You might also like
- You Exec - Root Cause Analysis FreeDocument6 pagesYou Exec - Root Cause Analysis FreeOlivier RachoinNo ratings yet
- 8D Presentation ASQDocument29 pages8D Presentation ASQpradeep100% (1)
- Defect Repair Vs Corrective Action Vs Preventive ActionDocument4 pagesDefect Repair Vs Corrective Action Vs Preventive Actionshahed100% (1)
- Maintenance Philosophy and MethodologiesDocument69 pagesMaintenance Philosophy and MethodologiesKeefwat Tawfeek100% (4)
- Alcorcon Engineering Review Center: Power & Industrial Plant EngineeringDocument12 pagesAlcorcon Engineering Review Center: Power & Industrial Plant EngineeringAriane Uytiepo GalasNo ratings yet
- Barringer FMEA 11 17 09Document9 pagesBarringer FMEA 11 17 09peach5100% (1)
- Elite Dangerous Custom Keyboard LayoutDocument8 pagesElite Dangerous Custom Keyboard LayoutcolmunnNo ratings yet
- Zero Defects With Poka-Yoke - Mistake ProofingDocument249 pagesZero Defects With Poka-Yoke - Mistake Proofingmagudeesh100% (2)
- SPM PDFDocument70 pagesSPM PDFDũng TN100% (3)
- Failure Mode & Effect Analysis - ToolDocument16 pagesFailure Mode & Effect Analysis - ToolmuneerppNo ratings yet
- An-779 Low-Distortion 1.6 To 30 MHZ SSB Driver DesignsDocument10 pagesAn-779 Low-Distortion 1.6 To 30 MHZ SSB Driver DesignsEdward YanezNo ratings yet
- Poka Yoke Training MaterialDocument39 pagesPoka Yoke Training Materialnauli10100% (1)
- Mistake Proofing and Poka-YokeDocument75 pagesMistake Proofing and Poka-YokeadamNo ratings yet
- Errors in Gears PDFDocument8 pagesErrors in Gears PDFSanjay Mehrishi100% (1)
- Presentation Poka YokeDocument34 pagesPresentation Poka YokeRiadh JellaliNo ratings yet
- Root Cause & Corrective Action (RCCA)Document30 pagesRoot Cause & Corrective Action (RCCA)AAKIL AHAMEDNo ratings yet
- IOAA Book PDFDocument254 pagesIOAA Book PDFEng Rit88% (8)
- TPMDocument85 pagesTPManggaNo ratings yet
- Jisu Hozen PillarDocument98 pagesJisu Hozen PillarAndrei MarinNo ratings yet
- RCA Presentation 031105Document19 pagesRCA Presentation 031105N.B.PNo ratings yet
- PokaYoke Complete PresentationDocument67 pagesPokaYoke Complete PresentationRoberto LopezNo ratings yet
- Design FMEA - Making Coffee ExampleDocument13 pagesDesign FMEA - Making Coffee ExampleAlberto Uriel GarciaNo ratings yet
- Overall Equipment Effectiveness (Oee)Document18 pagesOverall Equipment Effectiveness (Oee)aqsa imranNo ratings yet
- 1Document9 pages1mahi_kbrNo ratings yet
- Press the Red Button: How to show up on video and win more trust, more authority, more clientsFrom EverandPress the Red Button: How to show up on video and win more trust, more authority, more clientsNo ratings yet
- EMProofingDocument13 pagesEMProofingSMAKNo ratings yet
- Potential Failure Mode and Effects Analysis Process FmeaDocument24 pagesPotential Failure Mode and Effects Analysis Process Fmearodeth marquezNo ratings yet
- WhywhyDocument2 pagesWhywhyrakesh_nk9No ratings yet
- Service Failure & Recovery: Presentation byDocument18 pagesService Failure & Recovery: Presentation byRakesh MahajanNo ratings yet
- Failure Modes and Effects Analysis (FMEA)Document23 pagesFailure Modes and Effects Analysis (FMEA)Anthony Mc CormackNo ratings yet
- 5Y Cheat SheetDocument21 pages5Y Cheat SheetManik ChowdharyNo ratings yet
- Common Cause Failure Analysis of EUROMAC SLITTING MachineDocument10 pagesCommon Cause Failure Analysis of EUROMAC SLITTING MachineKhuzaima AbidNo ratings yet
- All+Rating+Guidelines ManufacturingDocument4 pagesAll+Rating+Guidelines ManufacturingSegu PratheekNo ratings yet
- Error Proofing2011Document93 pagesError Proofing2011vahoh94266No ratings yet
- Mistake Proofing and Poka YokeDocument75 pagesMistake Proofing and Poka YokeThe Informative Corner हिंदीNo ratings yet
- 11 - Mistake ProofingDocument50 pages11 - Mistake ProofingYusof ZakiNo ratings yet
- Mistake Proofing and Poka Yoke PresentationDocument75 pagesMistake Proofing and Poka Yoke PresentationBijesh JosephNo ratings yet
- RCA FormatDocument293 pagesRCA FormatONMPlanning EngineerPT. GPOSKPSiteNo ratings yet
- Root SampleDocument5 pagesRoot Sampleapi-3798640No ratings yet
- Applying Quality - August 2021 - Kenneth SullivanDocument32 pagesApplying Quality - August 2021 - Kenneth SullivanIdham Idham IdhamNo ratings yet
- MistakesDocument78 pagesMistakesSrinath SelvakumaranNo ratings yet
- Final Inspection Instructions - PillarsDocument3 pagesFinal Inspection Instructions - PillarsMphumzi NginaseNo ratings yet
- Failure Mode and Effects Analysis of Hotwell System Motor Operated Butterfly ValveDocument19 pagesFailure Mode and Effects Analysis of Hotwell System Motor Operated Butterfly ValveBalan SelvanNo ratings yet
- SCM Work Area1Document15 pagesSCM Work Area1Shakir MazumderNo ratings yet
- Fishbone Diagram TemplateDocument4 pagesFishbone Diagram Templateassande01No ratings yet
- Introduction To Credit RecoveryDocument5 pagesIntroduction To Credit RecoveryNadeem AnsariNo ratings yet
- (SCAC Tropical) Installation Guide Book (Eng) - 180914Document81 pages(SCAC Tropical) Installation Guide Book (Eng) - 180914Tehnika SiingNo ratings yet
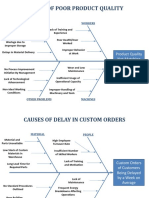
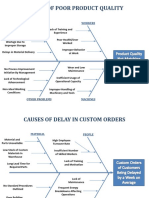
- Causes of Poor Product Quality: Raw Material WorkersDocument4 pagesCauses of Poor Product Quality: Raw Material Workersassande01No ratings yet
- Arvind Data A3Document20 pagesArvind Data A3Vachan Abhilekh ThakurNo ratings yet
- Delphi Supplier Quality Fmea Severity RankingsDocument3 pagesDelphi Supplier Quality Fmea Severity Rankingsmani317No ratings yet
- Fmea Severity CriteriaDocument2 pagesFmea Severity CriteriaPatricia Kate AcopioNo ratings yet
- You Exec - Root Cause Analysis FreeDocument6 pagesYou Exec - Root Cause Analysis FreeOlivier RachoinNo ratings yet
- Reliability: Maintainability:: - Failure: - QualityDocument21 pagesReliability: Maintainability:: - Failure: - QualityZemariyam BizuayehuNo ratings yet
- FMEA Minus The Pain FiguresDocument3 pagesFMEA Minus The Pain FiguresMUNISNo ratings yet
- What Is Service Recovery???Document24 pagesWhat Is Service Recovery???Dr.vikas GoyaNo ratings yet
- 20040616-Zero Human Errors (112pag)Document112 pages20040616-Zero Human Errors (112pag)gonzaloNo ratings yet
- CH11Document41 pagesCH11Mahmadah KhuryatiningsihNo ratings yet
- Software Testing: ER/CORP/CRS/SE04/003 E&R Infosys 1Document85 pagesSoftware Testing: ER/CORP/CRS/SE04/003 E&R Infosys 1Sheetal GiriyaNo ratings yet
- New Bfree SopDocument9 pagesNew Bfree SopBukola OlanrewajuNo ratings yet
- Study Material For Advance Software Modeling - 6 - 1712242788419Document65 pagesStudy Material For Advance Software Modeling - 6 - 1712242788419Harshali KalungeNo ratings yet
- Total Productive Maintenance: An Introduction ToDocument25 pagesTotal Productive Maintenance: An Introduction ToRoshan AkaravitaNo ratings yet
- Overall Equipment Effectiveness (Oee)Document11 pagesOverall Equipment Effectiveness (Oee)aNo ratings yet
- Article Critique - ERP - MergedDocument10 pagesArticle Critique - ERP - MergedAdawiyah AmnaNo ratings yet
- ProcessesDocument7 pagesProcessesArman RiveraNo ratings yet
- Alignment, Reverse Alignment Correction Methods 1692712584Document7 pagesAlignment, Reverse Alignment Correction Methods 1692712584Shaukat NadeemNo ratings yet
- Hyd - Ok & AtoxDocument59 pagesHyd - Ok & AtoxShaukat NadeemNo ratings yet
- Atox HydraulicsDocument42 pagesAtox HydraulicsShaukat NadeemNo ratings yet
- MLA Green BookDocument193 pagesMLA Green BookShaukat NadeemNo ratings yet
- Fishbone DiagramDocument5 pagesFishbone DiagramShaukat NadeemNo ratings yet
- 5 Steps To Manage Maintenance Backlog 1683539876Document8 pages5 Steps To Manage Maintenance Backlog 1683539876Shaukat NadeemNo ratings yet
- 5 Myths About Reliability Centered Maintenance RCM 1681482449 2Document10 pages5 Myths About Reliability Centered Maintenance RCM 1681482449 2Shaukat NadeemNo ratings yet
- Tromp Curve Final PDFDocument9 pagesTromp Curve Final PDFShaukat NadeemNo ratings yet
- Grandia WalktroughDocument86 pagesGrandia WalktroughLinda TanthiNo ratings yet
- BRC CAT MAJ - FR - 0269 17 GB Web PDFDocument48 pagesBRC CAT MAJ - FR - 0269 17 GB Web PDFDanial GrikNo ratings yet
- MSDS Castrol Alphasyn HTX 1000 PDFDocument9 pagesMSDS Castrol Alphasyn HTX 1000 PDFzaidan hadiNo ratings yet
- Medisign Booklet 2013 2015 PDFDocument182 pagesMedisign Booklet 2013 2015 PDFTohid TalefifuNo ratings yet
- ZED F9P MovingBase - AppNote - (UBX 19009093)Document23 pagesZED F9P MovingBase - AppNote - (UBX 19009093)Nguyen Huu Cuong ThinhNo ratings yet
- Dibujo de Los Componentes Desglosados/visualización de La PosiciónDocument4 pagesDibujo de Los Componentes Desglosados/visualización de La Posiciónyoye1968No ratings yet
- Central Workshop Manual For Mechanical Workshop CourseDocument60 pagesCentral Workshop Manual For Mechanical Workshop Courseankitbugalia56No ratings yet
- Gun Kata NWodDocument2 pagesGun Kata NWodTommy CashmanNo ratings yet
- Unit 1 - IwrbsDocument52 pagesUnit 1 - Iwrbsnew chaisiriwongNo ratings yet
- Magnetic Effects of Electric Current I: Activity 12.1 Activity 12.1 Activity 12.1 Activity 12.1 Activity 12.1Document13 pagesMagnetic Effects of Electric Current I: Activity 12.1 Activity 12.1 Activity 12.1 Activity 12.1 Activity 12.1shouvik palNo ratings yet
- Barelf Al: Auxiliary Synthetic LubricantsDocument1 pageBarelf Al: Auxiliary Synthetic LubricantsironiteNo ratings yet
- Proposed Rule: Airworthiness Directives: GoodrichDocument11 pagesProposed Rule: Airworthiness Directives: GoodrichJustia.comNo ratings yet
- Fashion Research PaperDocument78 pagesFashion Research PapervstyleinNo ratings yet
- James Gordley, The Jurists A Critical HistoryDocument4 pagesJames Gordley, The Jurists A Critical HistoryBruno IankowskiNo ratings yet
- 1000020471, 1000020261, 1000027005 MGIEasy Nucleic Acid Extraction Kit User Manual A7Document24 pages1000020471, 1000020261, 1000027005 MGIEasy Nucleic Acid Extraction Kit User Manual A7Dannyuh CstlNo ratings yet
- Peças Cl29m21mq2xxazDocument12 pagesPeças Cl29m21mq2xxazMaycon DouglasNo ratings yet
- Roof Leak Detection Specialist in ModestoDocument7 pagesRoof Leak Detection Specialist in ModestoLegend Roofing Company IncNo ratings yet
- Cómo Empezar Un Ensayo AutobiográficoDocument7 pagesCómo Empezar Un Ensayo Autobiográficoafmogoccm100% (2)
- Lockheed Martin Ocean Thermal Energy ConversionDocument27 pagesLockheed Martin Ocean Thermal Energy ConversionUchenna OgunkaNo ratings yet
- RESOLTECH Chemical Resistance GuideDocument45 pagesRESOLTECH Chemical Resistance GuideAhmed Ben HmidaNo ratings yet
- New Holland D150 Crawler Dozer Service Repair ManualDocument21 pagesNew Holland D150 Crawler Dozer Service Repair ManualggjjjjotonesNo ratings yet
- REVISED Winter 2023 Dinner Menu 11x17Document2 pagesREVISED Winter 2023 Dinner Menu 11x17Syed RuksarNo ratings yet
- English Phonetic and SpellingDocument29 pagesEnglish Phonetic and Spellingsteffen han100% (2)
- Chapter 1 (Final)Document13 pagesChapter 1 (Final)Jessa SelimNo ratings yet
- PI ForeignDocument108 pagesPI ForeignMiguel Eduardo Castillo Blanco100% (1)