You might also like
- Modern Physics: Radioactive Decay, Fission, and Chain ReactionsDocument9 pagesModern Physics: Radioactive Decay, Fission, and Chain ReactionsNaushed NihalNo ratings yet
- PB Electr Conductive Adhesives e PDFDocument4 pagesPB Electr Conductive Adhesives e PDFMhand OughanemNo ratings yet
- Tandem MIGDocument1 pageTandem MIGWeedman92No ratings yet
- Tandem MIG ProcessDocument4 pagesTandem MIG ProcessAbhiSahaNo ratings yet
- Expert System For Wire Cutting EDMDocument6 pagesExpert System For Wire Cutting EDMThi Phuong Thanh LeNo ratings yet
- Svetsaren Vol 58 Tandem MIG MAG WeldingDocument2 pagesSvetsaren Vol 58 Tandem MIG MAG WeldinglvcuichanghuaNo ratings yet
- RO4835IND LoPro Laminate Data SheetDocument2 pagesRO4835IND LoPro Laminate Data SheetChar OuzoNo ratings yet
- Progress in MIG/MAG-Welding With The Help of Modern Multi-Process Welding Power SourcesDocument9 pagesProgress in MIG/MAG-Welding With The Help of Modern Multi-Process Welding Power SourcesbryłaNo ratings yet
- Conector de Resorte Azul-Naranja 22-12 AWGDocument4 pagesConector de Resorte Azul-Naranja 22-12 AWGAndrés FloresNo ratings yet
- Mgt-Xlpe Oscr LSZH Swa LSZH 2.5 RedDocument2 pagesMgt-Xlpe Oscr LSZH Swa LSZH 2.5 RedJason Secret100% (1)
- RO3003G2 Data SheetDocument4 pagesRO3003G2 Data SheetFarid MORABETNo ratings yet
- Ultra Subminiature Detection Switch With Slide Mechanism and Lever ActuatorDocument3 pagesUltra Subminiature Detection Switch With Slide Mechanism and Lever ActuatorSgly ZemogNo ratings yet
- Transtig Magicwave: The Ultimate in Tig WeldingDocument12 pagesTranstig Magicwave: The Ultimate in Tig WeldingHMS MAKINANo ratings yet
- Stoody® 100HCDocument1 pageStoody® 100HCSiddharth DasNo ratings yet
- 37Dl Plus: Advanced Ultrasonic Corrosion GageDocument4 pages37Dl Plus: Advanced Ultrasonic Corrosion GageJuan Diego Serrano LeónNo ratings yet
- 1DB 79641 enDocument1 page1DB 79641 enFreddy MormontoyNo ratings yet
- RT-duroid 6202 Laminate Data SheetDocument2 pagesRT-duroid 6202 Laminate Data SheetAditya Bonnerjee 21BEC0384No ratings yet
- RT/duroid 6202PR: High Frequency LaminatesDocument2 pagesRT/duroid 6202PR: High Frequency LaminatesmaamriaNo ratings yet
- MC 201SCDocument4 pagesMC 201SCgotcha75No ratings yet
- Door Interlock Switch D2TDocument4 pagesDoor Interlock Switch D2TMuhamad PriyatnaNo ratings yet
- 92ML Data SheetDocument4 pages92ML Data SheetEduardo Ruiz PalominoNo ratings yet
- 8 LD Mesh Ribbon AnodesDocument2 pages8 LD Mesh Ribbon AnodesFareed KhanNo ratings yet
- Robust Step Switch Controlled Machines With Optimum PerformanceDocument2 pagesRobust Step Switch Controlled Machines With Optimum PerformancenyaungzinNo ratings yet
- Twin Wire Mig BroDocument8 pagesTwin Wire Mig Broraghavender1No ratings yet
- MPP Short NoteDocument22 pagesMPP Short NoteAsif BNo ratings yet
- Helukabel M20099 en GBDocument1 pageHelukabel M20099 en GBWilfrido Martinez LNo ratings yet
- RT-duroid 5870 - 5880 Data SheetDocument2 pagesRT-duroid 5870 - 5880 Data SheetDenis CarlosNo ratings yet
- Rod & Pipe Demagnetizing DeviceDocument4 pagesRod & Pipe Demagnetizing Devicemah_abdelaalNo ratings yet
- 128en PDFDocument2 pages128en PDFspicajamesNo ratings yet
- Description Appearance: Silicon 5 Watt Zener DiodesDocument3 pagesDescription Appearance: Silicon 5 Watt Zener DiodesJosé RodríguezNo ratings yet
- Mig 350 Inverter Mig Mag Welding MachinesDocument1 pageMig 350 Inverter Mig Mag Welding MachinesWayneNo ratings yet
- Introduction To Wire-Cut EdmDocument7 pagesIntroduction To Wire-Cut EdmZamree Bin HarunNo ratings yet
- Nexans 213560Document3 pagesNexans 213560Juan Esteban Benjumea BenjumeaNo ratings yet
- Electric Hoist Dam DBM 1Document10 pagesElectric Hoist Dam DBM 1howard bitasNo ratings yet
- SBEM Top Mounted Displacement SwitchDocument4 pagesSBEM Top Mounted Displacement SwitchvaibhavnriitmNo ratings yet
- RT Duroid 6002 Laminate Data SheetDocument2 pagesRT Duroid 6002 Laminate Data SheetPratikNo ratings yet
- Power CAGE CLAMP 60369122Document12 pagesPower CAGE CLAMP 60369122Rafael GermanoNo ratings yet
- Operational Instruction: Line Bushing Explosion-Proof and Pressure-SealedDocument5 pagesOperational Instruction: Line Bushing Explosion-Proof and Pressure-SealedIvanNo ratings yet
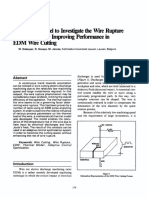
- Thermal Model To Investigate The Wire RuptureDocument12 pagesThermal Model To Investigate The Wire RuptureThi Phuong Thanh LeNo ratings yet
- Decovolt - Miniature Circuit BreakerDocument7 pagesDecovolt - Miniature Circuit BreakerAnonymous 8lxxbNcA0sNo ratings yet
- Analysis of Kerf in Micro EdmDocument5 pagesAnalysis of Kerf in Micro EdmTarunNo ratings yet
- Wire Edm, Edg, EddgDocument23 pagesWire Edm, Edg, EddgKrishna GopalNo ratings yet
- Applsci 09 00353 v2Document10 pagesApplsci 09 00353 v2Леонид ЗоринNo ratings yet
- Somos PerFORM Datasheet Complete PDFDocument4 pagesSomos PerFORM Datasheet Complete PDFAdriano AraujoNo ratings yet
- T-Gage Iv MM: VersatilityDocument2 pagesT-Gage Iv MM: VersatilityPablo MondragónNo ratings yet
- 7 0 PDFDocument6 pages7 0 PDFNur Muhammad DzikriNo ratings yet
- Roll Form Strander - NEWDocument8 pagesRoll Form Strander - NEWAbdul HarisNo ratings yet
- Nexans - Medium Hard Drawn Copper Cabl...Document1 pageNexans - Medium Hard Drawn Copper Cabl...hamza salamiNo ratings yet
- Somos PerFORM SS-PDS Letter PDFDocument2 pagesSomos PerFORM SS-PDS Letter PDFAdriano AraujoNo ratings yet
- VC 06.07.07Document36 pagesVC 06.07.07Razvan SasuNo ratings yet
- TriMEC VC Catalog E 0901Document36 pagesTriMEC VC Catalog E 0901Razvan SasuNo ratings yet
- MV Joints & Terminations - 0Document20 pagesMV Joints & Terminations - 0Ivica BozićNo ratings yet
- RDSO Elrs CableDocument1 pageRDSO Elrs CableNiraj KumarNo ratings yet
- Nit Rourkela, Mechanical Engineering Department, Specialisation-Production)Document1 pageNit Rourkela, Mechanical Engineering Department, Specialisation-Production)anon_999896239No ratings yet
- DKPWDocument5 pagesDKPWMurad AlamNo ratings yet
- Indeco Welding Cable WS-105 600 V: DescriptionDocument3 pagesIndeco Welding Cable WS-105 600 V: DescriptionElmer Leodan Rojas CachayNo ratings yet
- Spark Gap Diverter: FeaturesDocument2 pagesSpark Gap Diverter: Featurescadel1030No ratings yet
- Presentation 10Document14 pagesPresentation 10riya.3No ratings yet
- Vacuum Stepper Motors: Arun Microelectronics LimitedDocument3 pagesVacuum Stepper Motors: Arun Microelectronics LimitedMuraleetharan BoopathiNo ratings yet
- Token Ring Technology ReportFrom EverandToken Ring Technology ReportNo ratings yet
- Pneumatic CylindersDocument10 pagesPneumatic Cylinderssaid ismailNo ratings yet
- Test No1 I. Circle The Word Whose Underlined Part Is Pronounced Differently From The RestDocument4 pagesTest No1 I. Circle The Word Whose Underlined Part Is Pronounced Differently From The Restmomobear152No ratings yet
- Iit Lec 2021 - PH101 - Lecture01Document21 pagesIit Lec 2021 - PH101 - Lecture01Vivek ParleyNo ratings yet
- Roofing With Filler Slab - Auroville WikiDocument1 pageRoofing With Filler Slab - Auroville WikiRevathi HariharanNo ratings yet
- Effect of Friction Stir Processing On Microstructural, Mechanical, and Corrosion Properties of Al Si12 Additive Manufactured ComponentsDocument11 pagesEffect of Friction Stir Processing On Microstructural, Mechanical, and Corrosion Properties of Al Si12 Additive Manufactured ComponentsSathya prakashNo ratings yet
- Fluidic-Based Instruments For Space Biology Research in CubeSatsDocument9 pagesFluidic-Based Instruments For Space Biology Research in CubeSatsnoeliaquispecondoriNo ratings yet
- Fluorescent Ballast Troubleshooting Guide ADVANCE 1Document11 pagesFluorescent Ballast Troubleshooting Guide ADVANCE 1franklynNo ratings yet
- OMV-InDOIL General Digitalni KatalogDocument194 pagesOMV-InDOIL General Digitalni KatalogthanhluanvtNo ratings yet
- Thesis Sameer MuslehDocument157 pagesThesis Sameer Muslehyelinelif1993No ratings yet
- The Otto Schmidt's Inter-Stellar Dust TheoremDocument1 pageThe Otto Schmidt's Inter-Stellar Dust TheoremKC CampilanNo ratings yet
- Master Secrets - Vol1 - Vers2 PDFDocument70 pagesMaster Secrets - Vol1 - Vers2 PDFBronson FrederickNo ratings yet
- June 2006 6679 Mechanics M3 Mark Scheme: Yxx Xyx XXX XX X X X X XDocument10 pagesJune 2006 6679 Mechanics M3 Mark Scheme: Yxx Xyx XXX XX X X X X XMargarita SatrakiNo ratings yet
- Ednalite Polarizer Filter PDFDocument3 pagesEdnalite Polarizer Filter PDFOMAR RAMIREZ GUERRERONo ratings yet
- Activity No. 8 Impedance of Inductance, Resistance and Capacitance CircuitDocument5 pagesActivity No. 8 Impedance of Inductance, Resistance and Capacitance CircuitJohn Paul BaquiranNo ratings yet
- Average Rates of ChangeDocument3 pagesAverage Rates of ChangeCyn SyjucoNo ratings yet
- Experiment 2 Lab Report GuidanceDocument5 pagesExperiment 2 Lab Report GuidanceFatin FarwizahNo ratings yet
- Vibrations and Accoustics Lab Re-Port (MECA-H-411)Document27 pagesVibrations and Accoustics Lab Re-Port (MECA-H-411)Jawad BessedjerariNo ratings yet
- Note 2Document125 pagesNote 2Aiman MazlanNo ratings yet
- Testing of InsulatorsDocument5 pagesTesting of InsulatorsEzekiel IyamuNo ratings yet
- Results and Discussion:: Figure 1 (Steel Reinforced Concrete Beam Strain and Stress Diagram)Document6 pagesResults and Discussion:: Figure 1 (Steel Reinforced Concrete Beam Strain and Stress Diagram)sikandar abbasNo ratings yet
- Chapter3 - Electric Flux Density, Gauss's Law, and DivergenceDocument23 pagesChapter3 - Electric Flux Density, Gauss's Law, and DivergenceAngelo De CastroNo ratings yet
- Rotational - Dynamics: 1a. (2 Marks)Document27 pagesRotational - Dynamics: 1a. (2 Marks)Franchesca Rosabel BudimanNo ratings yet
- MAWS SyllabusDocument9 pagesMAWS SyllabusRatheshNo ratings yet
- Pre - Medical: Test Type: MINOR Test Pattern: NEET (UG)Document6 pagesPre - Medical: Test Type: MINOR Test Pattern: NEET (UG)nabarunNo ratings yet
- RCD Module 11 Length Development Elefante OchoaDocument28 pagesRCD Module 11 Length Development Elefante OchoaJemson VictorioNo ratings yet
- Remote Control Unit 2 (RCU2) Installation InstructionsDocument4 pagesRemote Control Unit 2 (RCU2) Installation InstructionsAmine XGhost MidoNo ratings yet
- Leakage SensorsDocument4 pagesLeakage SensorsВиктор ПанзыгаNo ratings yet
- 2 in 1 Moving Coil Movement Meter PQ - 96: Data SheetDocument4 pages2 in 1 Moving Coil Movement Meter PQ - 96: Data SheetadityaNo ratings yet
- SYLLABUS For Nanotechnology Anna Univ TrchyDocument20 pagesSYLLABUS For Nanotechnology Anna Univ TrchyshivakumarnanoNo ratings yet