You might also like
- C4.4 CalibracionDocument5 pagesC4.4 Calibracionecaph24488% (8)
- Chevy Differentials: How to Rebuild the 10- and 12-BoltFrom EverandChevy Differentials: How to Rebuild the 10- and 12-BoltRating: 5 out of 5 stars5/5 (8)
- Prestolite Starter MMDocument155 pagesPrestolite Starter MMleather_nun100% (2)
- Winone Elevator Connection DiagramDocument40 pagesWinone Elevator Connection DiagramMuhammad Rashid75% (4)
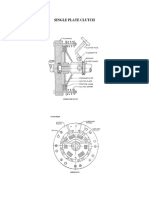
- Single Plate ClutchDocument4 pagesSingle Plate Clutchsaffrin0% (2)
- Session 7 - Beyond Tests - Alternatives in AssessmentDocument53 pagesSession 7 - Beyond Tests - Alternatives in AssessmenttrandinhgiabaoNo ratings yet
- Ian Robb a.M.I.struct.E. (Auth.) - Steel Frame Design Examples-Macmillan Education UK (1961)Document216 pagesIan Robb a.M.I.struct.E. (Auth.) - Steel Frame Design Examples-Macmillan Education UK (1961)GT100% (1)
- Tie Bolts/Rods: ArrangementDocument28 pagesTie Bolts/Rods: ArrangementSuhas KassaNo ratings yet
- Tie Bolts or Tie RodsDocument8 pagesTie Bolts or Tie RodsAayush AgrawalNo ratings yet
- 04 Tie Rods or Tie BoltsDocument12 pages04 Tie Rods or Tie BoltsrajishrrrNo ratings yet
- 04 Tie Rods or Tie BoltsDocument12 pages04 Tie Rods or Tie BoltsBhupender RamchandaniNo ratings yet
- Main Engine Structure & MetallurgyDocument41 pagesMain Engine Structure & MetallurgyMeghanath AdkonkarNo ratings yet
- 2 Stroke Diesel Engine Components-1Document72 pages2 Stroke Diesel Engine Components-1EdemNo ratings yet
- Goldwing InstructionsDocument5 pagesGoldwing InstructionsVanadia NohanNo ratings yet
- Hoist Drum Brake Maintenance: Inspection, Adjustment, Testing and ReplacementDocument6 pagesHoist Drum Brake Maintenance: Inspection, Adjustment, Testing and ReplacementDaniel TostaNo ratings yet
- Rocket Sprocket InstallDocument18 pagesRocket Sprocket InstallJulio AlarconNo ratings yet
- Clutch 95-96 GolfDocument9 pagesClutch 95-96 Golfpedro.tablet.velosoNo ratings yet
- OWI 1000 DrawworksDocument54 pagesOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- IC Presentation TwoDocument50 pagesIC Presentation Twofirst lastNo ratings yet
- Null MOTORDocument215 pagesNull MOTORAditya JoglekarNo ratings yet
- Dodge Stratus Timing MarksDocument7 pagesDodge Stratus Timing MarksRadu MonoNo ratings yet
- Specifications 5.1: Starter Torque ValuesDocument14 pagesSpecifications 5.1: Starter Torque Valuesvette512No ratings yet
- Bottom Feed Port Fuel InjectorsDocument6 pagesBottom Feed Port Fuel InjectorsdarherreraNo ratings yet
- Valeo Starter OverhallDocument26 pagesValeo Starter Overhallrao_saintNo ratings yet
- Holding Down BoltsDocument4 pagesHolding Down BoltsLakshan KarunarathneNo ratings yet
- AZone Knowledge 2008 Dodge Charger 2.7L V6-1.17-Timing Chain Remove/installDocument19 pagesAZone Knowledge 2008 Dodge Charger 2.7L V6-1.17-Timing Chain Remove/installVan LawsonNo ratings yet
- Ajuste de Valvulas PDFDocument8 pagesAjuste de Valvulas PDFRoberto Rincon Robles100% (1)
- 5.3 Removal of The ChuckDocument8 pages5.3 Removal of The ChucksaveasNo ratings yet
- Engine ConstructionDocument89 pagesEngine ConstructionVinod Cf Cruz100% (2)
- Engine Construction PDFDocument149 pagesEngine Construction PDFNitin Sharma100% (1)
- Volkswagen Engines - 4-CylinderDocument12 pagesVolkswagen Engines - 4-Cylinderjorge almarazNo ratings yet
- QSB-6.7 BielaDocument4 pagesQSB-6.7 BielaCHEMA BASANNo ratings yet
- Install Instructions ExedyDocument2 pagesInstall Instructions Exedyrolo210100% (1)
- Valeo Repare: List of Compatable Doner Starter MotorsDocument26 pagesValeo Repare: List of Compatable Doner Starter Motorsdale.bartlett4822No ratings yet
- Cummins Barry Isolators Loading Snubber ClearancesDocument2 pagesCummins Barry Isolators Loading Snubber ClearancesFloyd PriceNo ratings yet
- Brake System: 1988 Jeep CherokeeDocument22 pagesBrake System: 1988 Jeep CherokeePreet_Raj_2303No ratings yet
- Timing BeltDocument28 pagesTiming BeltRaj Bikram MaharjanNo ratings yet
- Section 10 - Power Take-OffDocument19 pagesSection 10 - Power Take-OffMiller Andres ArocaNo ratings yet
- Susp Rear PC 94Document4 pagesSusp Rear PC 94djelleNo ratings yet
- T Able of ContentsDocument8 pagesT Able of Contentshugo_bikerNo ratings yet
- 1A Motorkapitlet Diesel Motor VerkstadsmanualDocument35 pages1A Motorkapitlet Diesel Motor Verkstadsmanualgdrakas42100% (1)
- DIYT30 Engine MountsDocument17 pagesDIYT30 Engine MountsEduardoNo ratings yet
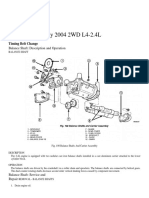
- Jeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeDocument15 pagesJeep Truck Liberty 2004 2WD L4-2.4L: Timing Belt ChangeJuan vaizNo ratings yet
- Procedure For Removing Main Bearing of MAN B&W MC-C EngineDocument16 pagesProcedure For Removing Main Bearing of MAN B&W MC-C EngineSuhas KassaNo ratings yet
- Suspension - FrontDocument7 pagesSuspension - FrontalbertoNo ratings yet
- Shimano XTR M980 Shift Lever Set ManualDocument4 pagesShimano XTR M980 Shift Lever Set ManualNick SpeisNo ratings yet
- QuickServe Online - (4310591) N14 Base Engine (STC, Celect™, Celect Plus™) Service ManualDocument10 pagesQuickServe Online - (4310591) N14 Base Engine (STC, Celect™, Celect Plus™) Service Manualcarlosar1477No ratings yet
- UntitledDocument44 pagesUntitledWondwosen FriewNo ratings yet
- Steering Stabilizer: Mounting Guidelines Owners Manual Spare Parts ManualDocument20 pagesSteering Stabilizer: Mounting Guidelines Owners Manual Spare Parts ManualAmit LingwalNo ratings yet
- ZSpeed CMAK Install Instructions 8 8 19 UpdatedDocument7 pagesZSpeed CMAK Install Instructions 8 8 19 UpdatedSteeve GosselinNo ratings yet
- MEP 1 Shafting SystemDocument19 pagesMEP 1 Shafting SystemYohannes DennisNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- 001-008 Camshaft: InstallDocument6 pages001-008 Camshaft: InstallNaing Min HtunNo ratings yet
- Marine Main Engine ComponentsDocument117 pagesMarine Main Engine ComponentsNandakishore Pradeep100% (1)
- Crankshaft 1Document7 pagesCrankshaft 1Jitendra KumarNo ratings yet
- FIXIE Inc Beltdrive Manual - pdffIXIE Inc Beltdrive ManualDocument8 pagesFIXIE Inc Beltdrive Manual - pdffIXIE Inc Beltdrive Manualnangkarak8201No ratings yet
- Steering Axle: Safety Precautions Maintenance and RepairDocument9 pagesSteering Axle: Safety Precautions Maintenance and RepairPhilip Peter HanssenNo ratings yet
- 4L80E Build Tips and TricksDocument5 pages4L80E Build Tips and TricksSjoling8211No ratings yet
- Timing Belt 1.8lDocument13 pagesTiming Belt 1.8lStuartBohmNo ratings yet
- Install 2Document10 pagesInstall 2chimychanga33No ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Creative FRP Design GuideDocument255 pagesCreative FRP Design GuideVincenzo Praturlon100% (1)
- Penurunan Waktu Tunggu Operasi Elektif Dengan Membuat Standar Prosedur Operasional Di Rumah Sakit Umum Karsa Husada BatuDocument8 pagesPenurunan Waktu Tunggu Operasi Elektif Dengan Membuat Standar Prosedur Operasional Di Rumah Sakit Umum Karsa Husada BaturirisNo ratings yet
- Heat Transfer EquipmentDocument28 pagesHeat Transfer Equipmentdeepak.dce.meNo ratings yet
- Aurelia Vallier SlidesDocument42 pagesAurelia Vallier SlidesSaddy KhanNo ratings yet
- Geometry of Middle SurfaceDocument29 pagesGeometry of Middle SurfaceParth ShahNo ratings yet
- Artificial IntelligenceDocument6 pagesArtificial IntelligencesaraNo ratings yet
- The Problem of Authenticity or External CriticismDocument30 pagesThe Problem of Authenticity or External CriticismKen StarNo ratings yet
- AccountingDocument45 pagesAccountingAfia ZaheenNo ratings yet
- Catalogue - FM-200 PFS - Masteco PDFDocument8 pagesCatalogue - FM-200 PFS - Masteco PDFNguyễn Minh ThiệuNo ratings yet
- Four Gears ModelDocument13 pagesFour Gears ModelPratik PatilNo ratings yet
- Quarter 3-LP-Eng10-Lesson3Document4 pagesQuarter 3-LP-Eng10-Lesson3Cynthia LuayNo ratings yet
- ISO 90012015checklist - tcm14 57745 PDFDocument25 pagesISO 90012015checklist - tcm14 57745 PDFDaniela Muñoz SaldiasNo ratings yet
- Computer Aided ManufacturingDocument3 pagesComputer Aided ManufacturingVivek PatelNo ratings yet
- THESISDocument21 pagesTHESISMell Heiston GensonNo ratings yet
- CitiBank ApplicationDocument15 pagesCitiBank ApplicationJordan P HunterNo ratings yet
- Leybold Didactic EquipmentsDocument4 pagesLeybold Didactic EquipmentsAffo AlexNo ratings yet
- SECTION 33 05 13 Manholes: Revised 03/2012Document52 pagesSECTION 33 05 13 Manholes: Revised 03/2012FAISAL NAZEERNo ratings yet
- AtmakarakaDocument3 pagesAtmakarakaswamyvk100% (1)
- Fredkin Introduction To Digital PhilosophyDocument59 pagesFredkin Introduction To Digital PhilosophyEdoardo MatteiNo ratings yet
- FINALS - Technology Integration Planning 2023Document3 pagesFINALS - Technology Integration Planning 2023Keziah O. BarrientosNo ratings yet
- MindmapDocument2 pagesMindmapapi-545246569No ratings yet
- Eclipse Ring Planning Guide - Any To AnyDocument8 pagesEclipse Ring Planning Guide - Any To AnyAnsar ShafiiNo ratings yet
- Standard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedDocument7 pagesStandard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedAniruddha ChatterjeeNo ratings yet
- Marketing 5Document27 pagesMarketing 5AliNo ratings yet
- Stuart Hall - Who Dares, FailsDocument3 pagesStuart Hall - Who Dares, FailsdNo ratings yet
- 04-68350A Manual CCN DM01-DI01 PDFDocument47 pages04-68350A Manual CCN DM01-DI01 PDFtaha50% (2)
- Crafting The Service Environment: Text Book Chapter 10Document25 pagesCrafting The Service Environment: Text Book Chapter 10Sneha DussaramNo ratings yet