You might also like
- Water Heater: Thermo Top Evo Parking HeaterDocument38 pagesWater Heater: Thermo Top Evo Parking Heaterlartsim115100% (1)
- API Standards For Pipe Inspections PDFDocument38 pagesAPI Standards For Pipe Inspections PDFajayghosh3140100% (8)
- Ve Pump Denso Repair Manual PDFDocument32 pagesVe Pump Denso Repair Manual PDFNikola Mitev100% (2)
- Document 3CA932722 Operations Parts and Maintenance ManualDocument211 pagesDocument 3CA932722 Operations Parts and Maintenance ManualVladyslav50% (2)
- 2008 R6 Kit ManualDocument61 pages2008 R6 Kit ManualBender Rodriguez100% (3)
- 1.4 Mast & Crown General Assembly DrawingsDocument37 pages1.4 Mast & Crown General Assembly Drawingsdanielra85No ratings yet
- Part Manual pcc2100Document61 pagesPart Manual pcc2100Sugeng Ariyadi100% (1)
- QSB7 G5 Engine With PowerCommand 1 2 C220D5E PartsManual PDFDocument56 pagesQSB7 G5 Engine With PowerCommand 1 2 C220D5E PartsManual PDFtyler100% (2)
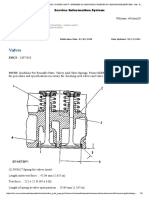
- Valves: Previous ScreenDocument3 pagesValves: Previous ScreenSeider DcNo ratings yet
- Laurus As Built BOP Part Numbers - UnlockedDocument166 pagesLaurus As Built BOP Part Numbers - UnlockedEstuardo OlanNo ratings yet
- P QUIP Swab and Pony RodDocument5 pagesP QUIP Swab and Pony Rodkrishnsgk0% (1)
- The Thorny Way of Truth Part6 MarinovDocument332 pagesThe Thorny Way of Truth Part6 MarinovEvaldas StankeviciusNo ratings yet
- Plant DataDocument34 pagesPlant Datahareesh babuNo ratings yet
- RENR8341-04-00-T&A Hydraulic FanDocument32 pagesRENR8341-04-00-T&A Hydraulic FanJesus Antonio Salazar WaldronNo ratings yet
- MKT-001 Rev 02 Rotary Shoulder Handbook RSDocument116 pagesMKT-001 Rev 02 Rotary Shoulder Handbook RSArsalan AhmadNo ratings yet
- Denison Cam-Cartridge PDFDocument12 pagesDenison Cam-Cartridge PDFmiguel04891100% (1)
- L223 T3 PartsDocument908 pagesL223 T3 Partskevin100% (3)
- Portal Frame Knee Connection Report SampleDocument5 pagesPortal Frame Knee Connection Report SampleozbuildNo ratings yet
- 1 Service ManualDocument486 pages1 Service ManualАлександрNo ratings yet
- Valve Rocker ArmDocument3 pagesValve Rocker Armsulistyo enginedieselNo ratings yet
- Centralised Lubrication System For A Manitou MT 732 CompleteDocument35 pagesCentralised Lubrication System For A Manitou MT 732 CompleteChester Dalitso MwanzaNo ratings yet
- Bharat Heavy Electricals LTD - Station C & I and MMI-DASDocument5 pagesBharat Heavy Electricals LTD - Station C & I and MMI-DASmandar_paradkarNo ratings yet
- 2020 YZF R6 Kit Manual enDocument70 pages2020 YZF R6 Kit Manual enLillo VetroNo ratings yet
- FORUM General Catalog Handling Tools 2017Document88 pagesFORUM General Catalog Handling Tools 2017Eduardo Braga100% (1)
- FORUM General Catalog Handling Tools 2017Document88 pagesFORUM General Catalog Handling Tools 2017Eduardo Braga100% (1)
- Excavadora CDM6150Document111 pagesExcavadora CDM6150Leandro Dietrich100% (2)
- 4 MivDocument19 pages4 Mivpavankumar001No ratings yet
- Tms800e13-T4 SM CTRL496-00 PDFDocument382 pagesTms800e13-T4 SM CTRL496-00 PDFIsmael GarciaNo ratings yet
- Khan 2000Document18 pagesKhan 2000HIMANSHU YADAVNo ratings yet
- Inspection and Maintenance of Drillpipe Ebook PDFDocument39 pagesInspection and Maintenance of Drillpipe Ebook PDFAntónio OliveiraNo ratings yet
- Travers o V47Document32 pagesTravers o V47Jorge Espinoza100% (1)
- 6-7 Ecc Machine Card c20913-16223cnDocument2 pages6-7 Ecc Machine Card c20913-16223cnAbas AbasariNo ratings yet
- State-Space Linear Systems: ExercisesDocument9 pagesState-Space Linear Systems: ExercisesYoshua Diaz0% (1)
- 30SCC160 2pdeDocument30 pages30SCC160 2pdeمحمد مرسيNo ratings yet
- 5200-780 20140813 PartsSpecsDocument102 pages5200-780 20140813 PartsSpecsUbaldo Enrique Caraballo EstradaNo ratings yet
- PDocument131 pagesPVictoria CoronaNo ratings yet
- PAC IC3 ManualsDocument51 pagesPAC IC3 ManualsDarekNo ratings yet
- Parts Manual: Automatic ScrubberDocument147 pagesParts Manual: Automatic ScrubberMarco TailleferNo ratings yet
- Stategen - Lister-Petter Alpha Range Acc - PartsDocument48 pagesStategen - Lister-Petter Alpha Range Acc - PartsDevang RathodNo ratings yet
- Richter™ Operating Instructions For Ball Valves: Series KNA/KNAPDocument14 pagesRichter™ Operating Instructions For Ball Valves: Series KNA/KNAPAli ToamaNo ratings yet
- Operation and Maintenance Manual: COD.: MUM0261 REV. 02Document36 pagesOperation and Maintenance Manual: COD.: MUM0261 REV. 02Khaled ZakariaNo ratings yet
- Comfort-Aire CMA1412SG-0 Specification SheetDocument4 pagesComfort-Aire CMA1412SG-0 Specification SheetRudieNo ratings yet
- TVC Flow Back ValvesDocument12 pagesTVC Flow Back ValvesTom ZhaoNo ratings yet
- Pt. Budijaya Makmursentosa: Qty (PC)Document1 pagePt. Budijaya Makmursentosa: Qty (PC)Fendy ShirahNo ratings yet
- A13M429 THYSSEN PME016 023 - Rev.1Document3 pagesA13M429 THYSSEN PME016 023 - Rev.1Jose Carlos Moraga LópezNo ratings yet
- DM032091 enDocument31 pagesDM032091 enkarolinaNo ratings yet
- Armado de Transmision 924G - 101803Document30 pagesArmado de Transmision 924G - 101803linko estradaNo ratings yet
- 9866 0134 01 COP 44 Service Poster - HIGHDocument1 page9866 0134 01 COP 44 Service Poster - HIGHEmrah MertyürekNo ratings yet
- Reproductora Manual PioneerDocument48 pagesReproductora Manual PioneerYuniel Serrano MilianNo ratings yet
- Yamaha YZF-R6 2016 Gytr Kitmanual EUDocument67 pagesYamaha YZF-R6 2016 Gytr Kitmanual EUHenrik FalkNo ratings yet
- 01 4TNV98T-ZCSTY 规格参数表-英文Document4 pages01 4TNV98T-ZCSTY 规格参数表-英文Eric CNo ratings yet
- Band Crawler Parts and Operating Manual: - Machine Model - Serial#Document22 pagesBand Crawler Parts and Operating Manual: - Machine Model - Serial#Jose Arq Ortega HenaoNo ratings yet
- 06 Kit Manual Yzf r6 Eng - 334741 PDFDocument43 pages06 Kit Manual Yzf r6 Eng - 334741 PDFCarlosManuelSilvaCorreiaNo ratings yet
- Electronic Parts Catalog - Option DetailDocument2 pagesElectronic Parts Catalog - Option Detailnaya aninditaNo ratings yet
- DL2250,3000,4500,6000Document138 pagesDL2250,3000,4500,6000Fabian EtcheniqueNo ratings yet
- Acdx 2Document44 pagesAcdx 2GermánCastiglioniNo ratings yet
- Service Information: September/98 II 58 04/98Document10 pagesService Information: September/98 II 58 04/98Marcelo GiussaniNo ratings yet
- Agco Wheeler 2018Document108 pagesAgco Wheeler 2018Josenaldo Freitas SantosNo ratings yet
- Maintenance Guide UE MVAT 2014 - 03 V3Document97 pagesMaintenance Guide UE MVAT 2014 - 03 V3alfredo.mqiNo ratings yet
- Ecler Dla600 Dual Line Adaptor Service ManualDocument11 pagesEcler Dla600 Dual Line Adaptor Service ManualDSV InnovationsNo ratings yet
- It6427-0409 SMDocument24 pagesIt6427-0409 SMavalente112100% (1)
- Manual de Operacion XQ 140Document55 pagesManual de Operacion XQ 140Diana RosasNo ratings yet
- Dokumen - Tips - Ve Pump Denso Repair ManualDocument32 pagesDokumen - Tips - Ve Pump Denso Repair Manualko koNo ratings yet
- 5200R 20140814 PartsSpecsDocument93 pages5200R 20140814 PartsSpecsubaldo caraballoNo ratings yet
- 9802/6220 L6-3-1 Fuel System KR BuildDocument2 pages9802/6220 L6-3-1 Fuel System KR BuildGarcia CruzNo ratings yet
- Algebra Bald OrcDocument7 pagesAlgebra Bald OrcGilberto Morales CaldasNo ratings yet
- DTH - Martillo Zandvik TodozDocument39 pagesDTH - Martillo Zandvik TodozedwinNo ratings yet
- Thyssenkrupp Fördertechnik GMBH: Organic Growth Project 1 (Ogp1) Execution PhaseDocument11 pagesThyssenkrupp Fördertechnik GMBH: Organic Growth Project 1 (Ogp1) Execution PhasedavidusachNo ratings yet
- Thu EMZ2000S (SM GA0004)Document26 pagesThu EMZ2000S (SM GA0004)jaison jacobNo ratings yet
- Service BulletinDocument9 pagesService BulletinjussmeeeNo ratings yet
- La 4532 Tce5 Machine CardDocument2 pagesLa 4532 Tce5 Machine CardSamakab-Abdek Salah AouledNo ratings yet
- 0240 1183 4Document12 pages0240 1183 4Marko ŠkaraNo ratings yet
- Od TK Fa LFT Top Steel Tower Rg.380-790: User ManualDocument21 pagesOd TK Fa LFT Top Steel Tower Rg.380-790: User ManualnguyenvantrucNo ratings yet
- 9822/1065 C340-10-1 HEATER/AIR CON ASSEMBLY AUTOMATIC Temperature Control AssemblyDocument20 pages9822/1065 C340-10-1 HEATER/AIR CON ASSEMBLY AUTOMATIC Temperature Control AssemblyDean mark rey luzonNo ratings yet
- Dogleg Reamer in Oil Well DrillingDocument12 pagesDogleg Reamer in Oil Well DrillingNguyen Van HieuNo ratings yet
- SCT516Document19 pagesSCT516Nguyen Van HieuNo ratings yet
- SCT516Document19 pagesSCT516Nguyen Van HieuNo ratings yet
- SLX 250 Side Door Elevator (Forum)Document2 pagesSLX 250 Side Door Elevator (Forum)Nguyen Van HieuNo ratings yet
- Stuckey Casing ScraperDocument9 pagesStuckey Casing ScraperNguyen Van HieuNo ratings yet
- Sledgehammer Combine-BrochureDocument64 pagesSledgehammer Combine-BrochureNguyen Van HieuNo ratings yet
- Catalogo General de Productos FMCDocument15 pagesCatalogo General de Productos FMCAmando FuentesNo ratings yet
- Dayton Superior ManualDocument168 pagesDayton Superior ManualThomas ManderNo ratings yet
- Manitou MRT 3255 & MRT-X 3255 FT (EN)Document4 pagesManitou MRT 3255 & MRT-X 3255 FT (EN)ManitouNo ratings yet
- Mech 499 Project Virtual and Physical Prototyping of Mechanical Systems Web-Controlled Dog Ball LauncherDocument26 pagesMech 499 Project Virtual and Physical Prototyping of Mechanical Systems Web-Controlled Dog Ball LauncherParesh GoelNo ratings yet
- LR 60 LR 60P Low Rise Lift Manual 5900337 BendPak PDFDocument44 pagesLR 60 LR 60P Low Rise Lift Manual 5900337 BendPak PDFEstebanVillegasNo ratings yet
- Induction NotesDocument15 pagesInduction NotesKartikNo ratings yet
- Sp208-04ex 5Document17 pagesSp208-04ex 5Žarko LazićNo ratings yet
- ICAT SOP AIS - 137 - 2-Wheeler PDFDocument325 pagesICAT SOP AIS - 137 - 2-Wheeler PDFTushar Ballabh BMLNo ratings yet
- Gaurav - Report - 18EE33001 - BTP - Midterm ReportDocument20 pagesGaurav - Report - 18EE33001 - BTP - Midterm ReportGaurav BisenNo ratings yet
- (Wind Profile) : Chapter FiveDocument21 pages(Wind Profile) : Chapter FiveLuckie RookNo ratings yet
- Stress Distribution Within Circular Cylinders in CompressionDocument12 pagesStress Distribution Within Circular Cylinders in CompressionNabil Dhiya UlhaqNo ratings yet
- Homework of Bernoulli EqDocument8 pagesHomework of Bernoulli EqSinggih OktavianNo ratings yet
- Series 20 Axial Piston Pumps: Technical InformationDocument20 pagesSeries 20 Axial Piston Pumps: Technical InformationTan JaiNo ratings yet
- Bulletin - 610 - JUN13 BLOWERS PDFDocument8 pagesBulletin - 610 - JUN13 BLOWERS PDFJuan David Muriel CastilloNo ratings yet
- Crosby G-2130 ShacklesDocument1 pageCrosby G-2130 Shacklesarbor02No ratings yet
- OPL38ACDocument4 pagesOPL38ACGabriel UngureanuNo ratings yet
- Why Studying in TurkeyDocument6 pagesWhy Studying in TurkeyalmadhagiNo ratings yet
- Dispositivo Disparo Diluvio VK800Document4 pagesDispositivo Disparo Diluvio VK800David EnríquezNo ratings yet
- Checklist For RatingsDocument4 pagesChecklist For RatingsOILER GABRIOLA, MARK GREGORY IIINo ratings yet
- Kinematics of Projectile MotionDocument23 pagesKinematics of Projectile MotiontgimranNo ratings yet
- Power Steering SpecDocument2 pagesPower Steering SpecCarlos RibeiroNo ratings yet