You might also like
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- 04 Tie Rods or Tie BoltsDocument12 pages04 Tie Rods or Tie BoltsBhupender RamchandaniNo ratings yet
- 04 Tie Rods or Tie BoltsDocument12 pages04 Tie Rods or Tie BoltsrajishrrrNo ratings yet
- Tightening of Tie BoltsDocument4 pagesTightening of Tie BoltsAnik Das 8040No ratings yet
- Tie Bolts or Tie RodsDocument8 pagesTie Bolts or Tie RodsAayush AgrawalNo ratings yet
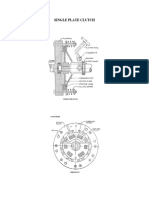
- Single Plate ClutchDocument4 pagesSingle Plate Clutchsaffrin0% (2)
- Main Engine Structure & MetallurgyDocument41 pagesMain Engine Structure & MetallurgyMeghanath AdkonkarNo ratings yet
- 2 Stroke Diesel Engine Components-1Document72 pages2 Stroke Diesel Engine Components-1EdemNo ratings yet
- Holding Down BoltsDocument4 pagesHolding Down BoltsLakshan KarunarathneNo ratings yet
- MEP 1 Shafting SystemDocument19 pagesMEP 1 Shafting SystemYohannes DennisNo ratings yet
- Jacking Bolts WhyDocument2 pagesJacking Bolts WhyHarmanjeet Singh100% (1)
- Crankshaft 1Document7 pagesCrankshaft 1Jitendra KumarNo ratings yet
- Angular Contact Bearing InstallationDocument3 pagesAngular Contact Bearing Installationdk4monjureNo ratings yet
- OWI 1000 DrawworksDocument54 pagesOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- Engine ConstructionDocument89 pagesEngine ConstructionVinod Cf Cruz100% (2)
- Differences Between Crosshead and Trunk EnginesDocument12 pagesDifferences Between Crosshead and Trunk Engineshpss77No ratings yet
- Automobile Clutch: Aim To Study and Prepare Report On The Constructional Details, Working Principles andDocument4 pagesAutomobile Clutch: Aim To Study and Prepare Report On The Constructional Details, Working Principles andசிவ சங்கர்No ratings yet
- Mechanics of Textile Machinery ContentDocument59 pagesMechanics of Textile Machinery ContentPARAMASIVAM SNo ratings yet
- Engine Construction PDFDocument149 pagesEngine Construction PDFNitin Sharma100% (1)
- Schramm Chain AdjustmentDocument4 pagesSchramm Chain AdjustmentRafaelNo ratings yet
- Steering Stabilizer: Mounting Guidelines Owners Manual Spare Parts ManualDocument20 pagesSteering Stabilizer: Mounting Guidelines Owners Manual Spare Parts ManualAmit LingwalNo ratings yet
- Tie BoltsDocument31 pagesTie BoltsMuhammad Nasim AbbasNo ratings yet
- Unidad Rotacion Serie l30Document22 pagesUnidad Rotacion Serie l30Raphael Ruiz RamosNo ratings yet
- Lift ChainDocument14 pagesLift ChainFadhilah Ruhendi PutraNo ratings yet
- Steering Axle: PART NO. 897097 1600 SRM 316Document16 pagesSteering Axle: PART NO. 897097 1600 SRM 316Nguyễn Thanh NhànNo ratings yet
- Unit-2-Automobile EnggDocument23 pagesUnit-2-Automobile EnggPrashant BhumireddyNo ratings yet
- ClutchDocument22 pagesClutchIsaiah LuleNo ratings yet
- Vibrations in Steam TurbinesDocument11 pagesVibrations in Steam TurbinesAnudeep Chittluri100% (1)
- V - Belt BandoDocument12 pagesV - Belt BandoEko Wibowo100% (1)
- Analysis of Crank ShaftDocument10 pagesAnalysis of Crank Shaftvenkatesh konigapoguNo ratings yet
- ClutchDocument5 pagesClutchyudhisthar0110% (1)
- IC Presentation TwoDocument50 pagesIC Presentation Twofirst lastNo ratings yet
- Cummins Barry Isolators Loading Snubber ClearancesDocument2 pagesCummins Barry Isolators Loading Snubber ClearancesFloyd PriceNo ratings yet
- Tapping ChucksDocument14 pagesTapping ChucksDHAMODHARANNo ratings yet
- Bearing Installation ProcedureDocument6 pagesBearing Installation ProcedureHamad KhaledNo ratings yet
- Chain DrivesDocument2 pagesChain DrivescamalielNo ratings yet
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- Goldwing InstructionsDocument5 pagesGoldwing InstructionsVanadia NohanNo ratings yet
- 1.me Components InspectionDocument5 pages1.me Components InspectionAayush AgrawalNo ratings yet
- Screws, Cap Screws) For Headed, External Screw-Threaded FastenersDocument35 pagesScrews, Cap Screws) For Headed, External Screw-Threaded FastenersRAJ MOHANNo ratings yet
- What Does The Clutch Pressure Plate Do?Document10 pagesWhat Does The Clutch Pressure Plate Do?Kem Docenos Yam-ocNo ratings yet
- Prestolite Starter MMDocument155 pagesPrestolite Starter MMleather_nun100% (2)
- The Consequence of Bolt FailuresDocument4 pagesThe Consequence of Bolt FailuresasdfgaNo ratings yet
- Installation & Alignement of Rotating DrumsDocument9 pagesInstallation & Alignement of Rotating Drumsguilanya100% (1)
- CrankshaftDocument9 pagesCrankshaftmuchamad luthfi aliNo ratings yet
- Chain Drive PDFDocument3 pagesChain Drive PDFNitin SharmaNo ratings yet
- LP-4 Crankshaft Balance DoneDocument3 pagesLP-4 Crankshaft Balance DoneKashif UsmanNo ratings yet
- Diesel Engine Bedplate ComponentsDocument117 pagesDiesel Engine Bedplate ComponentsNandakishore Pradeep100% (1)
- Steering AxleDocument14 pagesSteering AxleSergioNo ratings yet
- 02 Holdingdown Bolts and ChocksDocument11 pages02 Holdingdown Bolts and ChocksnareshNo ratings yet
- Crankshaft Construction DesignDocument10 pagesCrankshaft Construction DesignChockalingam AthilingamNo ratings yet
- Single Disc Clutch DesignDocument32 pagesSingle Disc Clutch DesignWeins GemerlapNo ratings yet
- Automotive Transmission NewDocument147 pagesAutomotive Transmission NewhodvmkvecautoNo ratings yet
- QSB-6.7 BielaDocument4 pagesQSB-6.7 BielaCHEMA BASANNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Automatic Operation of BoilerDocument23 pagesAutomatic Operation of BoilerSuhas KassaNo ratings yet
- Fresh Water Geberator and Osmosis ProcessesDocument62 pagesFresh Water Geberator and Osmosis ProcessesSuhas KassaNo ratings yet
- SSEP Environment and PSCDocument69 pagesSSEP Environment and PSCSuhas KassaNo ratings yet
- N BLR Accu TestDocument2 pagesN BLR Accu TestSuhas KassaNo ratings yet
- N BLR Working Types PartsDocument12 pagesN BLR Working Types PartsSuhas KassaNo ratings yet
- Am PurifiersDocument36 pagesAm PurifiersSuhas KassaNo ratings yet
- MEP ME Crank Pin Bearing OHDocument30 pagesMEP ME Crank Pin Bearing OHSuhas KassaNo ratings yet
- Bed Plate Main Engine BedplateDocument52 pagesBed Plate Main Engine BedplateSuhas KassaNo ratings yet
- Southwest Oilfield Products, Inc.: Mud Pump Expendable Parts ListDocument10 pagesSouthwest Oilfield Products, Inc.: Mud Pump Expendable Parts ListBaris Unal100% (3)
- ES2000 Engine Stand: Owner'S Manual 680Kg Max CapacityDocument5 pagesES2000 Engine Stand: Owner'S Manual 680Kg Max CapacityÝîtbãrëk Mêwdêd YTNo ratings yet
- Is 1363-Bolts and NutsDocument12 pagesIs 1363-Bolts and NutsKushal PanchalNo ratings yet
- Autonomous Maintenance Training MaterialDocument98 pagesAutonomous Maintenance Training MaterialAndrei MarinNo ratings yet
- Challenger ElevadorDocument83 pagesChallenger ElevadorElkin Jose Martinez MaestreNo ratings yet
- Regular safety inspections ensure safe operationDocument32 pagesRegular safety inspections ensure safe operationRasheed AhmadNo ratings yet
- 2009破碎机备件及耗材重量Document184 pages2009破碎机备件及耗材重量Lina JiaNo ratings yet
- GIW Technical Series: TBC Wet End Assembly InstructionsDocument2 pagesGIW Technical Series: TBC Wet End Assembly InstructionsTravis SkinnerNo ratings yet
- Part 4 PDFDocument118 pagesPart 4 PDFAnthonyNColucci0% (1)
- Sunflower-1434, Sunflower-1435, Sunflower-1544 Catalog AgcoDocument51 pagesSunflower-1434, Sunflower-1435, Sunflower-1544 Catalog AgcoПашик КотолевскийNo ratings yet
- Majesty 125 2003Document36 pagesMajesty 125 2003Luis C OBNo ratings yet
- Manual Progr BrakeDocument4 pagesManual Progr BrakeGerchu GTNo ratings yet
- Toyota Forklift 8FG, D, GK, DK Shop ManualDocument1,108 pagesToyota Forklift 8FG, D, GK, DK Shop ManualDanilo .Theodoro100% (8)
- Tony Firman - Making Simple Bookbinding Equipment - A Sewing Frame (10pp)Document10 pagesTony Firman - Making Simple Bookbinding Equipment - A Sewing Frame (10pp)galaxy5111No ratings yet
- SuspensionDocument253 pagesSuspensionAlexis Yureni Rodriguez RojasNo ratings yet
- ParrillaDocument10 pagesParrillaFabiánA.ArredondoNo ratings yet
- For Sliding Gates: EN - Instructions and Warnings For Installation and UseDocument28 pagesFor Sliding Gates: EN - Instructions and Warnings For Installation and UsePeter AndrassyNo ratings yet
- GR29 Users Manual 2014Document19 pagesGR29 Users Manual 2014AUDRANNo ratings yet
- Revised Piston Crown Tightening Procedure 5011Q245Document8 pagesRevised Piston Crown Tightening Procedure 5011Q245noel espinalNo ratings yet
- Service Instructions for CR PumpsDocument19 pagesService Instructions for CR PumpsriskiriskNo ratings yet
- Operator's Manual for Boxer 532DX Compact Utility LoaderDocument92 pagesOperator's Manual for Boxer 532DX Compact Utility LoaderLuisYFer1100% (1)
- 2 CA4180P66K24E4Z 34C发动机 zj 译文Document85 pages2 CA4180P66K24E4Z 34C发动机 zj 译文Arash Shams100% (1)
- IESA S.A. equipment repair parts listDocument4 pagesIESA S.A. equipment repair parts listNicolas Ortega CamposNo ratings yet
- Ajs Norton MatchlessDocument58 pagesAjs Norton MatchlessRichard MaycockNo ratings yet
- Michig N: Toyo Umpanki Co., LTDDocument134 pagesMichig N: Toyo Umpanki Co., LTDFluid PowerNo ratings yet
- 5 - 4 - Spare Part List PCR2 - 29.03.2012-1.1Document38 pages5 - 4 - Spare Part List PCR2 - 29.03.2012-1.1AlvaroNo ratings yet
- Firestone Air Spring W02-358-3004Document29 pagesFirestone Air Spring W02-358-3004MROstop.com100% (1)
- Manual Motor 3ADocument325 pagesManual Motor 3ATorque100% (1)
- Wear Parts ListDocument2 pagesWear Parts ListAgus DaniNo ratings yet