You might also like
- Numerical Study On Arcdroplet Coupled Behavior in Magnetic Field Controlled GMAW Process2020journal of Physics D Applied PhysicsDocument14 pagesNumerical Study On Arcdroplet Coupled Behavior in Magnetic Field Controlled GMAW Process2020journal of Physics D Applied PhysicsЕвгений РыльковNo ratings yet
- Advanced Functional Materials: A Perspective from Theory and ExperimentFrom EverandAdvanced Functional Materials: A Perspective from Theory and ExperimentNo ratings yet
- Kozakov 2013 J. Phys. D Appl. Phys. 46 224001Document14 pagesKozakov 2013 J. Phys. D Appl. Phys. 46 224001fereidoon marefatNo ratings yet
- PEER Stage2 10.1088 0022-3727 43 43 434008Document16 pagesPEER Stage2 10.1088 0022-3727 43 43 434008fereidoon marefatNo ratings yet
- Murphy 2010 J. Phys. D Appl. Phys. 43 434001Document32 pagesMurphy 2010 J. Phys. D Appl. Phys. 43 434001fereidoon marefatNo ratings yet
- Journal of Materials Processing TechnologyDocument6 pagesJournal of Materials Processing TechnologymonikeshNo ratings yet
- The Effect of Polarity and Hydrostatic Pressure On (OK)Document17 pagesThe Effect of Polarity and Hydrostatic Pressure On (OK)Rafi ZhaffNo ratings yet
- A Mathematical Model of Gas Tungsten Arc Welding Considering The Cathode and The Free Surface of The Weld PooDocument8 pagesA Mathematical Model of Gas Tungsten Arc Welding Considering The Cathode and The Free Surface of The Weld Poohoangle1No ratings yet
- The Influence of Oxygen Additions On Argon-Shielded Gas Metal Arc Welding ProcessesDocument11 pagesThe Influence of Oxygen Additions On Argon-Shielded Gas Metal Arc Welding ProcesseszoombadosNo ratings yet
- 1442-Article Text-7685-1-10-20180211 PDFDocument10 pages1442-Article Text-7685-1-10-20180211 PDFWolveriine JimenezNo ratings yet
- Park 2017 J. Phys. D Appl. Phys. 50 43LT03Document8 pagesPark 2017 J. Phys. D Appl. Phys. 50 43LT03fereidoon marefatNo ratings yet
- Spatial Structure of The Arc in A Pulsed GMAW Process: Journal of Physics D: Applied PhysicsDocument14 pagesSpatial Structure of The Arc in A Pulsed GMAW Process: Journal of Physics D: Applied PhysicsGustavo NettoNo ratings yet
- M.A. Wahab, 1998. The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessDocument7 pagesM.A. Wahab, 1998. The Prediction of The Temperature Distribution and Weld Pool Geometry in The Gas Metal Arc Welding ProcessHao KingNo ratings yet
- Sohail2014 Article CharacteristicsOfWeldPoolBehavDocument9 pagesSohail2014 Article CharacteristicsOfWeldPoolBehavIshan ShuklaNo ratings yet
- Investigation of Temperature and Residual StressesDocument10 pagesInvestigation of Temperature and Residual StressesNice place PlaceNo ratings yet
- A Study of The Thermal Behavior in Resistance Spot WeldsDocument9 pagesA Study of The Thermal Behavior in Resistance Spot WeldsLee Linky LeeNo ratings yet
- Ref 20Document9 pagesRef 20SREEJITH S NAIRNo ratings yet
- Numerical Modeling of Gmaw ArcDocument2 pagesNumerical Modeling of Gmaw Arcpradeep benedictNo ratings yet
- Effects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Document11 pagesEffects of Electrode Polarity On The Droplet Transfer Mode in Self-Shielded (Ok)Rafi ZhaffNo ratings yet
- Predicting Effect of Temperature Field On Sensitization of Alloy 690 WeldmentsDocument8 pagesPredicting Effect of Temperature Field On Sensitization of Alloy 690 WeldmentsRobert SimmonsNo ratings yet
- Investigations Into Effect of Weld-Deposition Pattern On ResidualDocument17 pagesInvestigations Into Effect of Weld-Deposition Pattern On Residualfereidoon marefatNo ratings yet
- Numerical Analysis of Arc Characteristics of Splitting Process Considering Ferromagnetic Plate in Low-Voltage Arc Chamber Yang2010Document7 pagesNumerical Analysis of Arc Characteristics of Splitting Process Considering Ferromagnetic Plate in Low-Voltage Arc Chamber Yang2010ElimyNo ratings yet
- Influence of Series RC Circuit Parameters On The - Streamer Discharge Process of Gas Spark SwitchDocument11 pagesInfluence of Series RC Circuit Parameters On The - Streamer Discharge Process of Gas Spark SwitchMIKS DARKNo ratings yet
- Thermal Efficiency of Welding ProcessesDocument11 pagesThermal Efficiency of Welding ProcessesRajesh PuniaNo ratings yet
- Influence of Hydrogen On The Changes in The Power of Barkhausen Jumps in FerromagnetsDocument7 pagesInfluence of Hydrogen On The Changes in The Power of Barkhausen Jumps in Ferromagnetsbrandt.nickNo ratings yet
- Aryigo 4 - Physics of Welding Part2 LancasterDocument20 pagesAryigo 4 - Physics of Welding Part2 LancasterAlexsander NascimentoNo ratings yet
- Heat and Mass Transfer in Gas Metal Arc Welding. Part I: The ArcDocument14 pagesHeat and Mass Transfer in Gas Metal Arc Welding. Part I: The ArcAnonymous VvPU8jG44No ratings yet
- Finite Difference Simulation of Low Carbon Steel Manual Arc WeldingDocument8 pagesFinite Difference Simulation of Low Carbon Steel Manual Arc WeldingRami GhorbelNo ratings yet
- Vacuum Arc RemeltingDocument8 pagesVacuum Arc RemeltingMuhammad Talha SyedNo ratings yet
- Thermal Efficiency and Arc Energy FEM ModelDocument5 pagesThermal Efficiency and Arc Energy FEM ModelWilly Villa SalsavilcaNo ratings yet
- Important PaperDocument11 pagesImportant PaperrahulNo ratings yet
- Predicting The Influence of Groove AngleDocument10 pagesPredicting The Influence of Groove AnglepragathidisNo ratings yet
- Artigo 2015 Computational Analysis of The Effect of Welding Parameters On Energy Consumption in GTA Welding ProcessDocument9 pagesArtigo 2015 Computational Analysis of The Effect of Welding Parameters On Energy Consumption in GTA Welding ProcessJoão Paulo NascimentoNo ratings yet
- Numerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakDocument9 pagesNumerical Simulation of Laser Full Penetration Welding: Komeil Kazemi, John A. GoldakHarris DanielNo ratings yet
- 2020 WITW, Pourmand, Jafari, EbrahimiDocument15 pages2020 WITW, Pourmand, Jafari, EbrahimiMostafaNo ratings yet
- Investigation Effect of Welding Polarity in Joint Bead Geometry and Mechanical Properties of Shielded Metal Arc Welding ProcessDocument12 pagesInvestigation Effect of Welding Polarity in Joint Bead Geometry and Mechanical Properties of Shielded Metal Arc Welding Processkhairy2013100% (1)
- Jenkins - Effect of Arc Electrode Temperature On Vapor and Fume CompositionDocument7 pagesJenkins - Effect of Arc Electrode Temperature On Vapor and Fume Compositionfereidoon marefatNo ratings yet
- Factors Affecting Variable Weld PenetrationDocument32 pagesFactors Affecting Variable Weld PenetrationRodney Vitorino DiasNo ratings yet
- Xiao 2010Document5 pagesXiao 201016055 Shamaha KhondokerNo ratings yet
- Tuek 2004Document9 pagesTuek 2004incognito81No ratings yet
- Mathematical Modelling of GTAW and GMAWDocument240 pagesMathematical Modelling of GTAW and GMAWpatriciatavares2009100% (2)
- Additive Journal 2 MainDocument17 pagesAdditive Journal 2 MainSaturnus PlutoNo ratings yet
- CFD Modelling of New Hot Metal Desulfurization TechnologyDocument14 pagesCFD Modelling of New Hot Metal Desulfurization Technologyjagadish mahataNo ratings yet
- International Journal of Thermal Sciences: Xuyang Chen, Gang Yu, Xiuli He, Shaoxia Li, Zhiyong LiDocument12 pagesInternational Journal of Thermal Sciences: Xuyang Chen, Gang Yu, Xiuli He, Shaoxia Li, Zhiyong LiCesar10TNo ratings yet
- Analysis of Microdischarges in - Asymmetric Dielectric Barrier - Discharges in ArgonDocument16 pagesAnalysis of Microdischarges in - Asymmetric Dielectric Barrier - Discharges in ArgonLeonardoNo ratings yet
- Numerical and Experimental Investigations of Variable Polarity Gas Tungsten Arc WeldingDocument2 pagesNumerical and Experimental Investigations of Variable Polarity Gas Tungsten Arc WeldingRohit MathurNo ratings yet
- 6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysDocument12 pages6) A Process Model For Friction Stir Welding of Age Hardening Aluminum AlloysMuhammad Umer Farooq AwanNo ratings yet
- Modeling of Transport Phenomena in Hybrid laser-MIG Keyhole WeldingDocument14 pagesModeling of Transport Phenomena in Hybrid laser-MIG Keyhole WeldingMelissaNo ratings yet
- Chen1996 Material Transfert Arc Relay 00Document15 pagesChen1996 Material Transfert Arc Relay 00CE DNo ratings yet
- Effect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFDocument23 pagesEffect of Heat Input On Dilution and Heat Affected Zone in Submerged Arc Welding Process PDFbiancogallazziNo ratings yet
- Mercier 2006Document13 pagesMercier 2006CHONKARN CHIABLAMNo ratings yet
- Arc Welding of Dissimilar Metals: FEA and Experiments: E. ScutelnicuDocument6 pagesArc Welding of Dissimilar Metals: FEA and Experiments: E. ScutelnicuRami GhorbelNo ratings yet
- Effect of Welding Current On Metal Transfer in GMAW: Archives of Materials Science and EngineeringDocument8 pagesEffect of Welding Current On Metal Transfer in GMAW: Archives of Materials Science and EngineeringRajaganapathy GanaNo ratings yet
- Gjpamv12n1 59Document20 pagesGjpamv12n1 59s_m_taheriNo ratings yet
- Article CIS 2021 21 pp.43-46Document4 pagesArticle CIS 2021 21 pp.43-46Maroš BobulaNo ratings yet
- FEA TITLEDocument6 pagesFEA TITLEamd mhmNo ratings yet
- An Analysis of The Shielding Gas Flow FRDocument12 pagesAn Analysis of The Shielding Gas Flow FRJovano BarpNo ratings yet
- Análisis de La Transferencia de Metales e Influencias Correlacionadas en El Bypass Doble GMAW de AluminioDocument8 pagesAnálisis de La Transferencia de Metales e Influencias Correlacionadas en El Bypass Doble GMAW de Aluminiodavid perezNo ratings yet
- BF02660998Document12 pagesBF02660998Ahmad Zulfy AlhamdyNo ratings yet
- 1 s2.0 S0924013618301870 MainDocument10 pages1 s2.0 S0924013618301870 Mainlethao2011No ratings yet
- Prof Abhay Bead ModelDocument13 pagesProf Abhay Bead Modelfereidoon marefatNo ratings yet
- Effect of In-Process Active Cooling On Forming Quality and Efficiency11Document8 pagesEffect of In-Process Active Cooling On Forming Quality and Efficiency11fereidoon marefatNo ratings yet
- Investigations Into Effect of Weld-Deposition Pattern On ResidualDocument17 pagesInvestigations Into Effect of Weld-Deposition Pattern On Residualfereidoon marefatNo ratings yet
- Evaluation of Tandem Controlled Short-Circuit GMAW For ImprovedDocument7 pagesEvaluation of Tandem Controlled Short-Circuit GMAW For Improvedfereidoon marefatNo ratings yet
- High Energy Physics MCQDocument9 pagesHigh Energy Physics MCQpriyaNo ratings yet
- Case Study Report BCDocument52 pagesCase Study Report BCSyifa Nur FitriaNo ratings yet
- Worktext in Mechanics For Teachers Module 6 Rotational Motion of RIgid Bodies 1Document8 pagesWorktext in Mechanics For Teachers Module 6 Rotational Motion of RIgid Bodies 1Rafael Coronel ZamoraNo ratings yet
- HE ROL Users GuideDocument42 pagesHE ROL Users GuideMiguel RomanNo ratings yet
- O Level Physics Formula SheetDocument2 pagesO Level Physics Formula SheetJereme Cheong93% (56)
- WRC 297Document94 pagesWRC 297joshuamaagNo ratings yet
- Homework 1 - Solutions: Problem 1 - Free Electron Fermi SurfaceDocument5 pagesHomework 1 - Solutions: Problem 1 - Free Electron Fermi SurfaceThanh NguyenNo ratings yet
- Technical Data Sheet for Exhaust Gas Bypass StackDocument3 pagesTechnical Data Sheet for Exhaust Gas Bypass StackZaki nouiNo ratings yet
- Met Glossary 1963 PDFDocument327 pagesMet Glossary 1963 PDFjavier albaNo ratings yet
- Cupper Tub Ficha TecnicaDocument10 pagesCupper Tub Ficha TecnicapierreNo ratings yet
- Cgs-A 10-121Document2 pagesCgs-A 10-121tahera aqeelNo ratings yet
- AIAA. Kinney, D. Conceptual Design of A Sharp-CTV (HGV) (RTN)Document19 pagesAIAA. Kinney, D. Conceptual Design of A Sharp-CTV (HGV) (RTN)darin koblickNo ratings yet
- Lecture 1 Basic ConceptsDocument30 pagesLecture 1 Basic ConceptsLidz BellaNo ratings yet
- Cold Rolled Steel Sections - Specification: Kenya StandardDocument21 pagesCold Rolled Steel Sections - Specification: Kenya StandardPEng. Tech. Alvince KoreroNo ratings yet
- Mat122 Exam S2 Apr 03.04Document5 pagesMat122 Exam S2 Apr 03.04Loago PeaceNo ratings yet
- Mechanisms and Machines Kinematics Dynamics and Synthesis 1st Edition Stanisic Solutions Manual DownloadDocument84 pagesMechanisms and Machines Kinematics Dynamics and Synthesis 1st Edition Stanisic Solutions Manual DownloadAlice Jones100% (25)
- Calculating allowable pressure for cylindrical shell designDocument14 pagesCalculating allowable pressure for cylindrical shell designToni100% (1)
- Expt.6 BEEE101P TheveninsTinkerCADDocument6 pagesExpt.6 BEEE101P TheveninsTinkerCADBaba YagaNo ratings yet
- Derivatives SolutionDocument22 pagesDerivatives SolutionNolan ConchaNo ratings yet
- Machine DesignDocument97 pagesMachine DesignGourav Kapoor100% (4)
- Minimum Orifice Plate Thickness To Avoid Plastic Deformation (Buckling)Document10 pagesMinimum Orifice Plate Thickness To Avoid Plastic Deformation (Buckling)Hadi VeyseNo ratings yet
- CBSE Class 12 MathsDocument4 pagesCBSE Class 12 MathsopbanjamsamNo ratings yet
- G8 Brandon.L Math Project T2 - 2021Document4 pagesG8 Brandon.L Math Project T2 - 2021Brandon LawyNo ratings yet
- Reference: ASTM E340-00 Bs en Iso 5817Document5 pagesReference: ASTM E340-00 Bs en Iso 5817Stela Gaviola100% (1)
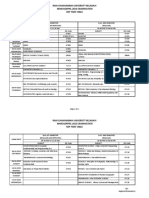
- NEP Time Table BSC FINALDocument2 pagesNEP Time Table BSC FINALKumar S pNo ratings yet
- Understanding Philosophy's Academic Meaning & FunctionsDocument6 pagesUnderstanding Philosophy's Academic Meaning & FunctionsJericho whiteNo ratings yet
- The Optimisation of Steam Turbine Design: Guy Richard WakeleyDocument163 pagesThe Optimisation of Steam Turbine Design: Guy Richard WakeleyTatan FirmansyahNo ratings yet
- Chem Long QuizDocument10 pagesChem Long QuizJamaica Mae GomezNo ratings yet
- CW ResitDocument6 pagesCW ResitSyed Muhammad AlamNo ratings yet
- WOKA 3652 - JP5000 - KeroseneDocument1 pageWOKA 3652 - JP5000 - KeroseneRavi ViswanadhaNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Introduction to Fly-By-Wire Flight Control SystemsFrom EverandIntroduction to Fly-By-Wire Flight Control SystemsRating: 5 out of 5 stars5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)