You might also like
- 低溫固化導電銀膠FeedBond® FP-1725-B6Document2 pages低溫固化導電銀膠FeedBond® FP-1725-B6quinn akaneNo ratings yet
- Datasheet - Laminado Kingboard FR4Document2 pagesDatasheet - Laminado Kingboard FR4christopher_garNo ratings yet
- ASSAB DievarDocument9 pagesASSAB Dievarsimon HunagNo ratings yet
- Quo AnodiuzingDocument23 pagesQuo AnodiuzingI U Asif AhmadNo ratings yet
- FRABS 518物性表Document2 pagesFRABS 518物性表Phuoc Thinh TruongNo ratings yet
- Non-silicone Thermal Grease: 產品特性 Features 產品應用端 ApplicationsDocument1 pageNon-silicone Thermal Grease: 產品特性 Features 產品應用端 ApplicationsF121728929No ratings yet
- Block QiangshengDocument13 pagesBlock QiangshengtrieutuyenhoangNo ratings yet
- THIFEDocument4 pagesTHIFEjason KlangNo ratings yet
- FSD1020GR 1data SheetDocument2 pagesFSD1020GR 1data SheetDale XiaoNo ratings yet
- 規範類別 規範編號 共同性 FGES-T-UPA12Document93 pages規範類別 規範編號 共同性 FGES-T-UPA12simonchangNo ratings yet
- Tds Mxbon 31332 CNDocument2 pagesTds Mxbon 31332 CNSteve NguyenNo ratings yet
- HK-936 936D 936D+ 937D中英文说明书Document7 pagesHK-936 936D 936D+ 937D中英文说明书MECHANIC HONGKONGNo ratings yet
- 2020.5.7 储热式热水器产品资料Document1 page2020.5.7 储热式热水器产品资料Victor RyanNo ratings yet
- Nanjing Shiheng Elec MF52A103J3950 A1 - C123378Document8 pagesNanjing Shiheng Elec MF52A103J3950 A1 - C123378jkenny23No ratings yet
- Datasheet FR-4 KBDocument2 pagesDatasheet FR-4 KBSebastìan Gonzales Soler100% (1)
- Fr 4 板材耐熱性提昇研究Document8 pagesFr 4 板材耐熱性提昇研究george012345No ratings yet
- QSY 01138-2020 寒区抽油机用润滑油技术条件Document7 pagesQSY 01138-2020 寒区抽油机用润滑油技术条件叶芊No ratings yet
- VersaflexR CL2250Document2 pagesVersaflexR CL2250Wan KKNo ratings yet
- P44 - 46 水泥窯用鎂鉻&鎂尖晶石磚 (TC-K09AC05)Document3 pagesP44 - 46 水泥窯用鎂鉻&鎂尖晶石磚 (TC-K09AC05)Li ZhongNo ratings yet
- 地源热泵设计选型手册Document100 pages地源热泵设计选型手册Op17 7sevenNo ratings yet
- Silicone Shrink TubeDocument7 pagesSilicone Shrink TubeLee VinceNo ratings yet
- 钢丝绳防锈油脂配方开发Document42 pages钢丝绳防锈油脂配方开发chen chenNo ratings yet
- 44 RMYF 2023 05 4 配方开发 钢丝绳防锈油脂配方开发 于延晨Document46 pages44 RMYF 2023 05 4 配方开发 钢丝绳防锈油脂配方开发 于延晨chen chenNo ratings yet
- 森和冷水机2 5M08Document28 pages森和冷水机2 5M08Yang John (Rich-Tech1688)No ratings yet
- DatasheetDocument7 pagesDatasheetmatiasNo ratings yet
- Tonycalcelate EnglishDocument17 pagesTonycalcelate Englishevrim77No ratings yet
- PA6CM1017物性表Document1 pagePA6CM1017物性表Danii Alias XPxNo ratings yet
- Kingfa JH960-HT08 DatasheetDocument2 pagesKingfa JH960-HT08 DatasheetTony ChoiNo ratings yet
- LED 无铅回流焊的详细介绍Document14 pagesLED 无铅回流焊的详细介绍salih dağdurNo ratings yet
- Pism InksDocument35 pagesPism InksMISHI PARKASHNo ratings yet
- CYTC76 采矿钻车参数Document5 pagesCYTC76 采矿钻车参数VicNo ratings yet
- KB 5150Document2 pagesKB 5150tvden0% (1)
- Ebook PPDocument16 pagesEbook PPRonaldo CamargoNo ratings yet
- TNC12 100PDocument2 pagesTNC12 100Pharsha.chutNo ratings yet
- Kingfa JH950-402 AS Anti-Static, V0 PC-ABSDocument2 pagesKingfa JH950-402 AS Anti-Static, V0 PC-ABSchrisjcrobinsonNo ratings yet
- FSD450NT Data Sheet - TMM4AD450LDocument2 pagesFSD450NT Data Sheet - TMM4AD450LDale XiaoNo ratings yet
- PW2 0VK+++220-240V+50 60Hz+M LBPDocument9 pagesPW2 0VK+++220-240V+50 60Hz+M LBPtrieutuyenhoang100% (1)
- TCC0603X7RDocument28 pagesTCC0603X7RsaberNo ratings yet
- Set-free Rpd-x-fny3q Tci (20140930) 立式柜機Document66 pagesSet-free Rpd-x-fny3q Tci (20140930) 立式柜機fung kinNo ratings yet
- Boilers 00 4Document41 pagesBoilers 00 4ShenChiKangNo ratings yet
- 24V 18CC CompressorDocument4 pages24V 18CC CompressorYAKOVNo ratings yet
- FSD1020NT Data Sheet - R03010AD1000RT6010Document2 pagesFSD1020NT Data Sheet - R03010AD1000RT6010Dale XiaoNo ratings yet
- 辊道窑炉设计书 3Document17 pages辊道窑炉设计书 3Wenting MANo ratings yet
- 管线及储罐散热量计算Document9 pages管线及储罐散热量计算wdyouQNo ratings yet
- 管线及储罐散热量计算Document9 pages管线及储罐散热量计算wdyouQNo ratings yet
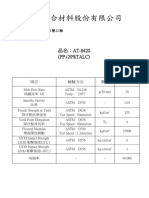
- At-8420Document1 pageAt-8420廖健翔No ratings yet
- Inverter Type AC CompressorDocument12 pagesInverter Type AC CompressorPrudzNo ratings yet
- 中石化LDPE牌号Document5 pages中石化LDPE牌号tuonidaishui1No ratings yet
- 24V-18CC Compressor - SpecDocument4 pages24V-18CC Compressor - SpecYAKOVNo ratings yet
- Abs Ag15a1 SpecDocument2 pagesAbs Ag15a1 SpecĐỗ Thành NhươngNo ratings yet
- 镍基合金简介Document39 pages镍基合金简介krenNo ratings yet
- MKP62 EtcDocument4 pagesMKP62 EtcdiegooliveiraEENo ratings yet
- 恒滨机械画册 - May Ep Thuc PhamDocument11 pages恒滨机械画册 - May Ep Thuc Phamlucas.hoang.119No ratings yet
- C42 MiniDocument3 pagesC42 Minigaminglucky888No ratings yet
- 5.6 油面温控器Controlador de Temperatura Del AceiteDocument34 pages5.6 油面温控器Controlador de Temperatura Del Aceitejuancarlos24No ratings yet
- 04-06 - R4V-R6V 先导式及电磁溢流阀Document9 pages04-06 - R4V-R6V 先导式及电磁溢流阀ZHOUNo ratings yet
- Tag, Neme, Descrip, Type Dan Speck Unit 1 (Boiler)Document10 pagesTag, Neme, Descrip, Type Dan Speck Unit 1 (Boiler)Iwayan SunartoNo ratings yet
- 间接终冷煤气冷凝液的利用Document2 pages间接终冷煤气冷凝液的利用董芳儒No ratings yet
- 立式热虹吸再沸器HTRI优化设计 PDFDocument34 pages立式热虹吸再沸器HTRI优化设计 PDFaaaNo ratings yet
- 20DHPD2002-P355GH Mill Test ReportDocument2 pages20DHPD2002-P355GH Mill Test ReportLHYT NTUANo ratings yet
- 認識不銹鋼材料PFG PFW0101Document49 pages認識不銹鋼材料PFG PFW0101AlbertNo ratings yet
- 材料对应表Document2 pages材料对应表MR.ZHANG100% (1)
- 中鴻鋼鐵 cold - formDocument2 pages中鴻鋼鐵 cold - formAlan tsaiNo ratings yet
- 2 閥類等級對照表Document2 pages2 閥類等級對照表鄭元豪No ratings yet
- MODULE N°17: Éléments Et Matériaux de Construction MécaniqueDocument9 pagesMODULE N°17: Éléments Et Matériaux de Construction MécaniqueGharsallah MohamedNo ratings yet
- Q BQB 418 PDFDocument9 pagesQ BQB 418 PDFKamakhya GuptaNo ratings yet