You might also like
- Carbonates in Continental Settings: Geochemistry, Diagenesis and ApplicationsFrom EverandCarbonates in Continental Settings: Geochemistry, Diagenesis and ApplicationsNo ratings yet
- Tran 2013Document7 pagesTran 2013raminNo ratings yet
- Lectura 1. Recovery of Lithium From Uyuni Salar BrineDocument7 pagesLectura 1. Recovery of Lithium From Uyuni Salar BrineFlorencio Quelca100% (1)
- Wang 2017Document7 pagesWang 2017raminNo ratings yet
- Hydrometallurgy: Richard G. Haverkamp, Desiderius Kruger, Ranjeeth RajashekarDocument6 pagesHydrometallurgy: Richard G. Haverkamp, Desiderius Kruger, Ranjeeth Rajashekarfauzi_alcupuNo ratings yet
- Effect of MG 2+ and Ca 2+ As Divalent Seawater Cations On The Floatability of Molybdenite and Chalcopyrite PDFDocument11 pagesEffect of MG 2+ and Ca 2+ As Divalent Seawater Cations On The Floatability of Molybdenite and Chalcopyrite PDFJoaquin Roa CabreraNo ratings yet
- Water 15 00029Document22 pagesWater 15 00029Michel M.No ratings yet
- HolaDocument11 pagesHolaPalomo123No ratings yet
- Acid Mine Drainage at The Abandoned Kettara Mine (Morocco) : 1. Environmental CharacterizationDocument16 pagesAcid Mine Drainage at The Abandoned Kettara Mine (Morocco) : 1. Environmental CharacterizationGilmer Laura ParquiNo ratings yet
- Zandevakili 2014Document11 pagesZandevakili 2014Cyrene MBolañosNo ratings yet
- Production of High Purity MgSO4 From Seawater Desalination BrineDocument8 pagesProduction of High Purity MgSO4 From Seawater Desalination BrineJan LaurenceNo ratings yet
- Aluminum Waste Cans Recycling in Lagos State, Nigeria: Analysis of Soil and Water BenefitsDocument11 pagesAluminum Waste Cans Recycling in Lagos State, Nigeria: Analysis of Soil and Water BenefitsIJAR JOURNALNo ratings yet
- Refratechnik Bricks Wear RreasonsDocument8 pagesRefratechnik Bricks Wear Rreasonsengr kazamNo ratings yet
- Leaching of Rare Earth Elements From Eudialyte ConDocument1 pageLeaching of Rare Earth Elements From Eudialyte ConYaser MoazzamiNo ratings yet
- Magnesium - Current and Alternative Production RoutesDocument12 pagesMagnesium - Current and Alternative Production RoutesDanielNo ratings yet
- The Separation of Kyanite From Quartz by Flotation at Acidic PH 2016 Minerals EngineeringDocument8 pagesThe Separation of Kyanite From Quartz by Flotation at Acidic PH 2016 Minerals EngineeringW ZuoNo ratings yet
- 6.recycling of Red Mud For Value-Added Applications A Comprehensive ReviewDocument22 pages6.recycling of Red Mud For Value-Added Applications A Comprehensive Reviewsharad patilNo ratings yet
- Using Electrochemical Process To Mineralize CO2 and Separate Ca2+ - Mg2+ Ions From Hard Water To Produce High Value-Added CarbonatesDocument10 pagesUsing Electrochemical Process To Mineralize CO2 and Separate Ca2+ - Mg2+ Ions From Hard Water To Produce High Value-Added Carbonatesmajd899No ratings yet
- The Potential Use of Phosphatic Limestone Wastes in The Passive Treatment of AMD: A Laboratory StudyDocument13 pagesThe Potential Use of Phosphatic Limestone Wastes in The Passive Treatment of AMD: A Laboratory StudyMcDilan SulmerinNo ratings yet
- Mae Moh Lignite Mine and Environmental ManagementDocument11 pagesMae Moh Lignite Mine and Environmental ManagementMaria Diamantopoulou100% (1)
- Magnesium Recovery From Desalination BrineDocument6 pagesMagnesium Recovery From Desalination BrineamirNo ratings yet
- Ocean Acidification Ch12 QADocument5 pagesOcean Acidification Ch12 QAchinö minöNo ratings yet
- A Fundamental Study of Chalcopyrite Flotation in Sea Water Using Sodium SilicateDocument6 pagesA Fundamental Study of Chalcopyrite Flotation in Sea Water Using Sodium SilicateEnoque MatheNo ratings yet
- Gaillard Et Al (2020) - Use of Lithogeochem in Delineating Hydrothermal Fluid Pathways & Vectoring Towards Au Mineralization in Malartic DistrictDocument20 pagesGaillard Et Al (2020) - Use of Lithogeochem in Delineating Hydrothermal Fluid Pathways & Vectoring Towards Au Mineralization in Malartic DistrictyaseminNo ratings yet
- Science of The Total EnvironmentDocument8 pagesScience of The Total EnvironmentAlfonso ToledoNo ratings yet
- Fly Ash Zeolites For Water Treatment Applications 2016Document61 pagesFly Ash Zeolites For Water Treatment Applications 2016Mayra Katherine DominguezNo ratings yet
- Polimer 2013Document12 pagesPolimer 2013Regina PramuditaNo ratings yet
- Performance O... Nanoparticles - Tangestani EbrahimDocument9 pagesPerformance O... Nanoparticles - Tangestani EbrahimMostafa IsmailNo ratings yet
- Alkaline Process 2019Document9 pagesAlkaline Process 2019Major TomNo ratings yet
- Raudseppetal2024 MagnesiteeverywhereDocument13 pagesRaudseppetal2024 MagnesiteeverywhereNesrine NasriNo ratings yet
- Minerals Engineering: A B A A C A A ADocument7 pagesMinerals Engineering: A B A A C A A AYessica Botero VargasNo ratings yet
- Mbuya 2018Document8 pagesMbuya 2018elpellejoNo ratings yet
- KABANGU - Separation of NB & Ta From Mozambian TantaliteDocument5 pagesKABANGU - Separation of NB & Ta From Mozambian TantaliteOscar BenimanaNo ratings yet
- 1 s2.0 S0892687522005891 MainDocument11 pages1 s2.0 S0892687522005891 MainERICK JESUS MUÑOZ HERNANDEZNo ratings yet
- An Empirical Study of Factors Influencing Lime SlaDocument6 pagesAn Empirical Study of Factors Influencing Lime SlabochofiloNo ratings yet
- Zhang 2013Document7 pagesZhang 2013Jorge MendezNo ratings yet
- Slaking WaterDocument5 pagesSlaking WaterProcess EngineerNo ratings yet
- Ijias 20 145 01Document9 pagesIjias 20 145 01Francis MuliangalaNo ratings yet
- Environmental Protection Against Acid Mine Drainage (Amd) Testing of Sulphide Mining Waste Enrichment of The Chaabet-El-Hamra Mine...Document14 pagesEnvironmental Protection Against Acid Mine Drainage (Amd) Testing of Sulphide Mining Waste Enrichment of The Chaabet-El-Hamra Mine...magnoliaNo ratings yet
- Journal of Environmental Chemical Engineering: Michel Shengo Lutandula, Banza MalobaDocument6 pagesJournal of Environmental Chemical Engineering: Michel Shengo Lutandula, Banza MalobaJordan Ulloa BelloNo ratings yet
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyShivansh MishraNo ratings yet
- Flotation of AntimonyDocument13 pagesFlotation of AntimonyAbdul Rafeh AijazNo ratings yet
- Potential of Nano Crystalline Calcium Hydroxyapatite For T - 2017 - Arabian JourDocument11 pagesPotential of Nano Crystalline Calcium Hydroxyapatite For T - 2017 - Arabian Jourlucian_lovNo ratings yet
- Technology For Iron and Manganese Ion Removal From Groundwater A ReviewDocument15 pagesTechnology For Iron and Manganese Ion Removal From Groundwater A ReviewGlobal Research and Development Services100% (1)
- Earth's Global Ag, Al, CR, Cu, Fe, Ni, PB, and ZN CyclesDocument16 pagesEarth's Global Ag, Al, CR, Cu, Fe, Ni, PB, and ZN Cyclese.aliu318070No ratings yet
- From Coal-Mining Waste To Construction Material: A Study of Its Mineral PhasesDocument8 pagesFrom Coal-Mining Waste To Construction Material: A Study of Its Mineral Phasesoumy.ab.gcNo ratings yet
- Studi Pendahuluan Pemanfaatan Limbah Desalinasi Untuk Pembuatan Mg/Al Hydrotalcite-Like Sebagai Adsorben Methyl OrangeDocument8 pagesStudi Pendahuluan Pemanfaatan Limbah Desalinasi Untuk Pembuatan Mg/Al Hydrotalcite-Like Sebagai Adsorben Methyl OrangeMelly BanjarnahorNo ratings yet
- Pemisah ZirconDocument10 pagesPemisah ZirconLorie Banka100% (1)
- Production of High Purity Magnesia From Highly Saturated BitternsDocument8 pagesProduction of High Purity Magnesia From Highly Saturated BitternsFend HartoNo ratings yet
- A Feasibility Study On Production, Characterisation and Application of Empty Fruit Bunch Oil Palm Biochar For Mn2+ Removal From Aqueous SolutionDocument11 pagesA Feasibility Study On Production, Characterisation and Application of Empty Fruit Bunch Oil Palm Biochar For Mn2+ Removal From Aqueous SolutionZackkNo ratings yet
- SpodumeneDocument6 pagesSpodumeneJoseBautistaNo ratings yet
- Productionofmagnesiumfromdesalinationbrines PDFDocument10 pagesProductionofmagnesiumfromdesalinationbrines PDFPriyatam KumarNo ratings yet
- Productionofmagnesiumfromdesalinationbrines PDFDocument10 pagesProductionofmagnesiumfromdesalinationbrines PDFPriyatam KumarNo ratings yet
- 1 s2.0 S0304386X1200059X MainDocument7 pages1 s2.0 S0304386X1200059X MainJordan Ulloa BelloNo ratings yet
- Effectofmontmorillonitecontentinnatural Saudi Arabianclayonitsadsorptiveperformanceforsingleaqueousuptakeof Cu IIand Ni IIDocument11 pagesEffectofmontmorillonitecontentinnatural Saudi Arabianclayonitsadsorptiveperformanceforsingleaqueousuptakeof Cu IIand Ni IITolaz KoyiNo ratings yet
- A Novel Surfactant 2-Amino-6-Decanmidohexanoic Acid Flotation Performance and Adsorption Mechanism To DiasporeDocument8 pagesA Novel Surfactant 2-Amino-6-Decanmidohexanoic Acid Flotation Performance and Adsorption Mechanism To Diasporepesanpesta IDNo ratings yet
- Mass Transfer Process ofDocument10 pagesMass Transfer Process oferaNo ratings yet
- Minerals Engineering: Shaojun Bai, Yunxiao Bi, Jie Li, Pan Yu, Zhan Ding, Chao LV, Shuming WenDocument11 pagesMinerals Engineering: Shaojun Bai, Yunxiao Bi, Jie Li, Pan Yu, Zhan Ding, Chao LV, Shuming WenGugus HandikaNo ratings yet
- Electrolytic Manganese Metal Production From Carbonate PrecipitateDocument29 pagesElectrolytic Manganese Metal Production From Carbonate PrecipitaterichardNo ratings yet
- Adsorption of The Aurocyanide, Complex On Granular Activatedcarbons Derived From Macadamia Nut Shells - A Preliminary StudyDocument9 pagesAdsorption of The Aurocyanide, Complex On Granular Activatedcarbons Derived From Macadamia Nut Shells - A Preliminary StudyRonny De La CruzNo ratings yet
- ppt mgco3-2====Precipitation of Magnesium Carbonate== رامین فریدی ==Document10 pagesppt mgco3-2====Precipitation of Magnesium Carbonate== رامین فریدی ==raminNo ratings yet
- Pages from Cardarelli, Franois - Materials handbook - a concise desktop reference. (2017, Springer) برای رامین فریدیDocument8 pagesPages from Cardarelli, Franois - Materials handbook - a concise desktop reference. (2017, Springer) برای رامین فریدیraminNo ratings yet
- Duan 2020Document9 pagesDuan 2020raminNo ratings yet
- Crystallization Sequence During Evaporation of A High Concentrated BrineDocument11 pagesCrystallization Sequence During Evaporation of A High Concentrated BrineraminNo ratings yet
- SciencedirectDocument9 pagesSciencedirectraminNo ratings yet
- Khamizov 1996Document22 pagesKhamizov 1996raminNo ratings yet
- Leaflettanmagen 1837266588Document1 pageLeaflettanmagen 1837266588raminNo ratings yet
- Production of Magnesium From Great Salt Lake Utah USADocument8 pagesProduction of Magnesium From Great Salt Lake Utah USAraminNo ratings yet
- Emotron Complete Range Ip20 - 21 and Ip54 690v Portfolio - enDocument2 pagesEmotron Complete Range Ip20 - 21 and Ip54 690v Portfolio - enraminNo ratings yet
- 2014 Chem MRSMDocument12 pages2014 Chem MRSMkaylynnteh17100% (1)
- XR-EBSD 203110007 13thfebDocument12 pagesXR-EBSD 203110007 13thfebVikram ChavanNo ratings yet
- Sameer Khan ProjectDocument113 pagesSameer Khan ProjectSameer KhanNo ratings yet
- Sas7 STM-005Document6 pagesSas7 STM-005mayasNo ratings yet
- Isentropic Process PDFDocument2 pagesIsentropic Process PDFJeebee Logroño AloNo ratings yet
- Lubricants in Refrigerant Systems: Tests For Boundary LubricationDocument24 pagesLubricants in Refrigerant Systems: Tests For Boundary LubricationFlorin OnucNo ratings yet
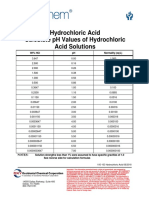
- Tech-Calculated PH Values HCLDocument3 pagesTech-Calculated PH Values HCLNurlaila Ela IlaNo ratings yet
- Atomic Physics Using Short-Wavelength Coherent RadiationDocument10 pagesAtomic Physics Using Short-Wavelength Coherent RadiationmukphyzicsNo ratings yet
- Bharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSDocument27 pagesBharathidasan University, Tiruchirappalli - 620 024. B.Sc. Physics Course Structure Under CBCSSarjithNo ratings yet
- Bond Order and Lengths - Chemistry LibreTextsDocument5 pagesBond Order and Lengths - Chemistry LibreTextsalok pandeyNo ratings yet
- Mobiltherm 605 PdsDocument2 pagesMobiltherm 605 PdsVenkatesh GovindarajuNo ratings yet
- Isolobal AnalogyDocument4 pagesIsolobal Analogyindu priyaNo ratings yet
- QB PDFDocument18 pagesQB PDFShivani0% (1)
- CALORIMETRYDocument3 pagesCALORIMETRYqueenjoseNo ratings yet
- Daftar PustakaDocument3 pagesDaftar PustakaNicodemus Sigit SutantoNo ratings yet
- Lab 01 - Conduction Through CopperDocument13 pagesLab 01 - Conduction Through CopperMuhammad FarhanNo ratings yet
- Cloud Point and Wax Deposition Measurement Techniques - Kosta LeontaritisDocument0 pagesCloud Point and Wax Deposition Measurement Techniques - Kosta LeontaritisChemiboyNo ratings yet
- Nuclear HL QDocument40 pagesNuclear HL QSidhartha PahwaNo ratings yet
- Pretreatment Training-EngDocument62 pagesPretreatment Training-EngNethaji Mett100% (1)
- 2.4 2.5 2.6 Assessed HomeworkDocument7 pages2.4 2.5 2.6 Assessed HomeworkRabia Rafique100% (1)
- Unclassified: Armed Services Technical Information Agency Arlington Hall Station Arlington 12, VirginiaDocument174 pagesUnclassified: Armed Services Technical Information Agency Arlington Hall Station Arlington 12, VirginiaNebojsaSaracNo ratings yet
- Reservoir Pressure Measurements 1Document15 pagesReservoir Pressure Measurements 1Parth ChauhanNo ratings yet
- MG Anode - HTMDocument5 pagesMG Anode - HTMDompet ZebraNo ratings yet
- Ol 48 3311 Tanjaya Thermo Optical Measurements Using Quantitative Phase MicrosDocument4 pagesOl 48 3311 Tanjaya Thermo Optical Measurements Using Quantitative Phase MicrosJean-Charles CotteverteNo ratings yet
- Electrolysis of Water: AA Battery Tap Water Salt HydrogenDocument12 pagesElectrolysis of Water: AA Battery Tap Water Salt HydrogenFlorin AndreiNo ratings yet
- Lecture 6 STMDocument29 pagesLecture 6 STMROHITM RA1811002040067No ratings yet
- NASA SP290 Turbine DesignDocument392 pagesNASA SP290 Turbine Designcramerps2084100% (1)
- Electrochemistry: Electrolyte and Non-Electrolyte Electrolysis of Molten CompoundDocument22 pagesElectrochemistry: Electrolyte and Non-Electrolyte Electrolysis of Molten CompoundShah FizaNo ratings yet
- Gas Dynamics-Fanno FlowDocument29 pagesGas Dynamics-Fanno FlowRahulNo ratings yet
- Presensi Instrumen Mikroskopis Kelas B (Jawaban)Document4 pagesPresensi Instrumen Mikroskopis Kelas B (Jawaban)pit fitrianiNo ratings yet
- ICH Quality Guidelines: An Implementation GuideFrom EverandICH Quality Guidelines: An Implementation GuideAndrew TeasdaleNo ratings yet
- Chemistry for Breakfast: The Amazing Science of Everyday LifeFrom EverandChemistry for Breakfast: The Amazing Science of Everyday LifeRating: 4.5 out of 5 stars4.5/5 (14)
- Periodic Tales: A Cultural History of the Elements, from Arsenic to ZincFrom EverandPeriodic Tales: A Cultural History of the Elements, from Arsenic to ZincRating: 3.5 out of 5 stars3.5/5 (137)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactFrom EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactRating: 5 out of 5 stars5/5 (5)
- Monkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeFrom EverandMonkeys, Myths, and Molecules: Separating Fact from Fiction, and the Science of Everyday LifeRating: 4 out of 5 stars4/5 (1)
- The Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsFrom EverandThe Regenerative Grower's Guide to Garden Amendments: Using Locally Sourced Materials to Make Mineral and Biological Extracts and FermentsRating: 5 out of 5 stars5/5 (3)
- AP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeFrom EverandAP® Chemistry Crash Course, For the 2020 Exam, Book + Online: Get a Higher Score in Less TimeRating: 5 out of 5 stars5/5 (1)
- It's Elemental: The Hidden Chemistry in EverythingFrom EverandIt's Elemental: The Hidden Chemistry in EverythingRating: 4 out of 5 stars4/5 (10)
- The Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactFrom EverandThe Nature of Drugs Vol. 1: History, Pharmacology, and Social ImpactRating: 5 out of 5 stars5/5 (1)
- Taste: Surprising Stories and Science About Why Food Tastes GoodFrom EverandTaste: Surprising Stories and Science About Why Food Tastes GoodRating: 3 out of 5 stars3/5 (20)
- AP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeFrom EverandAP Chemistry Flashcards, Fourth Edition: Up-to-Date Review and PracticeNo ratings yet
- Handbook of Formulating Dermal Applications: A Definitive Practical GuideFrom EverandHandbook of Formulating Dermal Applications: A Definitive Practical GuideNo ratings yet
- Guidelines for Defining Process Safety Competency RequirementsFrom EverandGuidelines for Defining Process Safety Competency RequirementsRating: 3 out of 5 stars3/5 (1)
- The Periodic Table: A Very Short IntroductionFrom EverandThe Periodic Table: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (3)
- Chemistry for Breakfast: The Amazing Science of Everyday LifeFrom EverandChemistry for Breakfast: The Amazing Science of Everyday LifeRating: 4.5 out of 5 stars4.5/5 (90)
- The Production of Volatile Oils and Perfumery Plants in the United StatesFrom EverandThe Production of Volatile Oils and Perfumery Plants in the United StatesNo ratings yet
- Formulating, Packaging, and Marketing of Natural Cosmetic ProductsFrom EverandFormulating, Packaging, and Marketing of Natural Cosmetic ProductsNo ratings yet
- The Billion-Dollar Molecule: The Quest for the Perfect DrugFrom EverandThe Billion-Dollar Molecule: The Quest for the Perfect DrugRating: 5 out of 5 stars5/5 (2)
- Essential Chemistry for Formulators of Semisolid and Liquid DosagesFrom EverandEssential Chemistry for Formulators of Semisolid and Liquid DosagesRating: 5 out of 5 stars5/5 (2)
- Chemistry: a QuickStudy Laminated Reference GuideFrom EverandChemistry: a QuickStudy Laminated Reference GuideRating: 5 out of 5 stars5/5 (1)