You might also like
- Tesla Pumps and CompressorsDocument75 pagesTesla Pumps and Compressorsdavid.spiderweb3961100% (5)
- Tesla PumpsDocument75 pagesTesla Pumpsjack-bcNo ratings yet
- Usm 1Document47 pagesUsm 1Abhishek KumarNo ratings yet
- Forces On Large Steam Turbine Blades: RWE NpowerDocument5 pagesForces On Large Steam Turbine Blades: RWE NpoweradawNo ratings yet
- 22 Blade Forces PDFDocument5 pages22 Blade Forces PDFKoesmayadi SeptianNo ratings yet
- Forces On Large Steam Turbine Blades: RWE NpowerDocument5 pagesForces On Large Steam Turbine Blades: RWE Npowermimoune lamraniNo ratings yet
- Optimisation of The Energy Consumption IDocument6 pagesOptimisation of The Energy Consumption ICésar Castillo OréNo ratings yet
- Friction Clutches PDFDocument14 pagesFriction Clutches PDFamanmittal0850% (2)
- Mill Power SAG MillsDocument7 pagesMill Power SAG MillsJheny MattaNo ratings yet
- Media Charge - Wear - PredictorDocument12 pagesMedia Charge - Wear - PredictorPedro RodriguezNo ratings yet
- MILL Design&operation 18092020Document66 pagesMILL Design&operation 18092020shamsher khanNo ratings yet
- Planar TransformerDocument16 pagesPlanar TransformerParag RekhiNo ratings yet
- 2marks DEM 6 Sem EEE Anna UniversityDocument18 pages2marks DEM 6 Sem EEE Anna UniversityJagadeesh MannivannanNo ratings yet
- Mill Power - Ball MillsDocument3 pagesMill Power - Ball MillsvirginialeaoNo ratings yet
- IAHR2006 Paper234 Final PDFDocument15 pagesIAHR2006 Paper234 Final PDFFolpoNo ratings yet
- Iahr 2006 2 PDFDocument15 pagesIahr 2006 2 PDFRabei RomulusNo ratings yet
- 01 Tutorial Me201Document2 pages01 Tutorial Me201Bae.J GAMINGNo ratings yet
- Renewable Energy Resources Unit 4Document5 pagesRenewable Energy Resources Unit 4rishu kumarNo ratings yet
- Scope:: About The Mill Power - SAG Mills Spreadsheet ..Document4 pagesScope:: About The Mill Power - SAG Mills Spreadsheet ..percyNo ratings yet
- SPE/ISRM 78221 Dependence of Drilling Specific Energy On Bottom-Hole Pressure in ShalesDocument10 pagesSPE/ISRM 78221 Dependence of Drilling Specific Energy On Bottom-Hole Pressure in Shalesjhony deyvi carmona casimiroNo ratings yet
- Design of Planar Power Transformers FerritoxcubeDocument16 pagesDesign of Planar Power Transformers Ferritoxcube劉品賢No ratings yet
- EMDDocument23 pagesEMDPrakash ArumugamNo ratings yet
- Foreword Foreword Foreword ForewordDocument8 pagesForeword Foreword Foreword ForewordSatyam SaranNo ratings yet
- Mill Power SAG MillsDocument5 pagesMill Power SAG MillsRolando QuispeNo ratings yet
- Measurement and Calculation of Preform Infrared Heating A First ApproachDocument12 pagesMeasurement and Calculation of Preform Infrared Heating A First ApproachSanjay SanjayNo ratings yet
- Elevated Service ReservoirDocument35 pagesElevated Service ReservoirRamachandra SahuNo ratings yet
- Flow EqualizationDocument9 pagesFlow EqualizationhaymedeleonNo ratings yet
- NOZZELDocument21 pagesNOZZELokeke ekeneNo ratings yet
- Design of An Axial Flux Permanent Magnet Wind Power Generator PDFDocument5 pagesDesign of An Axial Flux Permanent Magnet Wind Power Generator PDFFazal Karim MahsudNo ratings yet
- Annexure-4 Formula For Calculation of Short Circuit Mechanical Forces NomenclatureDocument3 pagesAnnexure-4 Formula For Calculation of Short Circuit Mechanical Forces NomenclatureShashivendra ShuklaNo ratings yet
- Clutch Notes Mechanical DesignDocument5 pagesClutch Notes Mechanical DesignM SiddiqueNo ratings yet
- FlywheelsDocument33 pagesFlywheelsbijinder06No ratings yet
- Abe Quiz Season XviiDocument7 pagesAbe Quiz Season XviiMeljun GementizaNo ratings yet
- Design of Electrical Machines NotesDocument24 pagesDesign of Electrical Machines Notesmadhes14No ratings yet
- Page - 1 Prof. Sukanta Das, EE, IIT (ISM), DhanbadDocument8 pagesPage - 1 Prof. Sukanta Das, EE, IIT (ISM), DhanbadUttam KumarNo ratings yet
- Chapter 3 FinalDocument41 pagesChapter 3 FinalTamirat NemomsaNo ratings yet
- Advanced Material SelectionDocument8 pagesAdvanced Material SelectionAdewoyin ErnestNo ratings yet
- Injection Mold DesignDocument12 pagesInjection Mold DesignbobNo ratings yet
- Hosokawa TurboDocument6 pagesHosokawa Turbokensley oliveiraNo ratings yet
- CERRO VERDE-HPGRSim - OpenDocument85 pagesCERRO VERDE-HPGRSim - OpenCezar JulNo ratings yet
- Design Project Group6Document19 pagesDesign Project Group6Billale TAKINo ratings yet
- .Design and Fabrication of Bladeless WindmillDocument4 pages.Design and Fabrication of Bladeless Windmill13.ธนดล กองธรรมNo ratings yet
- Delhi Technological University: Heat and Mass Transfer (ME-302) Group: M4Document190 pagesDelhi Technological University: Heat and Mass Transfer (ME-302) Group: M4Subhash SharmaNo ratings yet
- Hpgrsim OpenDocument83 pagesHpgrsim OpenCarlos DiazNo ratings yet
- Machining - Powerpoint 19Document25 pagesMachining - Powerpoint 19SebasNo ratings yet
- Renewable Energy Unit-4Document4 pagesRenewable Energy Unit-4homoxos344No ratings yet
- Mce451 - Lecture 2Document16 pagesMce451 - Lecture 2mohammedshahrukhbimNo ratings yet
- Overview of Wind Energy TechDocument7 pagesOverview of Wind Energy TechDeborah CrominskiNo ratings yet
- Airflow Through Mine OpeningDocument6 pagesAirflow Through Mine Openingersunilsingh1No ratings yet
- Pelton Turbine TestDocument13 pagesPelton Turbine TestZul FadzliNo ratings yet
- Cement Industries in Satna Cost, Efficiency and Environment ImpactDocument19 pagesCement Industries in Satna Cost, Efficiency and Environment ImpactNeeraj Bhalerao100% (1)
- FM 306: Size Reduction and SievingDocument3 pagesFM 306: Size Reduction and SievingPortia ShilengeNo ratings yet
- CentrifugationDocument60 pagesCentrifugationpinkbutter100% (4)
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresFrom EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresRating: 4 out of 5 stars4/5 (1)
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyFrom EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyNo ratings yet
- Electronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1From EverandElectronic Devices and Circuits: The Commonwealth and International Library: Electrical Engineering Division, Volume 1Rating: 4.5 out of 5 stars4.5/5 (5)
- Chap 002Document46 pagesChap 002Mahdia MahmudNo ratings yet
- StereochemistryDocument90 pagesStereochemistryMahdia MahmudNo ratings yet
- Notes C17 121Document19 pagesNotes C17 121Mahdia MahmudNo ratings yet
- ResonanceDocument24 pagesResonanceMahdia MahmudNo ratings yet
- Pyridine PDFDocument21 pagesPyridine PDFMahdia MahmudNo ratings yet
- Quinoline & Isoquinoline PDFDocument13 pagesQuinoline & Isoquinoline PDFMahdia MahmudNo ratings yet
- Colour Dye - PigmentDocument27 pagesColour Dye - PigmentMahdia MahmudNo ratings yet
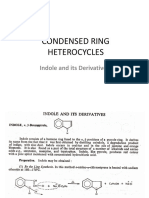
- Indole and Its DerivativesDocument14 pagesIndole and Its DerivativesMahdia MahmudNo ratings yet
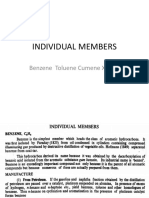
- Individual MembersDocument16 pagesIndividual MembersMahdia MahmudNo ratings yet
- IndigoDocument10 pagesIndigoMahdia MahmudNo ratings yet
- BECIL Registration Portal: How To ApplyDocument2 pagesBECIL Registration Portal: How To ApplySoul BeatsNo ratings yet
- Benko Gambit-Jacobs and Kinsman, 1999Document163 pagesBenko Gambit-Jacobs and Kinsman, 1999johnson Greker100% (3)
- Adime 2Document10 pagesAdime 2api-307103979No ratings yet
- Asuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiDocument43 pagesAsuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiCak FirmanNo ratings yet
- Life in The Ancient WorldDocument48 pagesLife in The Ancient Worldjmagil6092100% (1)
- 0 BA Design ENDocument12 pages0 BA Design ENFilho AiltonNo ratings yet
- Business CombinationsDocument18 pagesBusiness Combinationszubair afzalNo ratings yet
- Britannia Volume 12 Issue 1981 (Doi 10.2307/526240) Michael P. Speidel - Princeps As A Title For 'Ad Hoc' CommandersDocument8 pagesBritannia Volume 12 Issue 1981 (Doi 10.2307/526240) Michael P. Speidel - Princeps As A Title For 'Ad Hoc' CommandersSteftyraNo ratings yet
- Formal Letter LPDocument2 pagesFormal Letter LPLow Eng Han100% (1)
- Internship ReportDocument36 pagesInternship ReportM.IMRAN0% (1)
- Nutrition Great Foods For Getting Vitamins A To K in Your DietDocument1 pageNutrition Great Foods For Getting Vitamins A To K in Your DietDhruv DuaNo ratings yet
- Lesson: The Averys Have Been Living in New York Since The Late NinetiesDocument1 pageLesson: The Averys Have Been Living in New York Since The Late NinetiesLinea SKDNo ratings yet
- How Can Literary Spaces Support Neurodivergent Readers and WritersDocument2 pagesHow Can Literary Spaces Support Neurodivergent Readers and WritersRenato Jr Bernadas Nasilo-anNo ratings yet
- Advent Wreath Lesson PlanDocument2 pagesAdvent Wreath Lesson Planapi-359764398100% (1)
- Footing - f1 - f2 - Da RC StructureDocument42 pagesFooting - f1 - f2 - Da RC StructureFrederickV.VelascoNo ratings yet
- Bag Technique and Benedict ToolDocument2 pagesBag Technique and Benedict ToolAriel Delos Reyes100% (1)
- Test Bank For Macroeconomics For Life Smart Choices For All2nd Edition Avi J Cohen DownloadDocument74 pagesTest Bank For Macroeconomics For Life Smart Choices For All2nd Edition Avi J Cohen Downloadmichaelmarshallmiwqxteyjb100% (28)
- Lecture Notes 3A - Basic Concepts of Crystal Structure 2019Document19 pagesLecture Notes 3A - Basic Concepts of Crystal Structure 2019Lena BacaniNo ratings yet
- Minuets of The Second SCTVE MeetingDocument11 pagesMinuets of The Second SCTVE MeetingLokuliyanaNNo ratings yet
- Lego Maps ArtDocument160 pagesLego Maps ArtВячеслав КозаченкоNo ratings yet
- T-Tess Six Educator StandardsDocument1 pageT-Tess Six Educator Standardsapi-351054075100% (1)
- LavazzaDocument2 pagesLavazzajendakimNo ratings yet
- Oracle SOA Suite 11g:buildDocument372 pagesOracle SOA Suite 11g:buildMohsen Tavakkoli100% (1)
- Course Projects PDFDocument1 pageCourse Projects PDFsanjog kshetriNo ratings yet
- MV Lec PDFDocument102 pagesMV Lec PDFJonas Datu100% (1)
- LS01 ServiceDocument53 pagesLS01 ServicehutandreiNo ratings yet
- Hydrogeological Survey and Eia Tor - Karuri BoreholeDocument3 pagesHydrogeological Survey and Eia Tor - Karuri BoreholeMutonga Kitheko100% (1)
- DxDiag Copy MSIDocument45 pagesDxDiag Copy MSITạ Anh TuấnNo ratings yet
- Automated Dish Washer v1.1Document21 pagesAutomated Dish Washer v1.1Anonymous XXCCYAEY6M67% (3)