You might also like
- Jotun CourseDocument76 pagesJotun CourseElhusseiny Fouda100% (1)
- 1-Corrosion and Protection of Steel Reinforced ConcreteDocument51 pages1-Corrosion and Protection of Steel Reinforced ConcreteEmad Behdad100% (1)
- Investigative Fault Analysis of 11KV Slip-Ring Induction MotorsDocument12 pagesInvestigative Fault Analysis of 11KV Slip-Ring Induction MotorsInternational Journal of Innovative Science and Research Technology100% (1)
- Corrosion SlidesDocument65 pagesCorrosion SlidesAnshul ShuklaNo ratings yet
- CorrosionDocument64 pagesCorrosionOmar Ezzat100% (1)
- Corrosion of WeldmentsDocument174 pagesCorrosion of Weldments이선엽No ratings yet
- Surface Production Operations 9Document61 pagesSurface Production Operations 9Сергей ВельдяксовNo ratings yet
- Corrosion & Corrosion ControlDocument233 pagesCorrosion & Corrosion ControlMahmoud HagagNo ratings yet
- Stanley Meyer CircuitsDocument96 pagesStanley Meyer CircuitsBill100% (1)
- Heat Transfer ExamplesDocument4 pagesHeat Transfer ExamplesIbrahim RadyNo ratings yet
- CorrosionDocument20 pagesCorrosionndesigngmailNo ratings yet
- Stress Corrosion Cracking-SandvikDocument4 pagesStress Corrosion Cracking-Sandvikkrishna_pipingNo ratings yet
- Cathodic Protection For Ships (Botha)Document3 pagesCathodic Protection For Ships (Botha)Andrey LimaNo ratings yet
- M-I 19 - CorrosionDocument25 pagesM-I 19 - CorrosionShaykh AlthamasNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- 4 Caustic CorrosionDocument14 pages4 Caustic CorrosionWalter RuedaNo ratings yet
- Breathability & Moisture Vapour Permeability: Technical DigestDocument4 pagesBreathability & Moisture Vapour Permeability: Technical DigestcormolioNo ratings yet
- Corrosion: Introduction To Practical Corrosion in Aqueous EnvironmentDocument43 pagesCorrosion: Introduction To Practical Corrosion in Aqueous Environmenthengki wibowoNo ratings yet
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- Hydrogen-Induced Blister Cracking of Linepipe Steel: Central R&D Bureau Nippon Steel Corporation Tokyo, JapanDocument26 pagesHydrogen-Induced Blister Cracking of Linepipe Steel: Central R&D Bureau Nippon Steel Corporation Tokyo, JapanNattapong PongbootNo ratings yet
- Section 3 - Corrosion - ProtectionDocument44 pagesSection 3 - Corrosion - ProtectionChris MedeirosNo ratings yet
- Corrosion of Embedded Metal: (Carbonation-Induced and Chloride-Induced Corrosion)Document37 pagesCorrosion of Embedded Metal: (Carbonation-Induced and Chloride-Induced Corrosion)Jagannathan KNo ratings yet
- L2 - MRCS - Embedded Metal Corrosion - 2Document35 pagesL2 - MRCS - Embedded Metal Corrosion - 2Kaushal KumarNo ratings yet
- Corrosion UpdatedDocument28 pagesCorrosion UpdatedKiran ThunuguntlaNo ratings yet
- Introduction To Corrosion Science and Engineering-Unit-1: CHE-545-172 DR Ime B.ObotDocument14 pagesIntroduction To Corrosion Science and Engineering-Unit-1: CHE-545-172 DR Ime B.ObotAnonymous NxpnI6jCNo ratings yet
- 2012 CCNiCrMo EA2012Document8 pages2012 CCNiCrMo EA2012nataliazadorozneNo ratings yet
- Effect of Chloride Concentration On The Corrosion Rate in Carbon SteelDocument7 pagesEffect of Chloride Concentration On The Corrosion Rate in Carbon SteelAziz SaputraNo ratings yet
- (Korosi) Jenis-Jenis KorosiDocument51 pages(Korosi) Jenis-Jenis KorosiArif Nur AzizNo ratings yet
- Null PDFDocument14 pagesNull PDFJuan DavidNo ratings yet
- Chapter 1-Introduction To Corrosion PDFDocument8 pagesChapter 1-Introduction To Corrosion PDFCik MendozaNo ratings yet
- Spray Painting Unit 1.2Document17 pagesSpray Painting Unit 1.2arun3kumar00_7691821No ratings yet
- Zhang2007-, Evaluation of Inhibition Efficiency Of...Document10 pagesZhang2007-, Evaluation of Inhibition Efficiency Of...Paulo JuniorNo ratings yet
- Corrosion Control MethodsDocument14 pagesCorrosion Control MethodsYogesh D N YogeshNo ratings yet
- Localised CorrosionDocument82 pagesLocalised CorrosionAnil Kumar TNo ratings yet
- Pitting CorrosionDocument40 pagesPitting CorrosionRamin ShojaNo ratings yet
- Retrofitting of StructureDocument30 pagesRetrofitting of StructureniteshNo ratings yet
- CEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsDocument26 pagesCEOCOR 87 Cathodic Disbonding of Steelpipe CoatingsMAHESH CHANDNo ratings yet
- 1 s2.0 S0010938X15002413 MainDocument7 pages1 s2.0 S0010938X15002413 MainNetrino QuarksNo ratings yet
- Morphological and Corrosion Studies of Ammonium Phosphate and Caesium Nitrate Treated Al Coating Deposit by Arc Thermal Spray ProcessDocument13 pagesMorphological and Corrosion Studies of Ammonium Phosphate and Caesium Nitrate Treated Al Coating Deposit by Arc Thermal Spray Processabdenacer MERATINo ratings yet
- Effect of O2 On Corrosion of 3Cr Steel in High Temperature and High Pressure CO2-O2 EnvironmentDocument12 pagesEffect of O2 On Corrosion of 3Cr Steel in High Temperature and High Pressure CO2-O2 EnvironmentRoberta VasquesNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- CONICET Digital Nro. DDocument9 pagesCONICET Digital Nro. DNora al-anssariNo ratings yet
- Tutorial 1 SolutionsDocument4 pagesTutorial 1 SolutionsHimanshi SatnaniNo ratings yet
- NACE - Effects of Moisture AvailabilityDocument7 pagesNACE - Effects of Moisture Availabilitysada sivaNo ratings yet
- Crevice Corrosion of Grade-2 Titanium in Saline Solutions at Different Temperatures and Oxygen ConcentrationsDocument8 pagesCrevice Corrosion of Grade-2 Titanium in Saline Solutions at Different Temperatures and Oxygen ConcentrationsGeovanny JaenzNo ratings yet
- Corrosion - First Lecture - BasheerDocument16 pagesCorrosion - First Lecture - BasheerammarNo ratings yet
- Introduction To CorrosionlDocument37 pagesIntroduction To CorrosionlBladimir SolizNo ratings yet
- Corrosion of Materials and Its Prevention: Dr. Abdul ShakoorDocument40 pagesCorrosion of Materials and Its Prevention: Dr. Abdul ShakoorAbdulNo ratings yet
- High Temperature Oxidation and Quenching Og Chromium CoatedDocument15 pagesHigh Temperature Oxidation and Quenching Og Chromium CoatedBernarda QuirogaNo ratings yet
- Corrosion Science: Jean Kittel, Véronique Smanio, Marion Fregonese, Laurence Garnier, Xavier LefebvreDocument7 pagesCorrosion Science: Jean Kittel, Véronique Smanio, Marion Fregonese, Laurence Garnier, Xavier LefebvreMohd AshrafNo ratings yet
- Yin 2009Document7 pagesYin 2009Imam Saja DechNo ratings yet
- 10.1515 - Eng 2022 0445Document10 pages10.1515 - Eng 2022 0445Martín Duarte GuigouNo ratings yet
- Applied Chemical: Created By: Elfi Nur Rohmah MSU Class March, 2019Document60 pagesApplied Chemical: Created By: Elfi Nur Rohmah MSU Class March, 2019elfiNo ratings yet
- Tutorial CorrosionDocument2 pagesTutorial CorrosionSana chaudharyNo ratings yet
- Notas de Clase 14 Corrosion y DegradacionDocument8 pagesNotas de Clase 14 Corrosion y DegradacionMoises Agamez LopezNo ratings yet
- MISIF - SS Corrosion and How To Stop It 23 MayDocument66 pagesMISIF - SS Corrosion and How To Stop It 23 Maycelalkeskiner94No ratings yet
- Application of Corrosion Inhibitors For Steels in Acidic MediaDocument25 pagesApplication of Corrosion Inhibitors For Steels in Acidic Mediajangri1098No ratings yet
- MMCH 7105, Electrochemistry, Marking Guide - JMDocument16 pagesMMCH 7105, Electrochemistry, Marking Guide - JMCranema KaayaNo ratings yet
- Electrochemical Comparisons of Corrosion Inhibitor Performance in Aluminum-Hydrogen Peroxide SystemsDocument5 pagesElectrochemical Comparisons of Corrosion Inhibitor Performance in Aluminum-Hydrogen Peroxide SystemsDarius MaximusNo ratings yet
- Journal of Natural Gas Science and Engineering: SciencedirectDocument15 pagesJournal of Natural Gas Science and Engineering: SciencedirectYogaNo ratings yet
- Penanganan KorosiDocument28 pagesPenanganan KorosiAulia InayatiNo ratings yet
- Penanganan KorosiDocument28 pagesPenanganan KorosiAulia InayatiNo ratings yet
- Chapter 2-Metal CorrosionDocument75 pagesChapter 2-Metal Corrosionshenouda403No ratings yet
- 10 1016@j Corsci 2009 11 005 PDFDocument8 pages10 1016@j Corsci 2009 11 005 PDFAravindh NagarajNo ratings yet
- Chemistry: 1. A Solution That Contains 605 MG of NahsoDocument5 pagesChemistry: 1. A Solution That Contains 605 MG of NahsoIndika ThilakaratneNo ratings yet
- Qualifying Examination For Applicants For Japanese Government (Mext) Scholarship 2020Document15 pagesQualifying Examination For Applicants For Japanese Government (Mext) Scholarship 2020Lésio LuísNo ratings yet
- Industrial Training Seminar ON "Transformer Construction" ATDocument27 pagesIndustrial Training Seminar ON "Transformer Construction" ATbhattparthivNo ratings yet
- Pattern AllowancesDocument19 pagesPattern Allowancesimamuddeen100% (3)
- Special Issue On "Optics For AI and AI For Optics"Document3 pagesSpecial Issue On "Optics For AI and AI For Optics"Saqib KamalNo ratings yet
- VTSci InvestG6p6-7Document2 pagesVTSci InvestG6p6-7Ryan Baculad VillaruelNo ratings yet
- PharmaceuticsDocument38 pagesPharmaceuticsVikash KushwahaNo ratings yet
- Mechanical Systems and Signal Processing Volume 68-69 Issue 2016 (Doi 10.1016 - J.ymssp.2015.04.029) Barreto, J.P. Muñoz, L.E. - Low Uncertainty Method For Inertia Tensor IdentificationDocument10 pagesMechanical Systems and Signal Processing Volume 68-69 Issue 2016 (Doi 10.1016 - J.ymssp.2015.04.029) Barreto, J.P. Muñoz, L.E. - Low Uncertainty Method For Inertia Tensor IdentificationHardianthyArNo ratings yet
- 66 - 12485 - EC311 - 2013 - 4 - 1 - 1 - Sheet 1Document1 page66 - 12485 - EC311 - 2013 - 4 - 1 - 1 - Sheet 1manuNo ratings yet
- BIOC 307 Old Exam 1Document17 pagesBIOC 307 Old Exam 1Katie RoseNo ratings yet
- Code of Practice 5: The Design and Construction of Manifolds Using Acetylene Gas FROM 1.5 TO 25 Bar REVISION 3: 2016Document36 pagesCode of Practice 5: The Design and Construction of Manifolds Using Acetylene Gas FROM 1.5 TO 25 Bar REVISION 3: 2016Justin ChongNo ratings yet
- Asphalt 3 ColorDocument7 pagesAsphalt 3 Colorkumar814.dkNo ratings yet
- Pavel Alekseyevich Cherenkov: Izzy Martin R Maxino Maxino College August 29, 2010Document5 pagesPavel Alekseyevich Cherenkov: Izzy Martin R Maxino Maxino College August 29, 2010Izzy Roxas MaxinoNo ratings yet
- Delhi Public School Chemistry Investigatory Project Academic Session: 2019-20Document11 pagesDelhi Public School Chemistry Investigatory Project Academic Session: 2019-20abhishek pandeyNo ratings yet
- WS Module 3Document92 pagesWS Module 3sebastian vindro jude PanimayamNo ratings yet
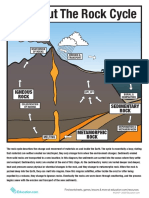
- Rock Cycle QuizDocument2 pagesRock Cycle QuizKizzi Kye Edelweiss BalmoresNo ratings yet
- 09 - 1. ITB-2023-45343 Kassala Health Citadel Geotech ReportDocument100 pages09 - 1. ITB-2023-45343 Kassala Health Citadel Geotech Reportxuseen maxamedNo ratings yet
- Course Course Code: Universiti Teknologi MaraDocument9 pagesCourse Course Code: Universiti Teknologi MaraHakim RazakNo ratings yet
- Swingo 150Document21 pagesSwingo 150Luís RolaNo ratings yet
- D - D. Shashidhar CSIR-NGRI, Hyderabad, INDIADocument6 pagesD - D. Shashidhar CSIR-NGRI, Hyderabad, INDIASanthosh LingappaNo ratings yet
- PHYS632 C2 23 ElectricDocument28 pagesPHYS632 C2 23 ElectricAkula VeerrajuNo ratings yet
- Introduction To Analytical ChemistryDocument8 pagesIntroduction To Analytical ChemistryDanielle JanineNo ratings yet
- Deposits and Scales Found in BoilersDocument6 pagesDeposits and Scales Found in BoilersKyaw Swar LattNo ratings yet
- Cambridge International AS & A Level: Chemistry 9701/12Document16 pagesCambridge International AS & A Level: Chemistry 9701/12nilu23No ratings yet
- Sem IV PFPP Lab ManualDocument38 pagesSem IV PFPP Lab Manualsmitjpatel71No ratings yet