You might also like
- Disaster Recovery Plan Check ListDocument5 pagesDisaster Recovery Plan Check ListRulingEmpror100% (5)
- SAP Purchasing/SalesDocument157 pagesSAP Purchasing/SalesSuave679100% (1)
- The Complete Business Process Handbook: Body of Knowledge from Process Modeling to BPM, Volume 1From EverandThe Complete Business Process Handbook: Body of Knowledge from Process Modeling to BPM, Volume 1Rating: 4.5 out of 5 stars4.5/5 (7)
- MRP V4 PDFDocument32 pagesMRP V4 PDFRx DentviewNo ratings yet
- ASCP Vs MRPDocument23 pagesASCP Vs MRPshankar100% (1)
- Delphi XE2 Foundations - Part 1 - Rolliston, ChrisDocument160 pagesDelphi XE2 Foundations - Part 1 - Rolliston, ChrisJoel Quezada100% (2)
- A Childrens Guide To Python ProgrammingDocument10 pagesA Childrens Guide To Python ProgrammingEdwin BolivarNo ratings yet
- Cyber Insurance - Author Mansi ThaparDocument3 pagesCyber Insurance - Author Mansi Thaparaloksingh1980No ratings yet
- Master Prod SchedulingDocument30 pagesMaster Prod SchedulingShivangi ChouhanNo ratings yet
- Demand ForecastingDocument79 pagesDemand ForecastingA.k. AdityaNo ratings yet
- Chapter 2 Understanding and Modeling Organizational SystemDocument29 pagesChapter 2 Understanding and Modeling Organizational SystemOrlando FelixNo ratings yet
- Robotic Process Automation (RPA) in the Financial Sector: Technology - Implementation - Success For Decision Makers and UsersFrom EverandRobotic Process Automation (RPA) in the Financial Sector: Technology - Implementation - Success For Decision Makers and UsersNo ratings yet
- 2006 XStepsDocument41 pages2006 XStepsnguyencaohuyNo ratings yet
- PepsiCo S Op Using Sap Apo at Pepsico PDFDocument17 pagesPepsiCo S Op Using Sap Apo at Pepsico PDFsaranpcNo ratings yet
- Material Requirement PlanningDocument42 pagesMaterial Requirement PlanningBinodini SenNo ratings yet
- Fact Finding TechniquesDocument11 pagesFact Finding TechniquesValrie Coley-Brown100% (1)
- Bios Chip and Equivalent IC ListDocument6 pagesBios Chip and Equivalent IC ListCrissy Crys100% (1)
- Make To Order Flow in SAPDocument31 pagesMake To Order Flow in SAPRajeev Goswami96% (23)
- Quantitative Analysis PDFDocument347 pagesQuantitative Analysis PDFLiewKianHongNo ratings yet
- PepsiCo S Op Using Sap Apo at PepsicoDocument17 pagesPepsiCo S Op Using Sap Apo at PepsicoShivran RoyNo ratings yet
- Service-Oriented Modeling: Service Analysis, Design, and ArchitectureFrom EverandService-Oriented Modeling: Service Analysis, Design, and ArchitectureNo ratings yet
- 2-1 FJGP4D BrochureDocument4 pages2-1 FJGP4D BrochureRohant GoyalNo ratings yet
- HO PF # 2 - Plant Design & LocationDocument32 pagesHO PF # 2 - Plant Design & LocationVinka Devi NuralindaNo ratings yet
- Project Planning, Scheduling and Control - Assignment 2 D. U. Singer Hospital Products Corp.Document22 pagesProject Planning, Scheduling and Control - Assignment 2 D. U. Singer Hospital Products Corp.piyush kumarNo ratings yet
- Lecture 5 ERP SystemsDocument33 pagesLecture 5 ERP SystemsCutee ManoNo ratings yet
- ERP - General Concepts in 40 CharactersDocument44 pagesERP - General Concepts in 40 CharactersPankaj AttardeNo ratings yet
- IGSA PresentationDocument20 pagesIGSA PresentationSantosh VaragantiNo ratings yet
- 4 2 - RAMI Martin Hankel PDFDocument21 pages4 2 - RAMI Martin Hankel PDFKrishnan Subramanian100% (1)
- Agent Based SCMDocument41 pagesAgent Based SCMGajendra Singh RaghavNo ratings yet
- openSAP_plm1-1_Week_2_Unit_5_ManOptPCoEst_PresentationDocument12 pagesopenSAP_plm1-1_Week_2_Unit_5_ManOptPCoEst_PresentationnataliasouzabrametalNo ratings yet
- Production ProcessesDocument6 pagesProduction ProcessesRizwanAliNo ratings yet
- Innovation of Automobile Manufacturing Fundamentals Employing New JIT: Developing Advanced Toyota Production SystemDocument9 pagesInnovation of Automobile Manufacturing Fundamentals Employing New JIT: Developing Advanced Toyota Production SystemKevin VidalNo ratings yet
- Cost Analysis and CVP of Far East IT SolutionsDocument15 pagesCost Analysis and CVP of Far East IT SolutionsDipta Chowdhury 1811951630No ratings yet
- Production Planning (Aggregate Planning) : Planning Level Strategic Orientation Long RangeDocument7 pagesProduction Planning (Aggregate Planning) : Planning Level Strategic Orientation Long RangemgurunathanNo ratings yet
- MPSDocument13 pagesMPSYosua ArmandNo ratings yet
- Systematic DFMA Deployment, It Just Could Resurrect US Manufacturing International DFMA Forum, June 2009 Mike Shipulski, Hypertherm, IncDocument11 pagesSystematic DFMA Deployment, It Just Could Resurrect US Manufacturing International DFMA Forum, June 2009 Mike Shipulski, Hypertherm, IncAdrian ZunigaNo ratings yet
- Etengine-Erp Techno-Functional Information: ContentDocument14 pagesEtengine-Erp Techno-Functional Information: ContentHarshit VermaNo ratings yet
- Infosys Cobalt WhitePaper Contract-Manufacturing-ApproachDocument8 pagesInfosys Cobalt WhitePaper Contract-Manufacturing-ApproachSharma AkshayNo ratings yet
- Operations Management Week 2 New1Document112 pagesOperations Management Week 2 New1Arjun KhoslaNo ratings yet
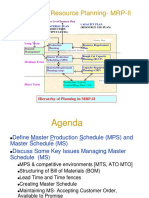
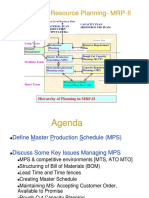
- Manufacturing Resource Planning (MRP-II) HierarchyDocument33 pagesManufacturing Resource Planning (MRP-II) HierarchyShubhrajeet PradhanNo ratings yet
- Sky CellDocument123 pagesSky CelllokananthanNo ratings yet
- Industrial Training ReportDocument15 pagesIndustrial Training ReportVishnu NairNo ratings yet
- Aggregate Planning, MRP Ch-3Document108 pagesAggregate Planning, MRP Ch-3Ayush SharmaNo ratings yet
- 2020-10-08-Confidential - Prasmul-Eli New Business ModelDocument12 pages2020-10-08-Confidential - Prasmul-Eli New Business ModelPT Eleonora Sukses AbadiNo ratings yet
- Rocess Lanning: Perations Upply Hain Anagement ProcessDocument10 pagesRocess Lanning: Perations Upply Hain Anagement ProcessAnshul yadavNo ratings yet
- Fuzzy Multi-Objective Linear Programming and Simulation Approach To The Development of Valid and Realistic Master Production ScheduleDocument14 pagesFuzzy Multi-Objective Linear Programming and Simulation Approach To The Development of Valid and Realistic Master Production ScheduleBagus TrilaksonoNo ratings yet
- Our Solution": Your Customer RelationshipDocument28 pagesOur Solution": Your Customer RelationshipAjay SimonNo ratings yet
- Prodn - Ops - PLNG & Control-2019Document42 pagesProdn - Ops - PLNG & Control-2019Raman KulkarniNo ratings yet
- © Oxford University Press 2013. All Rights ReservedDocument26 pages© Oxford University Press 2013. All Rights ReservedakankshaNo ratings yet
- MRP-09 Material Requirements PlanningDocument35 pagesMRP-09 Material Requirements PlanningYogikantana. BNo ratings yet
- Form 2 Pondy Hex Plant 160614Document7 pagesForm 2 Pondy Hex Plant 160614Anonymous qNNkLoVksNo ratings yet
- Production Planning OverviewDocument40 pagesProduction Planning OverviewDaut PoloNo ratings yet
- Operations and Supply Chain Management Unit 1Document35 pagesOperations and Supply Chain Management Unit 1Sujeet TambeNo ratings yet
- 13 Design For Manufacturing and Supply ChainDocument15 pages13 Design For Manufacturing and Supply Chainsalladım TuttuNo ratings yet
- Mass Production (Capitalist-Profit Focused) Mass Customization (Consumer Focused) Mass-Impact On Planet-People-Community (Shareholder To StakeholderDocument4 pagesMass Production (Capitalist-Profit Focused) Mass Customization (Consumer Focused) Mass-Impact On Planet-People-Community (Shareholder To Stakeholdervaibhav kumar KhokharNo ratings yet
- Computers Chern. EngngDocument7 pagesComputers Chern. EngngNessre ZeineNo ratings yet
- 00 Lecture 3 - OMDocument9 pages00 Lecture 3 - OMAnkit AryanNo ratings yet
- 43935821-Cheng - Shafir - Research Fest - v07Document29 pages43935821-Cheng - Shafir - Research Fest - v07Brayan Quispe CorcinoNo ratings yet
- IMM - CPM - Course Material (00000002)Document96 pagesIMM - CPM - Course Material (00000002)Nayeem SheikNo ratings yet
- Workstation Optimization by Applying Lean Manufacturing Technique-A Production Case StudyDocument10 pagesWorkstation Optimization by Applying Lean Manufacturing Technique-A Production Case StudyInternational journal of Engineering Science and FNo ratings yet
- Silo - Tips - Chapter 5 Aggregate Planning PDFDocument57 pagesSilo - Tips - Chapter 5 Aggregate Planning PDFnitinsachdeva21No ratings yet
- SAP PP PresentationDocument45 pagesSAP PP Presentationassurance mashokoNo ratings yet
- Bain and Company Case StudyDocument11 pagesBain and Company Case StudyVineet MishraNo ratings yet
- 12 - Chapter 2 PDFDocument14 pages12 - Chapter 2 PDFindra bhan SinghNo ratings yet
- Outline: 1. Manufacturing Systems 2. Types of Plant Layouts 3. Production Rates 4. Design and OperationsDocument6 pagesOutline: 1. Manufacturing Systems 2. Types of Plant Layouts 3. Production Rates 4. Design and Operationsshagungupta44No ratings yet
- Agile Procurement: Volume II: Designing and Implementing a Digital TransformationFrom EverandAgile Procurement: Volume II: Designing and Implementing a Digital TransformationNo ratings yet
- Book Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementFrom EverandBook Series Increasing Productivity of Software Development, Part 2: Management Model, Cost Estimation and KPI ImprovementNo ratings yet
- Optimization of the Master Production Scheduling in a Textile Industry Using Genetic AlgorithmDocument12 pagesOptimization of the Master Production Scheduling in a Textile Industry Using Genetic AlgorithmANH NGUYỄN ĐỨCNo ratings yet
- Chapter 8. Process and MeasurementDocument41 pagesChapter 8. Process and MeasurementANH NGUYỄN ĐỨCNo ratings yet
- Master_Production_Scheduling_with_Consideration_ofDocument20 pagesMaster_Production_Scheduling_with_Consideration_ofANH NGUYỄN ĐỨCNo ratings yet
- Master_production_scheduling_in_capacitated_sequenDocument20 pagesMaster_production_scheduling_in_capacitated_sequenANH NGUYỄN ĐỨCNo ratings yet
- Optimization of the Master Production Scheduling in a Textile Industry Using Genetic AlgorithmDocument12 pagesOptimization of the Master Production Scheduling in a Textile Industry Using Genetic AlgorithmANH NGUYỄN ĐỨCNo ratings yet
- BeMyEye, Field Audits in CrowdsourcingDocument15 pagesBeMyEye, Field Audits in CrowdsourcingGian Luca PetrelliNo ratings yet
- Caching in ASPDocument8 pagesCaching in ASPSujoy BanerjeeNo ratings yet
- Cartographic Tools For Mapping Dreams: Cristina M. Iosifescu Enescu, Lorenz HurniDocument8 pagesCartographic Tools For Mapping Dreams: Cristina M. Iosifescu Enescu, Lorenz HurniHala TaherNo ratings yet
- Detect Faces Efficiently: A Survey and Evaluations: Yuantao Feng, Shiqi Yu, Hanyang Peng, Yan-Ran Li, Jianguo ZhangDocument19 pagesDetect Faces Efficiently: A Survey and Evaluations: Yuantao Feng, Shiqi Yu, Hanyang Peng, Yan-Ran Li, Jianguo ZhangNguyen Hai NguyenNo ratings yet
- Process Template For PMS Report Unique Visitors To The EURES PortalDocument25 pagesProcess Template For PMS Report Unique Visitors To The EURES PortalzibuapaNo ratings yet
- Free PDF PrinterDocument18 pagesFree PDF Printermsmith719No ratings yet
- Hart Application GuideDocument189 pagesHart Application GuideRoy RamosNo ratings yet
- Fortuna CatalogDocument6 pagesFortuna CatalogdanielNo ratings yet
- Sample Answers: Task 1Document3 pagesSample Answers: Task 1Jasminka TrajkovskaNo ratings yet
- Soft Computing Definition and Key ComponentsDocument16 pagesSoft Computing Definition and Key ComponentsRajesh KumarNo ratings yet
- Intro to Linux Command Line and Basic ScriptingDocument36 pagesIntro to Linux Command Line and Basic Scriptingdaitoan402No ratings yet
- TDocument38 pagesTgauravsharmacl2007No ratings yet
- 7 Igcse Functions WsDocument1 page7 Igcse Functions Wspqpt8pqwnpNo ratings yet
- Tai Lieu Bien Tan Frecon Fr150a EN-1Document125 pagesTai Lieu Bien Tan Frecon Fr150a EN-1Ankhuong NguyenNo ratings yet
- Auto Trend ForecasterDocument15 pagesAuto Trend ForecasterherbakNo ratings yet
- Introduction To CAD CAM MasterCAMDocument28 pagesIntroduction To CAD CAM MasterCAMMuhammad TausiqueNo ratings yet
- Menvier sd3 DiallerDocument2 pagesMenvier sd3 DiallerpalmerwolfNo ratings yet
- PRELIMENARIESDocument4 pagesPRELIMENARIESVilma Agua MondingNo ratings yet
- VIENNA Advantage Installation Guide V4 10Document34 pagesVIENNA Advantage Installation Guide V4 10Raed AyyadNo ratings yet
- Geoinformatics 2010 Vol06Document68 pagesGeoinformatics 2010 Vol06protogeografoNo ratings yet
- 490 Naa 271Document2 pages490 Naa 271marcosrz2011No ratings yet
- Powering Wireless NetworksDocument29 pagesPowering Wireless NetworksMohanad MossaNo ratings yet