You might also like
- Effect of Iron Ore-Coal Pellets During Reduction With Hydrogen and Carbon MonoxideDocument18 pagesEffect of Iron Ore-Coal Pellets During Reduction With Hydrogen and Carbon MonoxideAdrian Cruz EspinozaNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Heo-Park2018 Article EffectOfDirectReducedIronDRIOnDocument9 pagesHeo-Park2018 Article EffectOfDirectReducedIronDRIOnChayon MondalNo ratings yet
- Zhang Et Al 2011Document11 pagesZhang Et Al 2011bltzkrigNo ratings yet
- ID Ekstraksi Pemisahan Senyawa Dan IdentifiDocument15 pagesID Ekstraksi Pemisahan Senyawa Dan IdentifiJumardinNo ratings yet
- Regenerar TungphosporicDocument12 pagesRegenerar Tungphosporicnotanumber11No ratings yet
- Reducing Dephosphorization of Silicomanganese Ferroalloys by CaO-based SlagDocument6 pagesReducing Dephosphorization of Silicomanganese Ferroalloys by CaO-based Slag80,795,086 likesNo ratings yet
- Effects of Hydrogen Peroxide On Corrosion of Stainless Steel IIDocument11 pagesEffects of Hydrogen Peroxide On Corrosion of Stainless Steel IIvenky4025No ratings yet
- Zhang 2010Document6 pagesZhang 2010Bayu Pramana PutraNo ratings yet
- Chemosphere: 2 2 Rongji Cui, Suxia Ma, Jie Wang, Shujun SunDocument8 pagesChemosphere: 2 2 Rongji Cui, Suxia Ma, Jie Wang, Shujun Sunrevolvevijaya123No ratings yet
- Romoting Effect of Fe On Supported Ni Catalysts in CO2methanation Byin situDRIFTS and DFT StudyDocument12 pagesRomoting Effect of Fe On Supported Ni Catalysts in CO2methanation Byin situDRIFTS and DFT StudyrafelNo ratings yet
- Simulation and Application of Tapping Online Refining in EAF Steelmaking ProcessDocument10 pagesSimulation and Application of Tapping Online Refining in EAF Steelmaking ProcessRasul BzNo ratings yet
- Research Article: The Online Research of B O On Crystal Behavior of High Ti-Bearing Blast Furnace SlagDocument9 pagesResearch Article: The Online Research of B O On Crystal Behavior of High Ti-Bearing Blast Furnace SlagRaphael Mariano de SouzaNo ratings yet
- Effective Hydrogen Production From Propane Steam Reforming Over Bimetallic Co-Doped Nife/Al2O3 CatalystDocument14 pagesEffective Hydrogen Production From Propane Steam Reforming Over Bimetallic Co-Doped Nife/Al2O3 CatalystAppiah PiusNo ratings yet
- Applied Surface Science 356 (2015) 181-190Document10 pagesApplied Surface Science 356 (2015) 181-190MadalinaNo ratings yet
- 4 CF 0Document7 pages4 CF 0reza haghjooNo ratings yet
- Ohtsuka 2010Document7 pagesOhtsuka 2010Rodrigo Regla MuñozNo ratings yet
- Zhao 2016Document11 pagesZhao 2016lucy7696No ratings yet
- Co2 Corrosion of Carbon Steel - From Mechanistic To Empirical ModellingDocument31 pagesCo2 Corrosion of Carbon Steel - From Mechanistic To Empirical ModellingTusshar BudhwarNo ratings yet
- Ex Situ CO Capture by Carbonation of Steelmaking Slag Coupled With Metalworking Wastewater in A Rotating Packed BedDocument8 pagesEx Situ CO Capture by Carbonation of Steelmaking Slag Coupled With Metalworking Wastewater in A Rotating Packed BedAlejandraNo ratings yet
- Metallurgical FurnacesDocument6 pagesMetallurgical FurnacesJuan Ignacio Gonzalez CabreraNo ratings yet
- Presentasion Feb 2013Document15 pagesPresentasion Feb 2013rbcahyonoNo ratings yet
- La SR Co Ni Ethanol ReformingDocument18 pagesLa SR Co Ni Ethanol ReformingposidontubeNo ratings yet
- Dephosphorization by CaO-basedFlux Reaction of ChromiumContaining Molten LronDocument7 pagesDephosphorization by CaO-basedFlux Reaction of ChromiumContaining Molten Lron80,795,086 likesNo ratings yet
- 10 1111@jace 13287Document7 pages10 1111@jace 13287Samah SamahNo ratings yet
- Cu-ZrO2 Catalysts With Highly Dispersed Cu Nanoclusters Derived FromDocument13 pagesCu-ZrO2 Catalysts With Highly Dispersed Cu Nanoclusters Derived FromPragadeesh SekarNo ratings yet
- Suppino Impregnation MethodDocument15 pagesSuppino Impregnation Methodioanaandra5690No ratings yet
- 10 1016@j Ijhydene 2016 07 072Document13 pages10 1016@j Ijhydene 2016 07 072peymanNo ratings yet
- Zhao 2016Document7 pagesZhao 2016Andre UvillusNo ratings yet
- Effects of Fluxing Agents On Gasification ReactiviDocument8 pagesEffects of Fluxing Agents On Gasification ReactiviTVCNo ratings yet
- 2002-ENEA-Preliminary Studies On PbO Reduction in Liquid Pb-Bi Eutectic by Flowing HydrogenDocument4 pages2002-ENEA-Preliminary Studies On PbO Reduction in Liquid Pb-Bi Eutectic by Flowing Hydrogencqc2318273994No ratings yet
- Study On The CO Sequestration Effect of Steel Slag by Direct Gas-Solid CarbonationDocument9 pagesStudy On The CO Sequestration Effect of Steel Slag by Direct Gas-Solid CarbonationMario WhoeverNo ratings yet
- IR Ni LanthanaDocument6 pagesIR Ni LanthanaNelly RojasNo ratings yet
- Yu-Xie-Synthesis and Characterization of Monodispersed CopperDocument6 pagesYu-Xie-Synthesis and Characterization of Monodispersed CopperrobertsalazarruizNo ratings yet
- N and P DoppéDocument8 pagesN and P DoppétahaNo ratings yet
- Materials Chemistry and PhysicsDocument7 pagesMaterials Chemistry and PhysicsFelipe Cepeda SilvaNo ratings yet
- AbbasDocument9 pagesAbbasOmer AijazNo ratings yet
- Metals: Development of Bottom-Blowing Copper Smelting Technology: A ReviewDocument17 pagesMetals: Development of Bottom-Blowing Copper Smelting Technology: A ReviewВова ХахалинNo ratings yet
- Catalytic Steam Gasification of Mengdong Coal in The Presence of Iron Ore For Hydrogen-Rich Gas ProductionDocument13 pagesCatalytic Steam Gasification of Mengdong Coal in The Presence of Iron Ore For Hydrogen-Rich Gas ProductionOmar SaeedNo ratings yet
- Deoxidation of Liquid Copper With Reducion O2/CH4 FlamesDocument9 pagesDeoxidation of Liquid Copper With Reducion O2/CH4 FlamesJose TorresNo ratings yet
- Effect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesDocument12 pagesEffect of Chemical Composition of Zinc Phosphating Solution On Phosphate Coating PropertiesJhon QsacNo ratings yet
- Accepted Manuscript: ApsuscDocument30 pagesAccepted Manuscript: ApsuscAminNo ratings yet
- Journal ColorDocument10 pagesJournal Colorghasem DNo ratings yet
- Syngas Production Via Combined Steam and Carbon Dioxide Reforming of Methane Over Ni-Ce - MgAl2O4 Catalysts With Enhanced Coke ResistanceDocument7 pagesSyngas Production Via Combined Steam and Carbon Dioxide Reforming of Methane Over Ni-Ce - MgAl2O4 Catalysts With Enhanced Coke ResistanceWassachol SumarasinghaNo ratings yet
- Ali Pour 2014Document6 pagesAli Pour 2014Marcus NguyễnNo ratings yet
- Materials Chemistry and PhysicsDocument7 pagesMaterials Chemistry and PhysicsandrearinandaNo ratings yet
- High Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresDocument9 pagesHigh Temperature Oxidation Behavior of P91, P92 and E911 Alloy Steels in Dry and Wet AtmospheresPaco100% (1)
- New Catalyst PDFDocument37 pagesNew Catalyst PDFChakravarthy BharathNo ratings yet
- Corrosion Behavior of Carbon Steel in The Monoethanolamine-H2O-CO2-O2Document11 pagesCorrosion Behavior of Carbon Steel in The Monoethanolamine-H2O-CO2-O2gabriel norbertNo ratings yet
- Desulfurization Reaction Model and Experimental Analysis of High Sulfur Coal Under Hydrogen AtmosphereDocument9 pagesDesulfurization Reaction Model and Experimental Analysis of High Sulfur Coal Under Hydrogen Atmospherebader291No ratings yet
- Journal of The Taiwan Institute of Chemical EngineersDocument9 pagesJournal of The Taiwan Institute of Chemical Engineersamir.m.norouzi95No ratings yet
- ChemCatChem - 2012 - Yu - The Unique Role of CaO in Stabilizing The PT Al2O3 Catalyst For The Dehydrogenation ofDocument6 pagesChemCatChem - 2012 - Yu - The Unique Role of CaO in Stabilizing The PT Al2O3 Catalyst For The Dehydrogenation ofSangHao NgNo ratings yet
- A.balla Rev - Chim.2015Document7 pagesA.balla Rev - Chim.2015abderrahimnNo ratings yet
- Li 2017Document7 pagesLi 2017IscienceNo ratings yet
- De-Phosphorization in Steelmaking A VSP PerspectiveDocument16 pagesDe-Phosphorization in Steelmaking A VSP PerspectiveKanan SahooNo ratings yet
- The Facilitating Effect of Sulfide Treatment Coupled So - 2024 - Journal of TheDocument11 pagesThe Facilitating Effect of Sulfide Treatment Coupled So - 2024 - Journal of TheDana MateiNo ratings yet
- Kelompok 1Document7 pagesKelompok 1Roby SudarmanNo ratings yet
- AbstractDocument8 pagesAbstractfaramarzkazemiNo ratings yet
- A System of Instruction in the Practical Use of the Blowpipe: Being A Graduated Course Of Analysis For The Use Of Students And All Those Engaged In The Examination Of Metallic CombinationsFrom EverandA System of Instruction in the Practical Use of the Blowpipe: Being A Graduated Course Of Analysis For The Use Of Students And All Those Engaged In The Examination Of Metallic CombinationsNo ratings yet
- Estimating The Temperature of Liquid Steel in BOF SteelmakingDocument23 pagesEstimating The Temperature of Liquid Steel in BOF SteelmakingAbhinandan ChatterjeeNo ratings yet
- Modeling of Steelmaking Process With Effective Machine Learning TechniquesDocument10 pagesModeling of Steelmaking Process With Effective Machine Learning TechniquesAbhinandan ChatterjeeNo ratings yet
- ESR of High Technological SteelsDocument15 pagesESR of High Technological SteelsAbhinandan ChatterjeeNo ratings yet
- Effect of Blow Parameters in The Jetpenetration by Physical Model of BOF ConverterDocument13 pagesEffect of Blow Parameters in The Jetpenetration by Physical Model of BOF Convertermrinmoy88No ratings yet
- Hot Metal Dephosphorization by Low Basicity Slag in The Early Stage of Converting ProcessDocument14 pagesHot Metal Dephosphorization by Low Basicity Slag in The Early Stage of Converting ProcessAbhinandan ChatterjeeNo ratings yet
- Data Based Modeling Approach of Iron and Steelmaking Processes1Document13 pagesData Based Modeling Approach of Iron and Steelmaking Processes1Abhinandan ChatterjeeNo ratings yet
- Calcination of Slags For Electroslag RemeltingDocument5 pagesCalcination of Slags For Electroslag RemeltingAbhinandan ChatterjeeNo ratings yet
- Review and Planning of Experiments With Steel and Slag in Laboratory FurnaceDocument9 pagesReview and Planning of Experiments With Steel and Slag in Laboratory FurnaceAbhinandan ChatterjeeNo ratings yet
- Four Tiers of Digital Transformation - HWRDocument7 pagesFour Tiers of Digital Transformation - HWRashutosh chauhanNo ratings yet
- Iso 33401 2024Document6 pagesIso 33401 2024Abhinandan ChatterjeeNo ratings yet
- Development of Synthetic Slag For Desulphurisation of The Steel During Steelmaking in Induction FurnaceDocument19 pagesDevelopment of Synthetic Slag For Desulphurisation of The Steel During Steelmaking in Induction FurnaceAbhinandan ChatterjeeNo ratings yet
- Analysis of Secondary Refining Slag Parameters WitDocument11 pagesAnalysis of Secondary Refining Slag Parameters WitAbhinandan ChatterjeeNo ratings yet
- Evaluation of Secondary Steelmaking Slags and Their Relation With Steel CleanlinessDocument10 pagesEvaluation of Secondary Steelmaking Slags and Their Relation With Steel CleanlinessAbhinandan ChatterjeeNo ratings yet
- Basic Linear Algebra For Deep Learning and Machine Learning Python Tutorial - by Towards AI Team - Towards AI - Oct, 2020 - Medium PDFDocument33 pagesBasic Linear Algebra For Deep Learning and Machine Learning Python Tutorial - by Towards AI Team - Towards AI - Oct, 2020 - Medium PDFAbhinandan ChatterjeeNo ratings yet
- Asian Horror Flix - IMDbDocument9 pagesAsian Horror Flix - IMDbAbhinandan ChatterjeeNo ratings yet
- Ph.D. Research Plan Presentation: Anup GangwarDocument31 pagesPh.D. Research Plan Presentation: Anup GangwarKay KarthiNo ratings yet
- Marketing Analytics For Data-Rich Environments: Michel Wedel & P.K. KannanDocument25 pagesMarketing Analytics For Data-Rich Environments: Michel Wedel & P.K. KannanAbhinandan ChatterjeeNo ratings yet
- Analysing Your Data: Eva A.M. Van Poppel, MSCDocument55 pagesAnalysing Your Data: Eva A.M. Van Poppel, MSCAbhinandan ChatterjeeNo ratings yet
- TKDE Paper As PrintedDocument16 pagesTKDE Paper As PrintedHoàng QuânNo ratings yet
- Analysing Your Data: Eva A.M. Van Poppel, MSCDocument55 pagesAnalysing Your Data: Eva A.M. Van Poppel, MSCAbhinandan ChatterjeeNo ratings yet
- From Raw Eeg Data To Erp: Eva A.M. Van Poppel, MSCDocument30 pagesFrom Raw Eeg Data To Erp: Eva A.M. Van Poppel, MSCAbhinandan ChatterjeeNo ratings yet
- BOF Process DynamicsDocument18 pagesBOF Process DynamicsAbhinandan ChatterjeeNo ratings yet
- Seminar BrochureDocument4 pagesSeminar BrochureAbhinandan ChatterjeeNo ratings yet
- Risk Management in Supply ChainsDocument11 pagesRisk Management in Supply ChainsAbhinandan ChatterjeeNo ratings yet
- Risk Management in Supply ChainsDocument11 pagesRisk Management in Supply ChainsAbhinandan ChatterjeeNo ratings yet
- U 4 P 1 MetalformingprocessesDocument82 pagesU 4 P 1 MetalformingprocessesAbhinandan ChatterjeeNo ratings yet
- Rosetta NetDocument17 pagesRosetta NetAbhinandan ChatterjeeNo ratings yet
- The Next Growth Engine of The Dynamic Mobile Ecosystem: Robust Growth in Smartphones and Feature Rich Mobile Handsets, Opportunities Abound!Document22 pagesThe Next Growth Engine of The Dynamic Mobile Ecosystem: Robust Growth in Smartphones and Feature Rich Mobile Handsets, Opportunities Abound!Abhinandan ChatterjeeNo ratings yet
- Supply Chain Management By:-Israr Khan Raja Preston University, IslamabadDocument45 pagesSupply Chain Management By:-Israr Khan Raja Preston University, IslamabadAbhinandan ChatterjeeNo ratings yet
- EFPM ManualDocument41 pagesEFPM ManualAbhinandan Chatterjee100% (1)
- CHemistry TEST 2 Mole Concept 4ADocument3 pagesCHemistry TEST 2 Mole Concept 4AMinorNo ratings yet
- Energy Engineering: B.Sc. Chemical Engineering Session 2018 Delivered byDocument44 pagesEnergy Engineering: B.Sc. Chemical Engineering Session 2018 Delivered bySohaibNo ratings yet
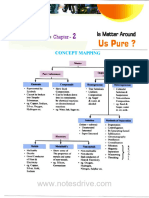
- Chemistry - 2Document173 pagesChemistry - 2utkarshgourfake8No ratings yet
- Brochure Medical TechnologyDocument2 pagesBrochure Medical TechnologyVohn Archie EdjanNo ratings yet
- Development and Structural Characterization of Chitosan Films Containing PDFDocument8 pagesDevelopment and Structural Characterization of Chitosan Films Containing PDFAncuţa-IonelaPartinNo ratings yet
- Chem 127 Trans 2 Bulk ElectrolysisDocument22 pagesChem 127 Trans 2 Bulk ElectrolysisBeam CanoNo ratings yet
- MT Acceptance (AS 1554.1-2014)Document3 pagesMT Acceptance (AS 1554.1-2014)Phung - P. QC Phan MinhNo ratings yet
- AnaChem PPT 1Document23 pagesAnaChem PPT 1Jei HernandezNo ratings yet
- STEM ALL Sciences علمي رياضة VERSION LO's 2020Document85 pagesSTEM ALL Sciences علمي رياضة VERSION LO's 2020mohab harfoushNo ratings yet
- Me6502 HMT Mech Vs Au Unit VDocument12 pagesMe6502 HMT Mech Vs Au Unit VnahlashkeifeNo ratings yet
- 1 s2.0 S2090447922001344 MainDocument14 pages1 s2.0 S2090447922001344 MainAhamed Saleel CNo ratings yet
- Pharmacognostic and Phytochemical Evaluation of Chrysophyllum Cainito Linn. LeavesDocument6 pagesPharmacognostic and Phytochemical Evaluation of Chrysophyllum Cainito Linn. LeavesWildan SuhadiNo ratings yet
- Catalogue Ebara SQPBDocument6 pagesCatalogue Ebara SQPBFeb OktafihartoNo ratings yet
- Water Filtration: MaterialsDocument3 pagesWater Filtration: MaterialsGwyneth Pearl Javier100% (1)
- 12 SM ChemistryDocument193 pages12 SM Chemistryyashank nagotraNo ratings yet
- Coa Grape SeedDocument1 pageCoa Grape SeedVinny Fitria ArdyaniNo ratings yet
- Chapter 2 Is Matter Around Us Pure NotesDocument16 pagesChapter 2 Is Matter Around Us Pure NotesManjusha MathewNo ratings yet
- NoteDocument3 pagesNotemtam.ctrlNo ratings yet
- Denge Kimya Ve Tekstil Tic A.S - Chemchecksummary - 28!08!2023Document50 pagesDenge Kimya Ve Tekstil Tic A.S - Chemchecksummary - 28!08!2023syed adnan naqviNo ratings yet
- Dura Green Info UKDocument2 pagesDura Green Info UKLucian Catalin CalinNo ratings yet
- Chemistry Syllabus Karachi UniversityDocument102 pagesChemistry Syllabus Karachi UniversityAsna Masood0% (1)
- Perbedaan KosurfaktanDocument8 pagesPerbedaan KosurfaktanAmalia AfifahNo ratings yet
- Complexometric Lab Report Experiment 02Document10 pagesComplexometric Lab Report Experiment 02PDPPPMAT0621 Ruhilin Binti NasserNo ratings yet
- Case Study:Iron Pillar Near Qutub Minar: Ji .'1, FJF,) .'1, (Document1 pageCase Study:Iron Pillar Near Qutub Minar: Ji .'1, FJF,) .'1, (Maina SharmaNo ratings yet
- Fiberglass Doors Manufacturing BusinessDocument78 pagesFiberglass Doors Manufacturing BusinessPRANAV PATILNo ratings yet
- Hydraulic Fittings GAP-CatalogueDocument101 pagesHydraulic Fittings GAP-CatalogueclarenceNo ratings yet
- CTR Pillar 61037-38 MIKOMI StatusDocument2 pagesCTR Pillar 61037-38 MIKOMI StatusMuhammad UsmanNo ratings yet
- Vanair Dryer D-12Document12 pagesVanair Dryer D-12Juan LorenzoNo ratings yet
- Science 5 ExamDocument4 pagesScience 5 ExamAda Marielle SamaniegoNo ratings yet
- Creysl Violet Stain Neurosciencecourses PDFDocument4 pagesCreysl Violet Stain Neurosciencecourses PDFFabio CampeottoNo ratings yet