You might also like
- Understanding Running Effectiveness and Its UsesDocument11 pagesUnderstanding Running Effectiveness and Its UsesmaorpeNo ratings yet
- Manual Remote Starter Compustar 2W901Document22 pagesManual Remote Starter Compustar 2W901cristianbachNo ratings yet
- 300-Foundations & Equipment MountingDocument32 pages300-Foundations & Equipment MountingStephen KokoNo ratings yet
- Astm A66 07 PDFDocument3 pagesAstm A66 07 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Design of FoundationDocument26 pagesDesign of Foundationmessinho70% (1)
- Pre-Installation-Haas AutomationDocument21 pagesPre-Installation-Haas AutomationRavinder KadianNo ratings yet
- 51-60!02!500 Control Surface Balancing - Rudder - Adjustment - TestDocument8 pages51-60!02!500 Control Surface Balancing - Rudder - Adjustment - TestArmandoNo ratings yet
- Aviation Maintenance Technician Handbook—Powerplant (2024): FAA-H-8083-32BFrom EverandAviation Maintenance Technician Handbook—Powerplant (2024): FAA-H-8083-32BNo ratings yet
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsFrom EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsNo ratings yet
- Pump Bearing HousingDocument9 pagesPump Bearing Housingapi-372195253No ratings yet
- Design of Structures and Foundations For Vibrating Machines PDFDocument39 pagesDesign of Structures and Foundations For Vibrating Machines PDFsaputrafrandy_958992No ratings yet
- Api 4 FDocument84 pagesApi 4 FDaniel Arturo Acosta AlvarezNo ratings yet
- 300-Foundations & Equipment Mounting PDFDocument32 pages300-Foundations & Equipment Mounting PDFStephen KokoNo ratings yet
- SPC-0804.02-40.11 Rev D2 Design of Machine FoundationsDocument11 pagesSPC-0804.02-40.11 Rev D2 Design of Machine Foundationskamalsingla3100% (5)
- Poles (Concrete) Specification - NNSW PDFDocument35 pagesPoles (Concrete) Specification - NNSW PDFyahyaNo ratings yet
- AAR Manual of Standards and Recommended Practices Wheels and AxlesDocument42 pagesAAR Manual of Standards and Recommended Practices Wheels and AxlesestephaniNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- Machine FoundationDocument4 pagesMachine Foundationp kishorNo ratings yet
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- Steelwise PDFDocument4 pagesSteelwise PDFBilal RasheedNo ratings yet
- Lecturenote - 1071110427chapter-Vii-Design of Machine FoundationsDocument20 pagesLecturenote - 1071110427chapter-Vii-Design of Machine FoundationsBitrus Kuna DangyaraNo ratings yet
- Specifications Standards For Shafts Alignment PDFDocument18 pagesSpecifications Standards For Shafts Alignment PDFDelfinshNo ratings yet
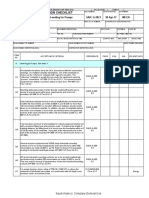
- Saudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 30-Apr-17 MechDocument15 pagesSaudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Final JKDW and SMC Report For Veladero ProjectDocument50 pagesFinal JKDW and SMC Report For Veladero ProjectYesi Ceballos100% (1)
- Design of Machine FoundationsDocument39 pagesDesign of Machine FoundationsErind MaciNo ratings yet
- Iso 527-1 V 2019Document16 pagesIso 527-1 V 2019Ben Nsir SoniaNo ratings yet
- Inspection of Support Foundation Prior To Structural or Equipment Installation SAIC-M-2006 03-Apr-22 MechDocument2 pagesInspection of Support Foundation Prior To Structural or Equipment Installation SAIC-M-2006 03-Apr-22 MechsankuNo ratings yet
- Random VariableDocument15 pagesRandom VariableKhim Aporbo EtchonNo ratings yet
- Pages From API Standard 610 Centrifugal PumpsDocument1 pagePages From API Standard 610 Centrifugal PumpsAgustin A.100% (1)
- Alignment InstructionsDocument19 pagesAlignment Instructionskrishnaprasad_rajaseNo ratings yet
- Manual 610p Eng PDFDocument103 pagesManual 610p Eng PDFDaniel Maldonado ForinNo ratings yet
- Arema Specifications For Special Trackwork 100-08 For Rails 115 Lb. and HeavierDocument13 pagesArema Specifications For Special Trackwork 100-08 For Rails 115 Lb. and HeavierToni Garrote Ferrero100% (2)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Foundations For Vibrating Machines: Shamsher Prakash Vijay K. PuriDocument53 pagesFoundations For Vibrating Machines: Shamsher Prakash Vijay K. PuriAliNo ratings yet
- 15419Document29 pages15419tushar11singhNo ratings yet
- Design and Construction of Machine Foundations - Code of PracticeDocument12 pagesDesign and Construction of Machine Foundations - Code of PracticeMalar ManoharanNo ratings yet
- MR Num4-EnDocument14 pagesMR Num4-EnaminardakaniNo ratings yet
- Astm 503a-503mDocument3 pagesAstm 503a-503mNorman ricardo RojoNo ratings yet
- Saudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 25-May-05 MechDocument2 pagesSaudi Aramco Inspection Checklist: Mounting Plate Installation and Leveling For Pumps SAIC-G-2021 25-May-05 Mechqazi12No ratings yet
- Astm A66Document3 pagesAstm A66Darwin DarmawanNo ratings yet
- Manual de Normas para Ruedas y Ejes de LocomotorasDocument42 pagesManual de Normas para Ruedas y Ejes de LocomotorasestephaniNo ratings yet
- Steel Screw Spikes: Standard Specification ForDocument3 pagesSteel Screw Spikes: Standard Specification ForVivi VargasNo ratings yet
- Lecture 6 Body & Guide WaysDocument48 pagesLecture 6 Body & Guide WaysLUKI INDRA WIRANo ratings yet
- Bored PilingDocument23 pagesBored Pilingwalid abou kachfeNo ratings yet
- Anchor Bolt Specification Conflicts December 2006Document7 pagesAnchor Bolt Specification Conflicts December 2006Bruce SuprenantNo ratings yet
- Hàn khung gầm xe (tiếng anh)Document5 pagesHàn khung gầm xe (tiếng anh)Đặng Hoàng NguyênNo ratings yet
- Ansi Asabe Ep576.1 Jul2008Document3 pagesAnsi Asabe Ep576.1 Jul2008Stephan0% (1)
- Shaft-Mounted Speed Reducers: Torque Arm Design Considerations ForDocument5 pagesShaft-Mounted Speed Reducers: Torque Arm Design Considerations ForanshineeNo ratings yet
- A 503 - A 503M - 01 Qtuwmy0wmqDocument3 pagesA 503 - A 503M - 01 Qtuwmy0wmqCHRISTIAN ZAVALANo ratings yet
- Saudi Aramco Inspection ChecklistDocument14 pagesSaudi Aramco Inspection Checklistpookkoya thangalNo ratings yet
- Ams 2449 - 2004Document12 pagesAms 2449 - 2004Ehab HarbNo ratings yet
- Influence of Elastic Foundation Structures On The Rotor Dynamics PDFDocument8 pagesInfluence of Elastic Foundation Structures On The Rotor Dynamics PDFyonex215317No ratings yet
- 07-02 - Bridge CranesDocument12 pages07-02 - Bridge CranesFolayemiNo ratings yet
- 15419Document29 pages15419Sadashiva SahooNo ratings yet
- Dodge 268700 Instruction SheetDocument20 pagesDodge 268700 Instruction SheetJOSE LOPEZNo ratings yet
- Specification For Electric Chain Hoists (First Revision of IS 6547)Document24 pagesSpecification For Electric Chain Hoists (First Revision of IS 6547)Dheeraj ThakurNo ratings yet
- Agn232 ADocument6 pagesAgn232 AariwibowoNo ratings yet
- Bridge Technical Note 2018 - 025 AS5100 Part 5 November 2018 PDFDocument2 pagesBridge Technical Note 2018 - 025 AS5100 Part 5 November 2018 PDFMilind TrivediNo ratings yet
- Data Sheet - RounderDocument3 pagesData Sheet - RounderNicholasy FungNo ratings yet
- Influence of Elastic Foundation Structures On The Rotor DynamicsDocument8 pagesInfluence of Elastic Foundation Structures On The Rotor DynamicsVodanh Tieutot100% (1)
- Section 6: Foundation: 6.1 GeneralDocument13 pagesSection 6: Foundation: 6.1 GeneralwaliNo ratings yet
- Drawbars-Agricultural Wheel TractorsDocument4 pagesDrawbars-Agricultural Wheel Tractorselkin880604No ratings yet
- Haas PDFDocument21 pagesHaas PDFIsrael EspinoNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Pammb 500 10CSTDocument1 pagePammb 500 10CSTadhyharmonypngNo ratings yet
- MSP 3008Document2 pagesMSP 3008adhyharmonypngNo ratings yet
- Sound Waves and Acoustic Emission - Claudia BarileDocument59 pagesSound Waves and Acoustic Emission - Claudia BarileadhyharmonypngNo ratings yet
- D265T063Document6 pagesD265T063adhyharmonypngNo ratings yet
- Flowmas25L MK2 ManualDocument18 pagesFlowmas25L MK2 ManualadhyharmonypngNo ratings yet
- Cone Crusher Strategy v1.0Document3 pagesCone Crusher Strategy v1.0adhyharmonypngNo ratings yet
- Document Transmittal RecordDocument1 pageDocument Transmittal RecordadhyharmonypngNo ratings yet
- SAE and ISO Viscosity ValuesDocument2 pagesSAE and ISO Viscosity ValuesadhyharmonypngNo ratings yet
- 1602-A2 Performance Test Certificate R1Document1 page1602-A2 Performance Test Certificate R1adhyharmonypngNo ratings yet
- Ansi Ashrae Standard 64-2020Document18 pagesAnsi Ashrae Standard 64-2020Michael ZannisNo ratings yet
- Activity 6.4.2: Challenge VLSM Calculation and Addressing DesignDocument12 pagesActivity 6.4.2: Challenge VLSM Calculation and Addressing DesignFati Fati100% (1)
- EBARA Reference DataDocument6 pagesEBARA Reference DataMarcelo Peretti100% (1)
- CV 9000Document2 pagesCV 9000ophtho india incNo ratings yet
- Towards Quality and QOS Assessment For VoLTE - IMSWFDocument42 pagesTowards Quality and QOS Assessment For VoLTE - IMSWFSyed Ahsan AliNo ratings yet
- Fama-French Model Concept and ApplicationDocument15 pagesFama-French Model Concept and ApplicationN Shraveen RajNo ratings yet
- Evaluation of Semen1Document33 pagesEvaluation of Semen1Litan ReangNo ratings yet
- Log ChromiumDocument1 pageLog ChromiumA.B STUDIOSNo ratings yet
- Aws Interview QuestionsDocument49 pagesAws Interview Questionsyuva razNo ratings yet
- Distillation Equipment: Standard Specification ForDocument4 pagesDistillation Equipment: Standard Specification ForAhmed AlzubaidiNo ratings yet
- Prefinal Gross Ana LabDocument6 pagesPrefinal Gross Ana LabEJ GejonNo ratings yet
- A Spectrophotometric Study of The Complex Formation Between Iron (III) and Salicylic AcidDocument6 pagesA Spectrophotometric Study of The Complex Formation Between Iron (III) and Salicylic AcidXuân ThảoNo ratings yet
- How Much Energy Do Sidelighting Strategies Save?Document23 pagesHow Much Energy Do Sidelighting Strategies Save?gugnasidhuNo ratings yet
- EarthquakeDocument46 pagesEarthquakeMARY GRACE FACULARINNo ratings yet
- Studio One 5 - Release NotesDocument20 pagesStudio One 5 - Release NotesFredrick Yosafat SinlaeloeNo ratings yet
- 01 Op-Amps Student TutorialDocument12 pages01 Op-Amps Student TutorialniomariNo ratings yet
- Stat and Prob Oral ExamDocument2 pagesStat and Prob Oral ExamRam ArmaNo ratings yet
- Excel Chart Trendline FormulasDocument3 pagesExcel Chart Trendline FormulasSZaungg NauuNo ratings yet
- Curve Table R4Document13 pagesCurve Table R4Vijay ChauhanNo ratings yet
- RB1700 ActDocument6 pagesRB1700 ActArbaz KhanNo ratings yet
- CapacitorDocument35 pagesCapacitorjolieprincesseishimweNo ratings yet
- Tipping Bucket Automated Precipitation GaugeDocument3 pagesTipping Bucket Automated Precipitation Gaugefree_mcafeeNo ratings yet
- Enzyme Lab 1Document4 pagesEnzyme Lab 1PrincessTNo ratings yet
- IPM45 ClarkeDocument8 pagesIPM45 ClarkedevendratandleNo ratings yet