You might also like
- Electroplated Engineering Nickel Coatings: Standard Specification ForDocument7 pagesElectroplated Engineering Nickel Coatings: Standard Specification ForDiego Rangel100% (2)
- REV 1 Scalper SalesDocument42 pagesREV 1 Scalper SalesDyego GarciaNo ratings yet
- Minfc33427 Jis g3507 Grade Swrch22aDocument3 pagesMinfc33427 Jis g3507 Grade Swrch22ajahabarsathickNo ratings yet
- Astm A653 1Document13 pagesAstm A653 1AlbertoNo ratings yet
- Astm-A153 PDFDocument1 pageAstm-A153 PDFTarkeshwar MallNo ratings yet
- Compressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDocument5 pagesCompressible-Washer-Type Direct Tension Indicators For Use With Structural FastenersDarwin DarmawanNo ratings yet
- C150D6Document4 pagesC150D6WilmerNo ratings yet
- Dacromet Coating: World Class Corrosion ProtectionDocument6 pagesDacromet Coating: World Class Corrosion Protectionmarcelogf74No ratings yet
- Sist en 13377 2002Document11 pagesSist en 13377 2002koliodimitrovNo ratings yet
- A135 PDFDocument9 pagesA135 PDFالGINIRAL FREE FIRENo ratings yet
- Cable TrenchDocument7 pagesCable TrenchNitesh SinghNo ratings yet
- Astm A131 2019 PDFDocument8 pagesAstm A131 2019 PDFazam RazzaqNo ratings yet
- Steel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Document10 pagesSteel Plates For Pressure Vessels, Produced by Thermo-Mechanical Control Process (TMCP)Sama UmateNo ratings yet
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Document13 pagesNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresNo ratings yet
- Ansi c80-6 2005Document22 pagesAnsi c80-6 2005supervisor.electricistaNo ratings yet
- Iso 683 1 2012Document13 pagesIso 683 1 2012Haluk TOKGÖZNo ratings yet
- Steel Castings, Carbon, For General ApplicationDocument4 pagesSteel Castings, Carbon, For General ApplicationVIKAS DAHIYA100% (1)
- Three Grades of Rivets and Bolts Used in Building ConstructionDocument4 pagesThree Grades of Rivets and Bolts Used in Building ConstructiontheDLordP15No ratings yet
- Surface Surface Vehicle Vehicle Recommended Recommended Practice PracticeDocument19 pagesSurface Surface Vehicle Vehicle Recommended Recommended Practice PracticeGustavo figueiredoNo ratings yet
- Everything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVDocument7 pagesEverything You Need To Know About Flatteners and Levelers For Coil Processing - Part IVertuokumusNo ratings yet
- SAE-J423: Distribution Statement ADocument9 pagesSAE-J423: Distribution Statement Ayorf1989No ratings yet
- Astm A 143 - 03Document3 pagesAstm A 143 - 03Glenys MuñozNo ratings yet
- Asme b18.2.1 Hvy Hex BDocument1 pageAsme b18.2.1 Hvy Hex BPhú PhạmNo ratings yet
- Astm F2620Document22 pagesAstm F2620Ricardo Peralta100% (1)
- ASTM B881 17 Standard Terminology Relating To Aluminum and Magnesium Alloy ProductsDocument7 pagesASTM B881 17 Standard Terminology Relating To Aluminum and Magnesium Alloy Products오덕환Oh DuckhwanNo ratings yet
- Sheet Steel For Cold Forming Component Design SpecificationsDocument13 pagesSheet Steel For Cold Forming Component Design SpecificationsHuahua ChuengNo ratings yet
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocument10 pagesEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanNo ratings yet
- Corrosion Resistance in FastenersDocument26 pagesCorrosion Resistance in FastenersShreyas IyengarNo ratings yet
- Heavy Hex Nuts, ASTM A194/A194M and ASME SA194/SA194M, 2HM, PlainDocument2 pagesHeavy Hex Nuts, ASTM A194/A194M and ASME SA194/SA194M, 2HM, PlainSandip JawalkarNo ratings yet
- Astm G 101Document8 pagesAstm G 101El_Proesor100% (1)
- Horizon Software: Materials Testing, Analysis and Reporting SoftwareDocument12 pagesHorizon Software: Materials Testing, Analysis and Reporting SoftwareBilly HorshamNo ratings yet
- A789 PDFDocument4 pagesA789 PDFmahmoud hanafiNo ratings yet
- AWS D1.1 - Bend PDFDocument1 pageAWS D1.1 - Bend PDFVIVEKNo ratings yet
- Asme Section II A-2 Sa-688 Sa-688mDocument10 pagesAsme Section II A-2 Sa-688 Sa-688mAnonymous GhPzn1xNo ratings yet
- Jis D0203 PDFDocument6 pagesJis D0203 PDFsabaris ksNo ratings yet
- Wire and Bar DrawingDocument6 pagesWire and Bar DrawingPrincess NobleNo ratings yet
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- Tinius Olsen - Ref 30 - 60000lb Cal Super L - B117GDocument8 pagesTinius Olsen - Ref 30 - 60000lb Cal Super L - B117Gjr_satish6965No ratings yet
- Jis G3101 1995Document14 pagesJis G3101 1995TUAN NGUYEN VANNo ratings yet
- Din71802 PDFDocument2 pagesDin71802 PDFjudas1432No ratings yet
- Unc Thread Ansi b1Document1 pageUnc Thread Ansi b1Shatish KumarNo ratings yet
- Astm A 307Document6 pagesAstm A 307jeigocNo ratings yet
- GMW16066 JN09Document5 pagesGMW16066 JN09Felipe De la cruzNo ratings yet
- Technical: Iso/Tr 9272Document86 pagesTechnical: Iso/Tr 9272shivendrakumarNo ratings yet
- Estimating The Largest Grain Observed in A Metallographic SectionDocument6 pagesEstimating The Largest Grain Observed in A Metallographic SectionMirtunjayKumarNo ratings yet
- Astm A66Document3 pagesAstm A66Darwin DarmawanNo ratings yet
- PS9172S SpotweldDocument13 pagesPS9172S SpotweldmanuelNo ratings yet
- 011-Astm A 131 2008 Structural Steel For Ships PDFDocument7 pages011-Astm A 131 2008 Structural Steel For Ships PDFgraduateNo ratings yet
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- HeliCoil Technical Information Corrosion Screw ThreadsDocument6 pagesHeliCoil Technical Information Corrosion Screw ThreadsAce Industrial SuppliesNo ratings yet
- Characterizing Properties of Metal Powders Used For Additive Manufacturing ProcessesDocument3 pagesCharacterizing Properties of Metal Powders Used For Additive Manufacturing ProcessesdlmutslNo ratings yet
- Astm A924 A924mDocument1 pageAstm A924 A924mGangadhar Yeddala0% (1)
- Astm F436Document1 pageAstm F436Raul CabanillasNo ratings yet
- 6005-T6 Aluminum Vs 6061-T6 AluminumDocument4 pages6005-T6 Aluminum Vs 6061-T6 AluminumKhamda Aja Dulu100% (1)
- Astm F 436-04Document6 pagesAstm F 436-04JORGE ARTURO TORIBIO HUERTANo ratings yet
- Seamless and Welded Ferritic Stainless Steel Feedwater Heater TubesDocument7 pagesSeamless and Welded Ferritic Stainless Steel Feedwater Heater TubesMina RemonNo ratings yet
- Parametros Soldadura SmawDocument2 pagesParametros Soldadura SmawkevinNo ratings yet
- ASTM D 2000: Specification NumberDocument3 pagesASTM D 2000: Specification NumberjanarthananNo ratings yet
- Din en 1172 e 2010-07Document16 pagesDin en 1172 e 2010-07Niko Zurabishvili100% (1)
- NR Ansi b47.1 Ed01 Ansi b47.1Document11 pagesNR Ansi b47.1 Ed01 Ansi b47.1ROSA MARQUEZ MARTIN100% (1)
- B 689 - 97 Qjy4os05nwDocument7 pagesB 689 - 97 Qjy4os05nwLakshit SethNo ratings yet
- B689 - 97 R08 Standard Specification For Electroplated Engineering Nickel CoatingsDocument7 pagesB689 - 97 R08 Standard Specification For Electroplated Engineering Nickel CoatingsRodolfoNo ratings yet
- Astm A102Document2 pagesAstm A102kashif ehsanNo ratings yet
- Astm C1405Document5 pagesAstm C1405kashif ehsanNo ratings yet
- Astm B733Document13 pagesAstm B733kashif ehsanNo ratings yet
- Astm B183Document3 pagesAstm B183kashif ehsanNo ratings yet
- Astm B636Document4 pagesAstm B636kashif ehsanNo ratings yet
- Astm B505Document8 pagesAstm B505kashif ehsanNo ratings yet
- Astm D3299Document16 pagesAstm D3299kashif ehsanNo ratings yet
- Astm D4414Document3 pagesAstm D4414kashif ehsanNo ratings yet
- Astm B75Document7 pagesAstm B75kashif ehsanNo ratings yet
- Astm D1784Document4 pagesAstm D1784kashif ehsanNo ratings yet
- Astm D610Document7 pagesAstm D610kashif ehsanNo ratings yet
- Astm B117Document11 pagesAstm B117kashif ehsanNo ratings yet
- BOQ - Jay Jay Avissawella C8 (COM ROOM)Document1 pageBOQ - Jay Jay Avissawella C8 (COM ROOM)Isuru PrabodaNo ratings yet
- This Document Is A Preview Generated by EVSDocument7 pagesThis Document Is A Preview Generated by EVSRadoslava KovackiNo ratings yet
- Interview Questions PDFDocument14 pagesInterview Questions PDFanil100% (1)
- Novalux PaintDocument22 pagesNovalux PaintLionparcel Qonitah Talang JambeNo ratings yet
- Accepted Manuscript: 10.1016/j.earscirev.2017.05.002Document88 pagesAccepted Manuscript: 10.1016/j.earscirev.2017.05.002Jorge Cortez CampañaNo ratings yet
- Mark Up Basement and Footing ConcordDocument2 pagesMark Up Basement and Footing ConcordSaiful IslamNo ratings yet
- R1.3 Resp1.3 Response of Civil Engioneeonse of Civil Engineering ProjectDocument23 pagesR1.3 Resp1.3 Response of Civil Engioneeonse of Civil Engineering ProjectSue IlaNo ratings yet
- Surface Sensor SDocument8 pagesSurface Sensor SPrabath De SilvaNo ratings yet
- Technical Data BookDocument38 pagesTechnical Data Bookk s bhaskara ramuNo ratings yet
- DEP 30.48.00.32-Gen-Feb-2012 Coating of FastenersDocument17 pagesDEP 30.48.00.32-Gen-Feb-2012 Coating of FastenersDevam RajNo ratings yet
- SGLS 02-2013 Cement & Concrete ProductsDocument12 pagesSGLS 02-2013 Cement & Concrete Productsjuli_radNo ratings yet
- Ductwork RequirementsDocument1 pageDuctwork RequirementsBaha Abdulhaleem AlsaliebyNo ratings yet
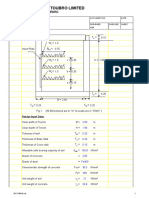
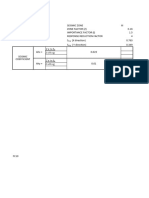
- Shear Key CalculationDocument4 pagesShear Key CalculationdakshataNo ratings yet
- XV501P 12-01-04 Parker Brass Ball ValveDocument2 pagesXV501P 12-01-04 Parker Brass Ball ValveMROstop.comNo ratings yet
- Ask The Engineer Proper Bedding For PVC Pressure PipeDocument5 pagesAsk The Engineer Proper Bedding For PVC Pressure PipeUnibellNo ratings yet
- DESIGN OF TWO-WAY SLAB (Limit State Method)Document2 pagesDESIGN OF TWO-WAY SLAB (Limit State Method)Kulal SwapnilNo ratings yet
- of Water Supply PipesDocument14 pagesof Water Supply PipesLokesh KumarNo ratings yet
- ECBC - Building EnvelopeDocument26 pagesECBC - Building EnvelopeDhruv GuptaNo ratings yet
- Fire Door Inspection SheetDocument2 pagesFire Door Inspection SheetNigelNo ratings yet
- Leak Before Break Fracture Mechanics ThesisDocument251 pagesLeak Before Break Fracture Mechanics ThesisMohamed Elwi MitwallyNo ratings yet
- Design of Steel Structures: Topic Iii THE 15 Edition Aisc Manual of Steel ConstructionDocument39 pagesDesign of Steel Structures: Topic Iii THE 15 Edition Aisc Manual of Steel ConstructionthulfNo ratings yet
- Abdul Rahman 1Document2 pagesAbdul Rahman 1SUN DIGITAL STUDIONo ratings yet
- Mandrel Tube Bending: Type and UsesDocument4 pagesMandrel Tube Bending: Type and UsesRogue FabricationNo ratings yet
- Mold and Mildew QA Understanding Mold in Your HousevnoznDocument3 pagesMold and Mildew QA Understanding Mold in Your Housevnoznliftvision70No ratings yet
- Bloque de Valvulas GMV3010 SOFT-STOP PDFDocument1 pageBloque de Valvulas GMV3010 SOFT-STOP PDFAndres Felipe CaceresNo ratings yet
- Fastener Training: Hex Head Cap Screw Hex Nuts Flat WashersDocument22 pagesFastener Training: Hex Head Cap Screw Hex Nuts Flat WashersOscar ChappilliquenNo ratings yet
- DIY Aquarium HandbookDocument550 pagesDIY Aquarium Handbooklarch.samaNo ratings yet
- How To Prevent Control Welding DistortionDocument2 pagesHow To Prevent Control Welding DistortionNilesh DalviNo ratings yet