You might also like
- Concentrated Multi-Nozzle ElectrospinningDocument7 pagesConcentrated Multi-Nozzle ElectrospinningMuhammad Shafiz DanialNo ratings yet
- (2003) CST A ReviewDocument31 pages(2003) CST A ReviewAmmara RiazNo ratings yet
- Production Scale Up of Nanofibers. A ReviewDocument9 pagesProduction Scale Up of Nanofibers. A ReviewEliton S. MedeirosNo ratings yet
- Uniform Distribution and Densification of Jets in Needleless Electrospinning Using Annular Tip NozzleDocument13 pagesUniform Distribution and Densification of Jets in Needleless Electrospinning Using Annular Tip NozzleMuhammad Shafiz DanialNo ratings yet
- ElectrospinningDocument13 pagesElectrospinningAzzam Ahmed100% (1)
- Literature ReviewDocument7 pagesLiterature Reviewapi-242278641No ratings yet
- InTech-Needleless Electrospinning Developments and PerformancesDocument21 pagesInTech-Needleless Electrospinning Developments and PerformancesMoshiur RahmanNo ratings yet
- Carbon Nanotube - DefinitionDocument5 pagesCarbon Nanotube - Definitionelgladslin100% (1)
- 1 s2.0 S0264127519303235 MainDocument9 pages1 s2.0 S0264127519303235 MainRafael CardosoNo ratings yet
- Jarak MaxDocument9 pagesJarak MaxHanung N JatiNo ratings yet
- Template Synthesis of Nanomaterials PDFDocument20 pagesTemplate Synthesis of Nanomaterials PDFVandam65No ratings yet
- Electrospinning Jets and Polymer NanofibersDocument39 pagesElectrospinning Jets and Polymer NanofibersVinod BalakrishnanNo ratings yet
- Ijms 20 04317Document11 pagesIjms 20 04317Izzan ZidniyNo ratings yet
- A New Circular Spinneret System For Electrospinning Numerical Approach and Electric Field OptimizationDocument8 pagesA New Circular Spinneret System For Electrospinning Numerical Approach and Electric Field OptimizationNounaNo ratings yet
- Assignment On TE 4245 Assignment On TE 4245: TopicDocument25 pagesAssignment On TE 4245 Assignment On TE 4245: TopicNaimul HasanNo ratings yet
- Fabricationofpolymer BasednanofiberDocument5 pagesFabricationofpolymer BasednanofiberalkimiaNo ratings yet
- Carbon Nanotube Synthesis ReportDocument7 pagesCarbon Nanotube Synthesis ReportSrikanth ReddyNo ratings yet
- Effect of Collector On Electrospinning To Fabricate Aligned NanofiberDocument40 pagesEffect of Collector On Electrospinning To Fabricate Aligned Nanofiberen_samaraNo ratings yet
- Us 20030098488Document18 pagesUs 20030098488Victor Von DoomNo ratings yet
- Piezo HarvestDocument14 pagesPiezo HarvestDavide Tanner TainiNo ratings yet
- Dual Rings CollectorDocument4 pagesDual Rings CollectormartinqNo ratings yet
- Describe The Electro Spinning System For Processing NanofibersDocument25 pagesDescribe The Electro Spinning System For Processing NanofibersNaimul HasanNo ratings yet
- 1999 Reneker Fong Chun Beaded Nanofibers Formed During ElectrospinningDocument8 pages1999 Reneker Fong Chun Beaded Nanofibers Formed During ElectrospinningEub EuNo ratings yet
- Doshi 1995Document10 pagesDoshi 1995Lê ThịnhNo ratings yet
- Synthesis of Carbon Nanotubes: Journal of Nanoscience and Nanotechnology November 2005Document66 pagesSynthesis of Carbon Nanotubes: Journal of Nanoscience and Nanotechnology November 2005Anonymous uWJegzuFxNo ratings yet
- Physics Investigatory ProjectDocument12 pagesPhysics Investigatory ProjectHarsh Mande100% (2)
- Geometry Dependence of Coercivity in Ni Nanowire Arrays: Home Search Collections Journals About Contact Us My IopscienceDocument7 pagesGeometry Dependence of Coercivity in Ni Nanowire Arrays: Home Search Collections Journals About Contact Us My IopscienceANU SAJINo ratings yet
- Eletrospunnanomatirials For Ultrasensitive SensorsDocument12 pagesEletrospunnanomatirials For Ultrasensitive SensorsDanay ManzoNo ratings yet
- 9 Nanofiber TechnologyDocument13 pages9 Nanofiber TechnologyShubham RautNo ratings yet
- Al Hazeem2021Document10 pagesAl Hazeem2021Naresh PoppathiNo ratings yet
- Ultrathin Nanowires-A Materials Chemistry PerspectiveDocument8 pagesUltrathin Nanowires-A Materials Chemistry PerspectiveBhabani Sankar SwainNo ratings yet
- A High Return Loss of Microwave Bandpass Filter Using Superconducting Electrospun YBCO NanostructuresDocument14 pagesA High Return Loss of Microwave Bandpass Filter Using Superconducting Electrospun YBCO NanostructuresyyryNo ratings yet
- 3.field FullDocument8 pages3.field FullTJPRC PublicationsNo ratings yet
- Saroj ThesisDocument32 pagesSaroj Thesiseswar110582No ratings yet
- Carbon Nanofibers Prepared Via ElectrospinningDocument20 pagesCarbon Nanofibers Prepared Via ElectrospinningAshish GuptaNo ratings yet
- New Horizons in Modeling and Simulation of Electrospun Nanofibers: A Detailed ReviewDocument24 pagesNew Horizons in Modeling and Simulation of Electrospun Nanofibers: A Detailed ReviewEka LutfiNo ratings yet
- Nylon 6 SolventDocument6 pagesNylon 6 Solventelektron09No ratings yet
- Physics Investigatory Project CompletedDocument12 pagesPhysics Investigatory Project CompletedHarsh MandeNo ratings yet
- Plasma Etching Processes for CMOS Devices RealizationFrom EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeNo ratings yet
- J Perry Conf Proc 2005Document9 pagesJ Perry Conf Proc 2005Alex MartinezNo ratings yet
- Analysis Characteristics of Pendulum Oscillation in PLTGL-SBDocument8 pagesAnalysis Characteristics of Pendulum Oscillation in PLTGL-SBHoo Alfando Johan HandokoNo ratings yet
- Polymer: S.V. Ahir, Y.Y. Huang, E.M. TerentjevDocument14 pagesPolymer: S.V. Ahir, Y.Y. Huang, E.M. TerentjeverpandianNo ratings yet
- Carbon Nanotubes: by R. Bruce Weisman and Shekhar SubramoneyDocument5 pagesCarbon Nanotubes: by R. Bruce Weisman and Shekhar SubramoneyFer NandoNo ratings yet
- A Review On Current Nanofiber Technologies ElectroDocument13 pagesA Review On Current Nanofiber Technologies ElectroIvan NavrotskyNo ratings yet
- The Effect of Processing Variables On The Morphology of Electrospun Nanofibers and TextilesDocument13 pagesThe Effect of Processing Variables On The Morphology of Electrospun Nanofibers and TextilesTwinkle RanaNo ratings yet
- 8tonanoj PDFDocument10 pages8tonanoj PDFPeeyush RathorNo ratings yet
- 3 - Carbon Nanotubes-Alzuraiqi (SAMPLE 2)Document2 pages3 - Carbon Nanotubes-Alzuraiqi (SAMPLE 2)Abdullah Al-AsiriNo ratings yet
- Microfluidics Meets MEMS: Elisabeth Verpoorte Nico F. de RooijDocument24 pagesMicrofluidics Meets MEMS: Elisabeth Verpoorte Nico F. de RooijArunNo ratings yet
- FrontDocument9 pagesFrontMahmoud QousiNo ratings yet
- Carbon Nanotubes As A Cradle of Impulse For Implantable Medical DevicesDocument4 pagesCarbon Nanotubes As A Cradle of Impulse For Implantable Medical DevicessathieshwarNo ratings yet
- Electrospun Nanocomposites From Polystyrene Loaded With Cellulose NanowhiskersDocument9 pagesElectrospun Nanocomposites From Polystyrene Loaded With Cellulose NanowhiskershabibiechandraNo ratings yet
- J of Applied Polymer Sci - 2005 - Subbiah - Electrospinning of NanofibersDocument13 pagesJ of Applied Polymer Sci - 2005 - Subbiah - Electrospinning of NanofibersXun ThernNo ratings yet
- The Effect of Processing Variables On The Morphology of Electrospun Nanofibers and TextilesDocument12 pagesThe Effect of Processing Variables On The Morphology of Electrospun Nanofibers and Textilesالكترنيات قداحNo ratings yet
- 06529314Document20 pages06529314amara_guptaNo ratings yet
- A Review Electrospinning and Electrospinning Nanofibre Technology, Process & ApplicationDocument11 pagesA Review Electrospinning and Electrospinning Nanofibre Technology, Process & ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effect Different Multi-Walled Carbon Nanotubes Mwcnts Type On Mechanical Properties of Epoxy Resin NanocompositesDocument6 pagesEffect Different Multi-Walled Carbon Nanotubes Mwcnts Type On Mechanical Properties of Epoxy Resin NanocompositesInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- La 2016534Document9 pagesLa 2016534André Carlos SilvaNo ratings yet
- Overview of Quasi-Planar Transmission Lines: FinlinesDocument6 pagesOverview of Quasi-Planar Transmission Lines: FinlinesVimalNo ratings yet
- A Valveless Piezoelectric Micropump Based On Projection Micro Litho Stereo Exposure TechnologyDocument8 pagesA Valveless Piezoelectric Micropump Based On Projection Micro Litho Stereo Exposure TechnologyJulio CaveroNo ratings yet
- Investigation of The Wind Turbine Vortex StructureDocument11 pagesInvestigation of The Wind Turbine Vortex StructureMohammed ArdyantNo ratings yet
- The Role of Electrospinning in The Emerging Field of NanomedicineDocument33 pagesThe Role of Electrospinning in The Emerging Field of NanomedicineMuhammad Shafiz DanialNo ratings yet
- The Influence of Electrospinning Parameters and Solvent Selection OnDocument9 pagesThe Influence of Electrospinning Parameters and Solvent Selection OnMuhammad Shafiz DanialNo ratings yet
- Effect of Concentration and Nozzle-Collector Distance On The Morphology of NanofibersDocument5 pagesEffect of Concentration and Nozzle-Collector Distance On The Morphology of NanofibersMuhammad Shafiz DanialNo ratings yet
- A Brief Review On Piezoelectric PVDF Nanofibers Prepared by ElectrospinningDocument13 pagesA Brief Review On Piezoelectric PVDF Nanofibers Prepared by ElectrospinningMuhammad Shafiz DanialNo ratings yet
- A Comprehensive Review Summarizing The Effect of Electrospinning Parameters and Potential Applications of Nanofibers in Biomedical and BiotechnologyDocument24 pagesA Comprehensive Review Summarizing The Effect of Electrospinning Parameters and Potential Applications of Nanofibers in Biomedical and Biotechnologytop brandsNo ratings yet
- A Novel Electrospun Polyurethane Nanofibre Membrane - Production Parameters and Suitability For WasteDocument6 pagesA Novel Electrospun Polyurethane Nanofibre Membrane - Production Parameters and Suitability For WasteMuhammad Shafiz DanialNo ratings yet
- Make BioCompostable Single Use Plastic ProductsDocument1 pageMake BioCompostable Single Use Plastic ProductsSanjay RathodNo ratings yet
- Assignment-SKMM 2613 Silver & AlloysDocument19 pagesAssignment-SKMM 2613 Silver & Alloysjun005No ratings yet
- Fischer Tropsch SynthesisDocument18 pagesFischer Tropsch Synthesisdeion29No ratings yet
- FF BOQ Sample FlatDocument1 pageFF BOQ Sample Flatyash shahNo ratings yet
- FFPB-1.0.0 (Specification For Fabrication and Foaming of PiDocument8 pagesFFPB-1.0.0 (Specification For Fabrication and Foaming of PiHector MejiaNo ratings yet
- Heat Shrink Sleeves Install Manual 2005 PDFDocument3 pagesHeat Shrink Sleeves Install Manual 2005 PDFkalai0% (1)
- Case Study chm133Document2 pagesCase Study chm133hasanahNo ratings yet
- Application Guide: Shrink-Wrapping With Zerust ICT 510-OPS Outdoor Preservation VCI Shrink FilmDocument4 pagesApplication Guide: Shrink-Wrapping With Zerust ICT 510-OPS Outdoor Preservation VCI Shrink Filmparagaloni8365No ratings yet
- Pending Material ListDocument24 pagesPending Material ListGopal RaiNo ratings yet
- Pengaruh Penambahan Gelatin Terhadap Susut Masak, Daya Mengikat Air, Keempukan Dan Nilai PH Sosis Daging SapiDocument8 pagesPengaruh Penambahan Gelatin Terhadap Susut Masak, Daya Mengikat Air, Keempukan Dan Nilai PH Sosis Daging Sapidewiarum sariNo ratings yet
- Crits Notes On Water and Ion Exchange PDFDocument55 pagesCrits Notes On Water and Ion Exchange PDFAlfredo HernandezNo ratings yet
- Heat Treatment Processes Powerpoint PresentationDocument14 pagesHeat Treatment Processes Powerpoint PresentationDaniel Dowding100% (1)
- Eriks Sealing Elements Precision O-Ring Technical Manual PDFDocument221 pagesEriks Sealing Elements Precision O-Ring Technical Manual PDFCarlos Eduardo Flores TorresNo ratings yet
- Bacteria KSUDocument2 pagesBacteria KSUsentryx1No ratings yet
- Aluminium Conductors Steel Reinforced Catalogue - EMTADocument13 pagesAluminium Conductors Steel Reinforced Catalogue - EMTAburcu_sag2364No ratings yet
- Automotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Document108 pagesAutomotive - Presentation - Plastics-3rd June-2015 (Compatibility Mode) (Repaired)Annavarapu Gopalakrishna100% (1)
- 4 - Billing FormatDocument4 pages4 - Billing Formatgilbert cruzNo ratings yet
- U.S. Department of Transportation: Laboratory Test Procedure FOR Fmvss 116 Motor Vehicle Brake FluidsDocument5 pagesU.S. Department of Transportation: Laboratory Test Procedure FOR Fmvss 116 Motor Vehicle Brake FluidsMuhammad RNo ratings yet
- Hexadrain Brickslot OverviewDocument2 pagesHexadrain Brickslot Overviewloren4_rengifo3044No ratings yet
- Mica 1-660 PDFDocument1 pageMica 1-660 PDFthanh_79No ratings yet
- Basics of Reforming, Shapes and Carbon WSVDocument28 pagesBasics of Reforming, Shapes and Carbon WSVMuhammad NaeemNo ratings yet
- Fire ExtinguisherDocument1 pageFire Extinguisherali743No ratings yet
- Tper Expansion Board Cap Seal System: PatentedDocument4 pagesTper Expansion Board Cap Seal System: PatentedMickaelNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- InoxDocument19 pagesInoxvalla_67No ratings yet
- 6211 MetanoDocument3 pages6211 MetanoPenelope MeloNo ratings yet
- Bearing Wall Design (ACI 2005)Document6 pagesBearing Wall Design (ACI 2005)Amr_Hafez_1437100% (1)
- PARTIALLY REPLACEMENT IN CONCRETE BLOCK THE USE OF WASTE GLASS AS FINE AGGREGATE - Anthony Barrera, Rechell Rocha, and April Rose TiuDocument70 pagesPARTIALLY REPLACEMENT IN CONCRETE BLOCK THE USE OF WASTE GLASS AS FINE AGGREGATE - Anthony Barrera, Rechell Rocha, and April Rose TiuNacel AltizonNo ratings yet
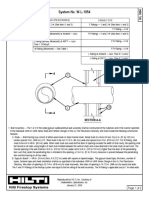
- W-L-1054 Pipe Through Gyp Board AssemblyDocument2 pagesW-L-1054 Pipe Through Gyp Board AssemblyJason StelleNo ratings yet
- Welding CalculationsDocument16 pagesWelding Calculationsmt92606222100% (2)