetallic Phases in PrecipitaDocument24 pagesPrecipitates and Intermetallic Phases in PrecipitaRamanvlrNo ratings yet
- Yamamoto 2007Document10 pagesYamamoto 2007CHONKARN CHIABLAMNo ratings yet
- Emerging Applications of IntermetallicsDocument8 pagesEmerging Applications of IntermetallicsSahar RajaNo ratings yet
- Influence of Tungsten and Carbon Addition On Electrochemical Behaviour of 9 % CR Creep-Resistant SteelDocument6 pagesInfluence of Tungsten and Carbon Addition On Electrochemical Behaviour of 9 % CR Creep-Resistant SteelElMacheteDelHuesoNo ratings yet
- 2005 Electrochemical Deposition and Characterization of Fe3O4 Films Produced by Reduction of Fe (3) TriethanolamineDocument10 pages2005 Electrochemical Deposition and Characterization of Fe3O4 Films Produced by Reduction of Fe (3) Triethanolaminenandza99No ratings yet
- BF00351886Document7 pagesBF00351886Thanh Uyen LeNo ratings yet
- Metalurgia Física ModernaDocument20 pagesMetalurgia Física ModernaMariliaFrancoNo ratings yet
- The Effect of Microstructural Characteristics On TheDocument13 pagesThe Effect of Microstructural Characteristics On TheEr HarDeep SinGhNo ratings yet
- Electrochemical Behaviour of Poly (Pyrrole) Coatings On SteelDocument12 pagesElectrochemical Behaviour of Poly (Pyrrole) Coatings On SteelMarly Blanco VeraNo ratings yet
- Type IV Cracking ReviewDocument9 pagesType IV Cracking ReviewKuthuraikaranNo ratings yet
- 1 s2.0 S0010938X15301335 MainDocument12 pages1 s2.0 S0010938X15301335 MainDhanashekar ManickamNo ratings yet
- Temper-Brittleness: Part I - Unalloyed Steels: B. R. Nijhawan National Metallurgical Laboratory, JamshedpurDocument13 pagesTemper-Brittleness: Part I - Unalloyed Steels: B. R. Nijhawan National Metallurgical Laboratory, JamshedpurShital ManeNo ratings yet
- Rare Metals: Microstructures and Mechanical Properties of A Cast Al-Cu-Li Alloy During Heat Treatment ProcedureDocument10 pagesRare Metals: Microstructures and Mechanical Properties of A Cast Al-Cu-Li Alloy During Heat Treatment ProcedureTauseefNo ratings yet
- Very Good 01Document11 pagesVery Good 01max payneNo ratings yet
- 1 s2.0 S0013468611006918 MainDocument6 pages1 s2.0 S0013468611006918 Mainla sourceNo ratings yet
- The Electrodeposition of Ternary Fe-Cr-Ni AlloysDocument28 pagesThe Electrodeposition of Ternary Fe-Cr-Ni AlloysMariianiita SalvatoreNo ratings yet
- Ni (5~13)Co (10~16)Cr (5~9)W 5Al (1~1.5)Ti (3~6)Ta合金的高温抗氧化性能 PDFDocument8 pagesNi (5~13)Co (10~16)Cr (5~9)W 5Al (1~1.5)Ti (3~6)Ta合金的高温抗氧化性能 PDFhk esatonNo ratings yet
- Electrodeposition and Corrosion Characterisation of Micro-And Nano-Crystalline Aluminium From Alcl /1-Ethyl-3-Methylimidazolium Chloride Ionic LiquidDocument8 pagesElectrodeposition and Corrosion Characterisation of Micro-And Nano-Crystalline Aluminium From Alcl /1-Ethyl-3-Methylimidazolium Chloride Ionic LiquidVíctor NavaNo ratings yet
- Thermally Induced Phase Transformations of Al93Fe4 PDFDocument8 pagesThermally Induced Phase Transformations of Al93Fe4 PDFPavlo PrysyazhnyukNo ratings yet
- Thermally Induced Phase Transformations of Al93Fe4 PDFDocument8 pagesThermally Induced Phase Transformations of Al93Fe4 PDFPavlo PrysyazhnyukNo ratings yet
- Corrosion Performance of Weathering Steel Structures: Iht: IhtDocument6 pagesCorrosion Performance of Weathering Steel Structures: Iht: IhtagungbasNo ratings yet
- Electrochemical Aspects of Exfoliation Corrosion of Aluminium Alloys - The Effects of Heat TreatmentDocument7 pagesElectrochemical Aspects of Exfoliation Corrosion of Aluminium Alloys - The Effects of Heat TreatmentAli MazlomiNo ratings yet
- 1 s2.0 S0010938X13005039 MainDocument4 pages1 s2.0 S0010938X13005039 MainDhanashekar ManickamNo ratings yet
- Selective Laser Should MeltingDocument10 pagesSelective Laser Should MeltingAli MousaviNo ratings yet
- Case Study: Pitting and Stress Corrosion Cracking in Heat-Affected Zone of Welded Underground 304 Stainless Steel PipeDocument7 pagesCase Study: Pitting and Stress Corrosion Cracking in Heat-Affected Zone of Welded Underground 304 Stainless Steel PipeGina BerríoNo ratings yet
- An Atomic-Scale View at Hydrogen-Based Direct ReductionDocument8 pagesAn Atomic-Scale View at Hydrogen-Based Direct Reductionbladimir moraNo ratings yet
- TMP 39 DBDocument13 pagesTMP 39 DBFrontiersNo ratings yet
- 1 s2.0 S0921509313008794 MainDocument8 pages1 s2.0 S0921509313008794 Mainleh antNo ratings yet
- Modeling of Scrap Melting in The Heel of An EAF: Iron and Steel Technology August 2008Document11 pagesModeling of Scrap Melting in The Heel of An EAF: Iron and Steel Technology August 2008haribabu ampoluNo ratings yet
- Stallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysDocument6 pagesStallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysuristerinNo ratings yet
- Hornbogen 1976Document12 pagesHornbogen 1976uristerinNo ratings yet
- ASTM - E21-20 - Standard Test Methods For Elevated Temperature Tension Tests of Metallic MaterialsDocument9 pagesASTM - E21-20 - Standard Test Methods For Elevated Temperature Tension Tests of Metallic MaterialsuristerinNo ratings yet
- ASTM - E21-17e1 - Standard Test Methods For Elevated Temperature Tension Tests of Metallic MaterialsDocument8 pagesASTM - E21-17e1 - Standard Test Methods For Elevated Temperature Tension Tests of Metallic MaterialsuristerinNo ratings yet
- Tortorelli1992 - Behavior of Iron Aluminides in OxidizingDocument5 pagesTortorelli1992 - Behavior of Iron Aluminides in OxidizinguristerinNo ratings yet
- ASTM E139 11 2018 Creep TestDocument14 pagesASTM E139 11 2018 Creep TesturisterinNo ratings yet
- Prescott1992 The Oxidation of Iron-Aluminum AlloysDocument15 pagesPrescott1992 The Oxidation of Iron-Aluminum AlloysuristerinNo ratings yet
- Terlinde 1982Document10 pagesTerlinde 1982uristerinNo ratings yet
- Reiser2016 - Ductilisation of Tungsten (W) On The Shift of The Brittle-To-DuctileDocument19 pagesReiser2016 - Ductilisation of Tungsten (W) On The Shift of The Brittle-To-DuctileuristerinNo ratings yet
- Stallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysDocument6 pagesStallybrass2004 - Ferritic Fe-Al-Ni-Cr AlloysuristerinNo ratings yet
- Form 1 Chapter 1 Introduction To ScienceDocument74 pagesForm 1 Chapter 1 Introduction To ScienceGooi Kee Win91% (43)
- Review For The Final ExamDocument12 pagesReview For The Final Examsteven mateNo ratings yet
- Fred Hymans and The Theory of Rope Traction, Part Two: HistoryDocument15 pagesFred Hymans and The Theory of Rope Traction, Part Two: Historyاحمد المقرميNo ratings yet
- Grade Card 1st SemDocument2 pagesGrade Card 1st SemAshish KRNo ratings yet
- APP-REG-FORM-B1 Registration As A Professional Engineering TechnologistDocument32 pagesAPP-REG-FORM-B1 Registration As A Professional Engineering TechnologistAluwani MatsegoNo ratings yet
- System Learning Plan Preparation: Krislizz International AcademyDocument11 pagesSystem Learning Plan Preparation: Krislizz International AcademyQhutie Little CatNo ratings yet
- Lecture Notes On Climatology: Integrated Meteorological Training CourseDocument90 pagesLecture Notes On Climatology: Integrated Meteorological Training CourseDasSonam100% (1)
- Partial Blockage Detection in Underground Pipe Based On Guided Wave&semi-Supervised LearningDocument3 pagesPartial Blockage Detection in Underground Pipe Based On Guided Wave&semi-Supervised Learningrakesh cNo ratings yet
- Sinamics FrekvensomformereDocument30 pagesSinamics Frekvensomformeremfonseca31No ratings yet
- Some Books For Stat 602XDocument1 pageSome Books For Stat 602XAmit SharmaNo ratings yet
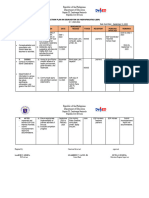
- Action Plan ESP 2023 24Document2 pagesAction Plan ESP 2023 24Je-Ann EstriborNo ratings yet
- ProjectProposal TresMariasDocument3 pagesProjectProposal TresMariasjohnvincent.cabugnasonNo ratings yet
- EWPC 901/A: Temperature Controller With Alarm OutputDocument5 pagesEWPC 901/A: Temperature Controller With Alarm OutputOswaldo Rengifo MuozNo ratings yet
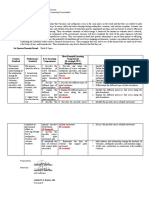
- MELCS UnpackingDocument2 pagesMELCS UnpackingTawagin Mo Akong Merts100% (5)
- Tattva Bodha - SudanandaDocument154 pagesTattva Bodha - Sudanandaajatananda100% (2)
- Ameh FRSC FormDocument3 pagesAmeh FRSC FormULOKO CHRISTIANNo ratings yet
- Internship Report: Nivedha A (192BT145)Document11 pagesInternship Report: Nivedha A (192BT145)Shankar arumugamNo ratings yet
- KepemimpinanDocument11 pagesKepemimpinanAditio PratamNo ratings yet
- Development of The Indirect-Drive Approach To Inertial Confinement Fusion and The Target Physics Basis For Ignition and Gain - REVIEW ARTICLE PDFDocument92 pagesDevelopment of The Indirect-Drive Approach To Inertial Confinement Fusion and The Target Physics Basis For Ignition and Gain - REVIEW ARTICLE PDFAjit UpadhyayNo ratings yet
- CHEM1701-lab3-202341 - 202341.12623-CHEM-1701-08 - PRE-HEALTH CHEMISTRY IDocument1 pageCHEM1701-lab3-202341 - 202341.12623-CHEM-1701-08 - PRE-HEALTH CHEMISTRY IMartha ChalmenageNo ratings yet
- 01 PlantPAx 4.1 Intro To Process System For Oper and Engr LabDocument102 pages01 PlantPAx 4.1 Intro To Process System For Oper and Engr Labpisoy30392No ratings yet
- Crack The Millionaire CodeDocument32 pagesCrack The Millionaire Coderusst2100% (1)
- EF3e Intplus Filetest 4aDocument7 pagesEF3e Intplus Filetest 4aЯна ИвановаNo ratings yet
- Raju ComparativePhilosophySpiritual 1963Document16 pagesRaju ComparativePhilosophySpiritual 1963Kent Jerson CasianoNo ratings yet
- م م م م م م م م Kkkk אلد אلد אلد אلد א א א א Llll دאوאدא دאوאدא دאوאدא دאوאدאDocument47 pagesم م م م م م م م Kkkk אلد אلد אلد אلد א א א א Llll دאوאدא دאوאدא دאوאدא دאوאدאYoucef kahlrsNo ratings yet
- Brainware University: Practice Set ofDocument4 pagesBrainware University: Practice Set ofDeep TarafdarNo ratings yet
- Issue: 3D at Depth: The Future Is GreenDocument72 pagesIssue: 3D at Depth: The Future Is GreenPepeNo ratings yet
- Past Papers of SociologyDocument7 pagesPast Papers of SociologyAlihaNo ratings yet
- Human Eye WorksheetDocument3 pagesHuman Eye Worksheetcartooncompany73No ratings yet
- On NCVET FunctioningDocument35 pagesOn NCVET Functioningsingh.darshan9100% (2)