You might also like
- Singh RB - Thermal and Statistical Physics - 2edDocument20 pagesSingh RB - Thermal and Statistical Physics - 2edeasy BooksNo ratings yet
- Difference Between Boiling and EvaporationDocument3 pagesDifference Between Boiling and EvaporationPhilani MkhonzaNo ratings yet
- Environmental Science in BuildingDocument283 pagesEnvironmental Science in BuildingSadaf Salehi100% (2)
- Yarde Metals Shapes CatalogDocument493 pagesYarde Metals Shapes Catalogdncz69No ratings yet
- CTC Product InformationDocument13 pagesCTC Product InformationPruthvi KrishnaNo ratings yet
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaDocument4 pagesHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkNo ratings yet
- MS-264 Change Y Jul 06Document17 pagesMS-264 Change Y Jul 06Mike FiorenNo ratings yet
- Repair and RehabilitationDocument115 pagesRepair and RehabilitationBala Subramanian0% (1)
- Navier Stokes EquationsDocument9 pagesNavier Stokes EquationsMalvin NaickerNo ratings yet
- Strenx 700MC D e 2017-04-20Document2 pagesStrenx 700MC D e 2017-04-20Amandeep SinghNo ratings yet
- Performance Evaluation of An Underground Penstock Bifurcation A Case Study PDFDocument4 pagesPerformance Evaluation of An Underground Penstock Bifurcation A Case Study PDFArjun ThapaNo ratings yet
- Data Sheet Strenx 700 MCDocument3 pagesData Sheet Strenx 700 MCRoger BandeiraNo ratings yet
- H. W (2) (Chapter-01)Document9 pagesH. W (2) (Chapter-01)Asmaa ObiedNo ratings yet
- MDS AlSi10Mg 2023-05.1 ENDocument12 pagesMDS AlSi10Mg 2023-05.1 ENIntaek JoNo ratings yet
- AL-SE3510 Servo Type CNC Turret Punching Machine ALLES Offersheet 20210722Document9 pagesAL-SE3510 Servo Type CNC Turret Punching Machine ALLES Offersheet 20210722mehrdadgeminiNo ratings yet
- Strenx 700MC Plus: General Product DescriptionDocument1 pageStrenx 700MC Plus: General Product DescriptionMircea FloreaNo ratings yet
- Data Sheet 2008 Strenx#174 700MC D E 2017-04-20 PDFDocument2 pagesData Sheet 2008 Strenx#174 700MC D E 2017-04-20 PDFangelokyoNo ratings yet
- TDC 09 - R1 - S690 QL & Weldox 700Document2 pagesTDC 09 - R1 - S690 QL & Weldox 700Thennarasu VelloreNo ratings yet
- Table Dismantled Type CNC PlasmaDocument10 pagesTable Dismantled Type CNC Plasmajairo eduardoNo ratings yet
- DM20 M270 Material Data SheetDocument4 pagesDM20 M270 Material Data Sheetgpiprototype.comNo ratings yet
- CoCr MP1 M270 Material Data SheetDocument6 pagesCoCr MP1 M270 Material Data Sheetgpiprototype.comNo ratings yet
- Plus Stepper MotorDocument7 pagesPlus Stepper MotorJagadeesh Babu VadapalliNo ratings yet
- Ixd 360V03N0 54Document2 pagesIxd 360V03N0 54megamaster0987654321No ratings yet
- Strenx 700 Brochure Square ENDocument6 pagesStrenx 700 Brochure Square ENEjang GutNo ratings yet
- RMS001 EspecifDocument3 pagesRMS001 EspecifAlonso BarreraNo ratings yet
- C63020 Nickel Aluminum Bronze - ConcastDocument3 pagesC63020 Nickel Aluminum Bronze - ConcastBruno FaveroNo ratings yet
- Gleason Kegelrad EnglischDocument4 pagesGleason Kegelrad EnglischRZW RNo ratings yet
- Di103a 01 - en GBDocument3 pagesDi103a 01 - en GBengg15.designNo ratings yet
- Calcium Silicate Pipe Block InsulationDocument1 pageCalcium Silicate Pipe Block Insulationabdeslem mouloudjNo ratings yet
- Si6000 PDFDocument2 pagesSi6000 PDFharisNo ratings yet
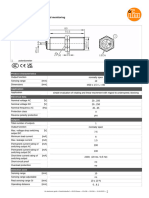
- Application Hygienic Systems Electrical Design DC PNP Output Normally Open / Closed ProgrammableDocument2 pagesApplication Hygienic Systems Electrical Design DC PNP Output Normally Open / Closed ProgrammableharisNo ratings yet
- Datasheet Wesgo Ceramics Al500Document2 pagesDatasheet Wesgo Ceramics Al500hemanth_85No ratings yet
- Opticline CS Technical Data 2019 04 enDocument1 pageOpticline CS Technical Data 2019 04 enDoanh NguyenNo ratings yet
- RVP510 01 - en UsDocument4 pagesRVP510 01 - en UsJose Ernesto AcevedoNo ratings yet
- Magnetostrictive Transducer MAZDocument8 pagesMagnetostrictive Transducer MAZFabio Andres Fernandez CespedesNo ratings yet
- LUMBERG Brochure Press Fit Technology ENDocument8 pagesLUMBERG Brochure Press Fit Technology ENcurioushoainamNo ratings yet
- Domex 355 MC: High Strength Cold Forming SteelDocument2 pagesDomex 355 MC: High Strength Cold Forming SteelKhantoNo ratings yet
- D2FC Datasheet ENDocument6 pagesD2FC Datasheet ENForgotten LightNo ratings yet
- Modules-Stada 2022Document36 pagesModules-Stada 2022akbar raizoNo ratings yet
- ISO 898 Grade 10.9Document2 pagesISO 898 Grade 10.9Mihaela NastaseNo ratings yet
- TDS Pt950ir-S 950 EngDocument2 pagesTDS Pt950ir-S 950 Eng香油费No ratings yet
- Torsion Testing MachineDocument5 pagesTorsion Testing Machinegosaye desalegnNo ratings yet
- Key Features: Rg2-Ft Gripper DatasheetDocument2 pagesKey Features: Rg2-Ft Gripper DatasheetRaj RajNo ratings yet
- Fast Metal Removal SolutionsDocument124 pagesFast Metal Removal SolutionsvrjrNo ratings yet
- Highly Accurate Large Vertical Machining CenterDocument17 pagesHighly Accurate Large Vertical Machining Centerletrongthoai18No ratings yet
- Domex 700 MC Hot Rolled, Extra High Strength, Cold Forming SteelDocument2 pagesDomex 700 MC Hot Rolled, Extra High Strength, Cold Forming Steelflorin_iacob2001No ratings yet
- Lasertome 30-15 - GBDocument6 pagesLasertome 30-15 - GBLucian LeonteNo ratings yet
- Senc150 ProdDocument2 pagesSenc150 ProdSamuel MarquezNo ratings yet
- DS - Patchcord SM SX 3MM SCAPC LCAPC G657A1Document2 pagesDS - Patchcord SM SX 3MM SCAPC LCAPC G657A1navin2617No ratings yet
- All Schmidt Hammers BrochureDocument2 pagesAll Schmidt Hammers BrochureHazim Zulkiifli100% (1)
- Strenx Tube 700QLH: General Product DescriptionDocument2 pagesStrenx Tube 700QLH: General Product Descriptionflastrico832No ratings yet
- Material Data Sheet: Description, ApplicationDocument5 pagesMaterial Data Sheet: Description, ApplicationCharles SedilloNo ratings yet
- Aluminium ADC12Document3 pagesAluminium ADC12Harish Kalme100% (1)
- 07a. MR MDF TECHNICAL DATADocument2 pages07a. MR MDF TECHNICAL DATAsacdawoodNo ratings yet
- Technical Data SheetDocument1 pageTechnical Data SheetSilversnape00No ratings yet
- AVV-701 Pro Laser Alignment (Brochure)Document2 pagesAVV-701 Pro Laser Alignment (Brochure)Ahmed El-ShafeiNo ratings yet
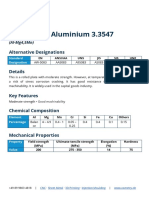
- Data Sheet: Aluminium 3.3547: Alternative DesignationsDocument2 pagesData Sheet: Aluminium 3.3547: Alternative DesignationsMemkNo ratings yet
- Dynamic Mechanical AnalysisDocument22 pagesDynamic Mechanical Analysisrudy ammeNo ratings yet
- Summary of Cutting Data For Ext. Cylindrical Surface: Material DetailsDocument4 pagesSummary of Cutting Data For Ext. Cylindrical Surface: Material DetailsAndrei MihaiNo ratings yet
- Data Sheet 2008 Strenx 700 MC 20170420 254 371857150 enDocument2 pagesData Sheet 2008 Strenx 700 MC 20170420 254 371857150 enmarkoNo ratings yet
- MT Series: SpecificationsDocument2 pagesMT Series: SpecificationsEnrique Sanchez (KicKeWoW)No ratings yet
- Coordinate Measuring Machines: Premium Technology For Maximum PrecisionDocument24 pagesCoordinate Measuring Machines: Premium Technology For Maximum PrecisionLuis Eduardo García MaltosNo ratings yet
- 02 Track 2 - Wu 0 A Comprehensive Characterization of NEXMET 1000 Formability-2019 - FinalDocument21 pages02 Track 2 - Wu 0 A Comprehensive Characterization of NEXMET 1000 Formability-2019 - FinalSilverio AcuñaNo ratings yet
- PP Clyrell Rc213m Random Cast FilmDocument1 pagePP Clyrell Rc213m Random Cast FilmTrung HoNo ratings yet
- CNC Laser Cutting Machine The Speedmaster PDFDocument10 pagesCNC Laser Cutting Machine The Speedmaster PDFAbhishek Mohite0% (1)
- Sabray-: Fs Micromachining SystemDocument4 pagesSabray-: Fs Micromachining SystemDu RoyNo ratings yet
- Lysaght Trimdek-Optima 2021Document12 pagesLysaght Trimdek-Optima 2021Fahmi YusoffNo ratings yet
- Railway Concession Circular 2019Document1 pageRailway Concession Circular 2019DINESH LANKANo ratings yet
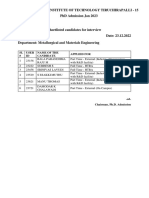
- Shortlisted List MMEDocument1 pageShortlisted List MMEDINESH LANKANo ratings yet
- MME PHDDocument1 pageMME PHDDINESH LANKANo ratings yet
- PHD Fee Structure 2020 Batch V2Document3 pagesPHD Fee Structure 2020 Batch V2DINESH LANKANo ratings yet
- Programme Branch Session & Semester Batch Class Strength Class Room Class Committee Chairman: Dr. N. Ramesh BabuDocument5 pagesProgramme Branch Session & Semester Batch Class Strength Class Room Class Committee Chairman: Dr. N. Ramesh BabuDINESH LANKANo ratings yet
- National Institute of Technology: Institute Fee Circular For HostellersDocument11 pagesNational Institute of Technology: Institute Fee Circular For HostellersDINESH LANKANo ratings yet
- Academic Office National Institute of Technology Tiruchirappalli - 620 015, Tamil Nadu, IndiaDocument1 pageAcademic Office National Institute of Technology Tiruchirappalli - 620 015, Tamil Nadu, IndiaDINESH LANKANo ratings yet
- Academic Calendar UG PG Jan 2021Document1 pageAcademic Calendar UG PG Jan 2021DINESH LANKANo ratings yet
- Inertial Heavy Alloys 391Document7 pagesInertial Heavy Alloys 391DINESH LANKANo ratings yet
- EUV Sources of LithographyDocument2 pagesEUV Sources of Lithographychirag sharmaNo ratings yet
- Abass Adeyinka PDFDocument32 pagesAbass Adeyinka PDFVicky RahmansyahNo ratings yet
- How Substances Dissolve KEYDocument6 pagesHow Substances Dissolve KEYPiscean YangNo ratings yet
- Heat Transfer Class Project: Powerpoint Presentation File Name It: Project2014-# in Class Roll-#In Class RollDocument3 pagesHeat Transfer Class Project: Powerpoint Presentation File Name It: Project2014-# in Class Roll-#In Class RollSwapnil BhattacharyaNo ratings yet
- ThermoDocument5 pagesThermoTerry Clarice DecatoriaNo ratings yet
- PAN Chitosan HydrogelsDocument5 pagesPAN Chitosan HydrogelsZakiah PriskaNo ratings yet
- PHY Lab ManualDocument57 pagesPHY Lab ManualswathiNo ratings yet
- What Is RheologyDocument6 pagesWhat Is RheologyMahmoud NasrNo ratings yet
- 34CRNIMO6 - 34CrNiMo6-Nr 1 6582-ENGDocument2 pages34CRNIMO6 - 34CrNiMo6-Nr 1 6582-ENGNarimane BentyNo ratings yet
- Muk204e - Syllabus - Strength of Materials-IIDocument2 pagesMuk204e - Syllabus - Strength of Materials-IIAkif CengizNo ratings yet
- Thermoplastic&ThermosetDocument7 pagesThermoplastic&Thermosetrex tanongNo ratings yet
- 1 s2.0 S1773224722008474 Main PDFDocument27 pages1 s2.0 S1773224722008474 Main PDFNguyễn HiềnNo ratings yet
- Chapter # 11 Heat & Thermodynamic Golden PointsDocument8 pagesChapter # 11 Heat & Thermodynamic Golden PointsMudasir Hussain TuriNo ratings yet
- Celebration of A First-Year Anniversary Attempt To Contact Some Scientific OfficialsDocument3 pagesCelebration of A First-Year Anniversary Attempt To Contact Some Scientific OfficialsRostyslav SKLYAR, Dr. (Eng)No ratings yet
- Analysis of Vehicle Exhaust Waste Heat Recovery Potential Using A Rankine CycleDocument56 pagesAnalysis of Vehicle Exhaust Waste Heat Recovery Potential Using A Rankine CycleTiago HenriquesNo ratings yet
- Life Without ElectroscopesDocument3 pagesLife Without ElectroscopesKanishka SeneviratneNo ratings yet
- Nanomaterials For Fuel CellsDocument45 pagesNanomaterials For Fuel CellsAFZBNo ratings yet
- Brittle Fracture of Turbine Rotor in Nagasaki: Instructor: Dr. Norlaili BT Amir MDB3023: Engineering MaterialsDocument6 pagesBrittle Fracture of Turbine Rotor in Nagasaki: Instructor: Dr. Norlaili BT Amir MDB3023: Engineering MaterialspedoqpopNo ratings yet
- SDTP 12327Document4 pagesSDTP 12327スウNo ratings yet
- Compactheat ExchangersDocument124 pagesCompactheat Exchangersarun aryaNo ratings yet
- Unit III - Composites Cy3151Document10 pagesUnit III - Composites Cy3151A/E5LOGESH AKRNo ratings yet
- Optimization and Evaluation of Sputtering Barrier Seed Layer in Through Silicon Via For 3-D IntegrationDocument11 pagesOptimization and Evaluation of Sputtering Barrier Seed Layer in Through Silicon Via For 3-D IntegrationPretty ChenNo ratings yet