You might also like
- Newer Redox Titrants: International Series of Monographs in Analytical ChemistryFrom EverandNewer Redox Titrants: International Series of Monographs in Analytical ChemistryNo ratings yet
- Flow Charts For Phosphoric AcidDocument50 pagesFlow Charts For Phosphoric Acidessakkiraj.m95% (19)
- Ceramic Test - EdrineDocument7 pagesCeramic Test - EdrineL edrineNo ratings yet
- Abandonedbutnotforgotten Met SocDocument18 pagesAbandonedbutnotforgotten Met SocJordan GonzalezNo ratings yet
- 919-Article Text-10875-1-10-20121101Document5 pages919-Article Text-10875-1-10-20121101Suyash KumarNo ratings yet
- G.D.Goenka Public School, Sector-22, Rohini CLASS - 10 Chemistry Chapter-2 Acids, Bases and Salts (Notes)Document3 pagesG.D.Goenka Public School, Sector-22, Rohini CLASS - 10 Chemistry Chapter-2 Acids, Bases and Salts (Notes)vikas aggarwalNo ratings yet
- Ullmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedDocument44 pagesUllmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedMuhammad FirmansyahNo ratings yet
- Sulfuric Acid (7,8,9)Document17 pagesSulfuric Acid (7,8,9)Tamoghna BhattacharjeeNo ratings yet
- Producción Del Ácido SulfúricoDocument102 pagesProducción Del Ácido SulfúricoLuis Diego Cardenas PadillaNo ratings yet
- LD2668T41956F45Document49 pagesLD2668T41956F45bitisa5368No ratings yet
- Tugas Gamtek Us PatentDocument1 pageTugas Gamtek Us Patentsepti kusumaNo ratings yet
- Schrdter 2008Document46 pagesSchrdter 2008hidayat231984No ratings yet
- Brown Et Al 1959Document6 pagesBrown Et Al 1959exportar2299No ratings yet
- C 08 S 09Document8 pagesC 08 S 09Marnel Roy MayorNo ratings yet
- 10eng PDFDocument18 pages10eng PDFАхмед АбдуллаNo ratings yet
- Study of A Mass Transfer-Reaction Model For SO Absorption Process Using LAS/H SO SolutionDocument6 pagesStudy of A Mass Transfer-Reaction Model For SO Absorption Process Using LAS/H SO SolutionFranck McNo ratings yet
- 1 Acid HoDocument10 pages1 Acid HoScribNo ratings yet
- Ullmanns Enclopedia ChemistryDocument36 pagesUllmanns Enclopedia ChemistryLutfiNo ratings yet
- Pilot-Scale Biological Sulfide Oxidation Process For Treating Effluent From Rayon IndustryDocument14 pagesPilot-Scale Biological Sulfide Oxidation Process For Treating Effluent From Rayon IndustryMyo KyawNo ratings yet
- WP5 35 - Naderi 5Document7 pagesWP5 35 - Naderi 5KHALED KHALEDNo ratings yet
- Exhaust Gas Scrubber Installed Onboard MV Ficaria Seaways - 2012Document31 pagesExhaust Gas Scrubber Installed Onboard MV Ficaria Seaways - 2012Yao WeiNo ratings yet
- InorganicDocument105 pagesInorganicKishan Gupta100% (6)
- Solvent Extraction in Hydrometallurgy The Role of Organophosphorus ExtractantsDocument13 pagesSolvent Extraction in Hydrometallurgy The Role of Organophosphorus ExtractantsAbrahan BVNo ratings yet
- By 22-Le: April 8, 1969 J. S. Sproul Etal 3,437,434Document6 pagesBy 22-Le: April 8, 1969 J. S. Sproul Etal 3,437,434Cris AcevedoNo ratings yet
- Stabilisation of Red Phosphorus To Prevent Moisture Absorption and Suppression of Phosphine ReleaseDocument9 pagesStabilisation of Red Phosphorus To Prevent Moisture Absorption and Suppression of Phosphine ReleaseBojan TanaskovskiNo ratings yet
- Iron Oxide - Edta - Ammonia ReactionDocument4 pagesIron Oxide - Edta - Ammonia ReactionSkolastika ErnaNo ratings yet
- SSP FertilizerDocument12 pagesSSP FertilizerSo NicNo ratings yet
- Processes 09 01072 v2 PDFDocument22 pagesProcesses 09 01072 v2 PDFRodrigo Cota NonatoNo ratings yet
- Fig. I.: July 8, 1969 R. R. Detweer 3,454,360Document5 pagesFig. I.: July 8, 1969 R. R. Detweer 3,454,360GraciaVelitarioNo ratings yet
- Tomishige 2000Document11 pagesTomishige 2000aminaNo ratings yet
- US4336232 - Production of Purified BrineDocument10 pagesUS4336232 - Production of Purified BrineRafael FigueiredoNo ratings yet
- Microporous and Mesoporous Materials: Haiyan Song, Gang Li, Xiangsheng WangDocument5 pagesMicroporous and Mesoporous Materials: Haiyan Song, Gang Li, Xiangsheng WangLuis TNNo ratings yet
- Sulphuric Acid Mono54-6Document89 pagesSulphuric Acid Mono54-6werdna67No ratings yet
- Method of Crystallizing Salts From Aqueous Solutions US4879042Document9 pagesMethod of Crystallizing Salts From Aqueous Solutions US4879042mtanaydinNo ratings yet
- Accelerated Degradation of Methylammonium Lead Iodide Perovskites Induced by Exposure To Iodine VapourDocument8 pagesAccelerated Degradation of Methylammonium Lead Iodide Perovskites Induced by Exposure To Iodine VapourDinny SyahirahNo ratings yet
- Asam FosfatDocument12 pagesAsam FosfatDinda GaluhNo ratings yet
- Contact Process 1Document2 pagesContact Process 1Niaz Ali KhanNo ratings yet
- Superphosphoric Acid by Absorption - of Phosphorus Pentoxide VaporDocument6 pagesSuperphosphoric Acid by Absorption - of Phosphorus Pentoxide Vaporemerentiana1No ratings yet
- 2096682530-Ich 305 Phosphorus Based ChemicalsDocument9 pages2096682530-Ich 305 Phosphorus Based ChemicalsDennis JosephNo ratings yet
- CLASS X CHEMISTRY Solution-989556Document7 pagesCLASS X CHEMISTRY Solution-989556abiniveshofficial4708No ratings yet
- OxidationkhorfanDocument10 pagesOxidationkhorfanramizaza980No ratings yet
- Direct Synthesis of Formic Acid From Carbon Dioxide by Hydrogenation in Acidic MediaDocument8 pagesDirect Synthesis of Formic Acid From Carbon Dioxide by Hydrogenation in Acidic MediaWilly ChandraNo ratings yet
- HidrogeokimiaDocument64 pagesHidrogeokimiaFebi MutiaNo ratings yet
- H Generation From Thermochemical Water-Splitting Using Sol-Gel Synthesized Zn/Sn/Mn-doped Ni-FerriteDocument11 pagesH Generation From Thermochemical Water-Splitting Using Sol-Gel Synthesized Zn/Sn/Mn-doped Ni-FerriteRahul BhosaleNo ratings yet
- NOV' 22, 1966 J. J. Wylegala: Filed May 27, 1964Document5 pagesNOV' 22, 1966 J. J. Wylegala: Filed May 27, 1964vahidNo ratings yet
- Inorganic Chemical Technology: H SO ProductionDocument10 pagesInorganic Chemical Technology: H SO ProductionLuther King FergusonNo ratings yet
- On The Mechanism of Methanol Synthesis and Water Gas Shift Reaction On ZnODocument8 pagesOn The Mechanism of Methanol Synthesis and Water Gas Shift Reaction On ZnOYan LaksanaNo ratings yet
- Compds Trivial InorgDocument13 pagesCompds Trivial InorgZOCCNo ratings yet
- 2-Phosphono-Butane-1,2,3,4-Tetracarboxylic Acids SynthesisDocument5 pages2-Phosphono-Butane-1,2,3,4-Tetracarboxylic Acids SynthesisVenu KavetiNo ratings yet
- Oxoacids: 15.2.6 of SulfurDocument7 pagesOxoacids: 15.2.6 of SulfurSeema GoelNo ratings yet
- US4610862Document6 pagesUS4610862محمد عليNo ratings yet
- United States Patent Office: 2 Claims. (CI. 71-29)Document2 pagesUnited States Patent Office: 2 Claims. (CI. 71-29)Fernando Nieto OchoaNo ratings yet
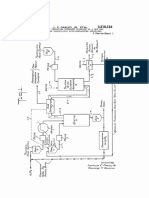
- US3218124Document11 pagesUS3218124PABLO URIZ CEREZONo ratings yet
- Acid-Resistant Polydimethylsiloxane Additive For Geothermal Well Cement in 1508C H SO SolutionDocument10 pagesAcid-Resistant Polydimethylsiloxane Additive For Geothermal Well Cement in 1508C H SO SolutionAndhy Arya EkaputraNo ratings yet
- Patent On Peroxide Stablization AlkalineDocument5 pagesPatent On Peroxide Stablization AlkalineparagNo ratings yet
- Gas Hydrates 2: Geoscience Issues and Potential Industrial ApplicationsFrom EverandGas Hydrates 2: Geoscience Issues and Potential Industrial ApplicationsLivio RuffineNo ratings yet
- New Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976From EverandNew Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976L.J. CarpentierNo ratings yet
- A System of Instruction in the Practical Use of the BlowpipeFrom EverandA System of Instruction in the Practical Use of the BlowpipeNo ratings yet
- 10.10 Partial Pressures - 2Document18 pages10.10 Partial Pressures - 2Felicia GunawanNo ratings yet
- Vacuum ProductionDocument26 pagesVacuum ProductionFelicia GunawanNo ratings yet
- 10.9 Gas Laws and Chemical Reactions - 2Document7 pages10.9 Gas Laws and Chemical Reactions - 2Felicia GunawanNo ratings yet
- 9.1.conjugate Acid-Base PairsDocument11 pages9.1.conjugate Acid-Base PairsFelicia GunawanNo ratings yet
- 10.8 Ideal Gas Law - 2Document11 pages10.8 Ideal Gas Law - 2Felicia GunawanNo ratings yet
- P 7.4 ThermochemistryDocument32 pagesP 7.4 ThermochemistryFelicia GunawanNo ratings yet
- 9.3. Common-Ion-EffectDocument56 pages9.3. Common-Ion-EffectFelicia GunawanNo ratings yet
- ADJECTIVEDocument3 pagesADJECTIVEFelicia GunawanNo ratings yet
- Adverbs TKDocument2 pagesAdverbs TKFelicia GunawanNo ratings yet
- P 7.2. Calculations Using Specific Heat - 2Document15 pagesP 7.2. Calculations Using Specific Heat - 2Felicia GunawanNo ratings yet
- Unsaturated HydrocarbonsDocument31 pagesUnsaturated HydrocarbonsFelicia GunawanNo ratings yet
- Pertemuan 4Document31 pagesPertemuan 4Felicia GunawanNo ratings yet
- Laporan Filter PressDocument13 pagesLaporan Filter PressFelicia GunawanNo ratings yet
- Laporan Praktikum AerasiDocument11 pagesLaporan Praktikum AerasiFelicia GunawanNo ratings yet
- Derivate 2Document64 pagesDerivate 2Felicia GunawanNo ratings yet
- Laporan Rotary DryerDocument18 pagesLaporan Rotary DryerFelicia GunawanNo ratings yet
- Laporan PolyblendDocument12 pagesLaporan PolyblendFelicia GunawanNo ratings yet
- Acids BasesDocument3 pagesAcids Basesramanji1021No ratings yet
- Cambridge IGCSE: CHEMISTRY 0620/43Document16 pagesCambridge IGCSE: CHEMISTRY 0620/43afyNo ratings yet
- Redox Electrochem H2 QuestionsDocument7 pagesRedox Electrochem H2 QuestionskitoniumNo ratings yet
- Comparison of Alkali and HalogensDocument1 pageComparison of Alkali and HalogensLil ManchesterNo ratings yet
- 4CH0 2CR Que 20170614Document20 pages4CH0 2CR Que 20170614Al ShairNo ratings yet
- Boletin Semana 2 EneroDocument87 pagesBoletin Semana 2 Enerogiomar ingaNo ratings yet
- Chemistry Worksheet 1Document5 pagesChemistry Worksheet 1Apeksha MaheshwariNo ratings yet
- Equipment Design HW01Document4 pagesEquipment Design HW01Grin NikiforovNo ratings yet
- Ereğli Demir Çelik - Ürün ŞeysiDocument159 pagesEreğli Demir Çelik - Ürün ŞeysidenizinakNo ratings yet
- CHEM14.1 ReportDocument25 pagesCHEM14.1 Reportjoanne_chioNo ratings yet
- Regulatory Information For Chemicals Used in AASHTO TestsDocument9 pagesRegulatory Information For Chemicals Used in AASHTO TestsXarmdNo ratings yet
- Revision 8-Prelims mock-Chemistry-QDocument7 pagesRevision 8-Prelims mock-Chemistry-QARYA LIMAYENo ratings yet
- Midterm ExamDocument2 pagesMidterm ExamTaqiuddin MohammedNo ratings yet
- Chemistry Q1 Module 2 Formulas of Common Chemical SubstancesDocument12 pagesChemistry Q1 Module 2 Formulas of Common Chemical SubstancesJenny Barbacena100% (1)
- MCQ Gad 2Document8 pagesMCQ Gad 2AlhanNo ratings yet
- Chapter 1 PensyarahDocument56 pagesChapter 1 PensyarahAdi BaddNo ratings yet
- Unit 3 Test Study Guide AnswersDocument1 pageUnit 3 Test Study Guide Answersapi-305204604No ratings yet
- Certificate of Analysis: Scrooby'S Laboratory Service CCDocument3 pagesCertificate of Analysis: Scrooby'S Laboratory Service CCmusaNo ratings yet
- Kimia Kertas 2 T5Document9 pagesKimia Kertas 2 T5miszhoneymNo ratings yet
- Coordination Compounds - BSC IIIDocument14 pagesCoordination Compounds - BSC IIIRojo John0% (1)
- Chemistry 8402/2: AQA Level 1/2 Certificate June 2013Document28 pagesChemistry 8402/2: AQA Level 1/2 Certificate June 2013BrianChanNo ratings yet
- Tutorial 3Document6 pagesTutorial 3asuhassNo ratings yet
- DPP 02 Some Basic Concepts of ChemistryDocument2 pagesDPP 02 Some Basic Concepts of ChemistryRizulNo ratings yet
- Chemistry IPE - Pre Final - JRDocument2 pagesChemistry IPE - Pre Final - JRThe Perfect Human Being100% (2)
- APSC 183 - Assignment 2 Chemical Reactions and EquilibriumDocument2 pagesAPSC 183 - Assignment 2 Chemical Reactions and EquilibriumSara 123No ratings yet
- 2015 Second LSDocument4 pages2015 Second LSbraidihanadi19No ratings yet
- Teoría Del Campo Cristalino, Espectroscopia ElectrónicaDocument112 pagesTeoría Del Campo Cristalino, Espectroscopia ElectrónicaEMMANUEL ALEJANDRO FERNANDEZ GAVIRIANo ratings yet
- Sist Iso 9297 1996Document9 pagesSist Iso 9297 1996y jasminNo ratings yet
- Astm B299-088Document3 pagesAstm B299-088Srinivasan KrishnamoorthyNo ratings yet
- Bromination of Some Aromatic Compounds With KBRDocument7 pagesBromination of Some Aromatic Compounds With KBRJaydeep GiraseNo ratings yet