You might also like
- Test Strategy Template 04Document28 pagesTest Strategy Template 04Tuyen DinhNo ratings yet
- KSA-POP-010-General Guidelines For Sampling For Laboratory TestingDocument7 pagesKSA-POP-010-General Guidelines For Sampling For Laboratory TestingASHJANNo ratings yet
- Robustness Valdiation Step by StepDocument36 pagesRobustness Valdiation Step by StepGreenheart OussamaNo ratings yet
- Validation Master PlanDocument33 pagesValidation Master PlanisralmayoorNo ratings yet
- Case Study For Southwestern University Food Service RevenueDocument4 pagesCase Study For Southwestern University Food Service RevenuekngsniperNo ratings yet
- Validation and Facility Design PDFDocument16 pagesValidation and Facility Design PDFjpabloqfNo ratings yet
- NDT Screening MethodDocument180 pagesNDT Screening MethodAjith Kumar100% (2)
- Aircraft System Safety: Assessments for Initial Airworthiness CertificationFrom EverandAircraft System Safety: Assessments for Initial Airworthiness CertificationNo ratings yet
- Hazop ProcedureDocument15 pagesHazop Procedureartlet100% (1)
- Reliability Best Practices: Review TheseDocument18 pagesReliability Best Practices: Review TheseSV SANKARAMOORTHYNo ratings yet
- Testing in System Integration ProjectDocument23 pagesTesting in System Integration ProjectMelissa Miller100% (3)
- Highlight On "Hazop" For Engineering Safety ReviewDocument8 pagesHighlight On "Hazop" For Engineering Safety ReviewliamsiNo ratings yet
- UAT ChecklistDocument10 pagesUAT ChecklistMmohammad Khairul Alom100% (2)
- Iqoqpq RMGDocument11 pagesIqoqpq RMGjpmaurya7750% (4)
- The Aesthetic Revolution and Its Outcomes, Jacques RanciereDocument19 pagesThe Aesthetic Revolution and Its Outcomes, Jacques RanciereTheoria100% (1)
- Sample Test StrategyDocument14 pagesSample Test Strategyrambabu.mNo ratings yet
- GUIDE MQA 007 007 (Non Sterile Process Validation)Document9 pagesGUIDE MQA 007 007 (Non Sterile Process Validation)William ChandraNo ratings yet
- Guidelines For Selecting and Using ISTA Test Procedures and ProjectsDocument16 pagesGuidelines For Selecting and Using ISTA Test Procedures and ProjectsScott KramerNo ratings yet
- Quality Core ToolsDocument14 pagesQuality Core Toolsالعاب الاطفال- jeux enfantsNo ratings yet
- Guidelines MQAPDocument714 pagesGuidelines MQAPprantik saikiaNo ratings yet
- 78 Complaint Annulment of Documents PDFDocument3 pages78 Complaint Annulment of Documents PDFjd fang-asanNo ratings yet
- Make Trip Test PlanDocument11 pagesMake Trip Test PlanLê Tuấn Kiệt100% (1)
- NDT Overview M1 Part2Document55 pagesNDT Overview M1 Part2Leon Heart FC100% (1)
- Test Plan Test Strategy TemplateDocument29 pagesTest Plan Test Strategy TemplateAnil KumarNo ratings yet
- Risk Based InspectionDocument2 pagesRisk Based InspectionyogolainNo ratings yet
- Quickstart V. 1.1: A Setting of Damned Souls and Unearthly Horrors For 5 EditionDocument35 pagesQuickstart V. 1.1: A Setting of Damned Souls and Unearthly Horrors For 5 EditionÁdám Markó100% (2)
- E.I Dupont de Nemours & Co. vs. Francisco, Et - Al.Document3 pagesE.I Dupont de Nemours & Co. vs. Francisco, Et - Al.Carmille Marge MercadoNo ratings yet
- SAC-SINGLAS 002 (JUNE 2018) : Guidelines For The Application of ISO/IEC 17025: 2017Document8 pagesSAC-SINGLAS 002 (JUNE 2018) : Guidelines For The Application of ISO/IEC 17025: 2017Michael AngNo ratings yet
- Anne Mette Jonassen Hass Guide To Software Testing - Ejemplo PDFDocument7 pagesAnne Mette Jonassen Hass Guide To Software Testing - Ejemplo PDFurielNo ratings yet
- Project Name Test PlanDocument21 pagesProject Name Test PlanSunilkumar KotturuNo ratings yet
- Applied R&M Manual For Defence Systems Part D - Supporting TheoryDocument18 pagesApplied R&M Manual For Defence Systems Part D - Supporting Theoryjllamasr11No ratings yet
- p19 Caeal Unce Pol Rev 1-4Document39 pagesp19 Caeal Unce Pol Rev 1-4Januusz RuizNo ratings yet
- NATA Incertitudine MasurareDocument3 pagesNATA Incertitudine MasuraremikyNo ratings yet
- Risk Analysis of A Distillation Unit: Taylor, J.R. Hansen, O. Jensen, C. Jacobsen, O.F. Justesen, M. Kjærgaard, SDocument99 pagesRisk Analysis of A Distillation Unit: Taylor, J.R. Hansen, O. Jensen, C. Jacobsen, O.F. Justesen, M. Kjærgaard, SMartin BishwasNo ratings yet
- Guidelines Concerning Calibration Intervals and RecalibrationDocument9 pagesGuidelines Concerning Calibration Intervals and RecalibrationBioingenieria LANo ratings yet
- A Survey On Test Case Selection and Prioritization TechniquesDocument6 pagesA Survey On Test Case Selection and Prioritization TechniquesChethan GowdaNo ratings yet
- Running The Operation: Chapter EightDocument10 pagesRunning The Operation: Chapter EightrambhadesiNo ratings yet
- Automotive Technology and Manufacturing Readiness LevelsDocument7 pagesAutomotive Technology and Manufacturing Readiness LevelskikorrasNo ratings yet
- Material Verifications Program - VA21008Document14 pagesMaterial Verifications Program - VA21008alicia sambaiNo ratings yet
- Quality Control and Quality AssuranceDocument6 pagesQuality Control and Quality AssuranceIJRASETPublicationsNo ratings yet
- Test Strategy: Master Reference Table Data Steward Web Application Release 4aDocument8 pagesTest Strategy: Master Reference Table Data Steward Web Application Release 4aDheepaNo ratings yet
- Correspondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationDocument11 pagesCorrespondence Equipment Reliability Process Improvement and Preventive Maintenance OptimizationAmar SaadiNo ratings yet
- Aqa Directive 2 Jan 2015 QTP AtpDocument24 pagesAqa Directive 2 Jan 2015 QTP AtpMr WizardNo ratings yet
- WMT ISI - Deposit Bonus Program - Test Assessment - V0.1Document13 pagesWMT ISI - Deposit Bonus Program - Test Assessment - V0.1Natsu ENDNo ratings yet
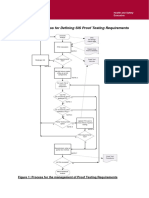
- Appendix 1: Process For Defining SIS Proof Testing RequirementsDocument8 pagesAppendix 1: Process For Defining SIS Proof Testing RequirementsBalamurugan SambanthanNo ratings yet
- Equipment IntroductionDocument5 pagesEquipment IntroductionBeneyam SahelemariamNo ratings yet
- 0923 OMICRON Article Effective and Efficient Protection TestingDocument11 pages0923 OMICRON Article Effective and Efficient Protection Testingfelipe vaqueroNo ratings yet
- Hydrogen Detection System Method StatementDocument37 pagesHydrogen Detection System Method StatementNideesh RobertNo ratings yet
- Software Quality Engineering (Assignment # 3 (CEP) ) : University of Engineering and Technology, MardanDocument8 pagesSoftware Quality Engineering (Assignment # 3 (CEP) ) : University of Engineering and Technology, MardanMuhammad HamzaNo ratings yet
- Latest Advances in RBI - Session 2 - 1Document38 pagesLatest Advances in RBI - Session 2 - 1Ahmed Abd ElmegeedNo ratings yet
- ISOIEC 17025 Application DocumentDocument42 pagesISOIEC 17025 Application DocumentHarleyAGNo ratings yet
- Clear ValidDocument9 pagesClear ValidAli RazaNo ratings yet
- 24 OrangeHRM Test Plan Lyst3156Document7 pages24 OrangeHRM Test Plan Lyst3156royalsindhav007No ratings yet
- Reliability-Centered Test: Nelson 0. Wood, Ieee CorporationDocument3 pagesReliability-Centered Test: Nelson 0. Wood, Ieee CorporationLaura RoseroNo ratings yet
- Annex 1 EM FAQ - Final - 11761 - 20230711055302481Document33 pagesAnnex 1 EM FAQ - Final - 11761 - 20230711055302481Debasish26No ratings yet
- 2020 ISTA GuidelinesDocument18 pages2020 ISTA GuidelinesMei Lee ChingNo ratings yet
- Review On Implementation of Quality by DesignDocument5 pagesReview On Implementation of Quality by DesignInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Roadmap For Testing TemplateDocument9 pagesRoadmap For Testing TemplateVijay SuryaNo ratings yet
- ISTQB Chapter 1 and 2 Notes UpdatedDocument11 pagesISTQB Chapter 1 and 2 Notes UpdatedTrainerNo ratings yet
- SAMPLE-Mantra Systems-Clinical Evaluation Plan Template-Edition 1.0Document13 pagesSAMPLE-Mantra Systems-Clinical Evaluation Plan Template-Edition 1.0WALEED220866No ratings yet
- Reliability Test Planning - Guidance: Probability of A Fuse Igniting Without Failure in A Weapon System 90%Document4 pagesReliability Test Planning - Guidance: Probability of A Fuse Igniting Without Failure in A Weapon System 90%durgesh koliNo ratings yet
- Lec 3 Tester Foundation Level CTFLDocument80 pagesLec 3 Tester Foundation Level CTFLPhilip WagihNo ratings yet
- CFD For Containment A Question MarkDocument18 pagesCFD For Containment A Question Marksanjeeviaq6873No ratings yet
- Assurance Technologies Principles and Practices: A Product, Process, and System Safety PerspectiveFrom EverandAssurance Technologies Principles and Practices: A Product, Process, and System Safety PerspectiveNo ratings yet
- Use of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsFrom EverandUse of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsNo ratings yet
- Swami VivekanandaDocument20 pagesSwami VivekanandaRitusharma75No ratings yet
- SOW OutlineDocument3 pagesSOW Outlineapi-3697776100% (1)
- If I Was The President of Uganda by Isaac Christopher LubogoDocument69 pagesIf I Was The President of Uganda by Isaac Christopher LubogolubogoNo ratings yet
- FINAL-Ordinance B.tech - 1Document12 pagesFINAL-Ordinance B.tech - 1Utkarsh PathakNo ratings yet
- Social Dimensions OF EducationDocument37 pagesSocial Dimensions OF Educationjorolan.annabelleNo ratings yet
- OD428150379753135100Document1 pageOD428150379753135100Sourav SantraNo ratings yet
- PNB V DalmacioDocument6 pagesPNB V DalmacioRuss TuazonNo ratings yet
- 2.1 Song of The Open RoadDocument10 pages2.1 Song of The Open RoadHariom yadavNo ratings yet
- TolemicaDocument101 pagesTolemicaPrashanth KumarNo ratings yet
- Introduction To Paid Search Advertising - TranscriptDocument4 pagesIntroduction To Paid Search Advertising - TranscriptAnudeep KumarNo ratings yet
- The State of Iowa Resists Anna Richter Motion To Expunge Search Warrant and Review Evidence in ChambersDocument259 pagesThe State of Iowa Resists Anna Richter Motion To Expunge Search Warrant and Review Evidence in ChambersthesacnewsNo ratings yet
- BloggingDocument8 pagesBloggingbethNo ratings yet
- Romantic Criticism of Shakespearen DramaDocument202 pagesRomantic Criticism of Shakespearen DramaRafael EscobarNo ratings yet
- Cadila PharmaDocument16 pagesCadila PharmaIntoxicated WombatNo ratings yet
- Problem Set 9Document2 pagesProblem Set 9Siham BuuleNo ratings yet
- Tiktok PresentationDocument17 pagesTiktok Presentationapi-681531475No ratings yet
- Monopolistic CompetitionDocument4 pagesMonopolistic CompetitionAzharNo ratings yet
- 3-16-16 IndyCar Boston / Boston Grand Prix Meeting SlidesDocument30 pages3-16-16 IndyCar Boston / Boston Grand Prix Meeting SlidesThe Fort PointerNo ratings yet
- Final Annexes Evaluation Use Consultants ApwsDocument51 pagesFinal Annexes Evaluation Use Consultants ApwsSure NameNo ratings yet
- Top 7506 SE Applicants For FB PostingDocument158 pagesTop 7506 SE Applicants For FB PostingShi Yuan ZhangNo ratings yet
- Module 2. Lesson 2. OverexploitationDocument11 pagesModule 2. Lesson 2. OverexploitationJephthah Faith Adorable-PalicNo ratings yet
- Supermarkets - UK - November 2015 - Executive SummaryDocument8 pagesSupermarkets - UK - November 2015 - Executive Summarymaxime78540No ratings yet
- Sales ProcessDocument4 pagesSales ProcessIsaac MorokoNo ratings yet
- Stabroek News Poetry of AJ Seymour Celebrated - Stabroek News - Georgetown, GuyanaDocument1 pageStabroek News Poetry of AJ Seymour Celebrated - Stabroek News - Georgetown, GuyanaPaulina MassayNo ratings yet
- Spiritual RealityDocument3 pagesSpiritual RealityhysiokijNo ratings yet