You might also like
- CTB - Mix DesignDocument8 pagesCTB - Mix Designbala0% (1)
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsFrom EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsNo ratings yet
- Gioi Thieu Dong Co MANBW ME-CDocument26 pagesGioi Thieu Dong Co MANBW ME-CMitdac HP0% (1)
- Mechanisms of Air Entrainment in ConcreteDocument9 pagesMechanisms of Air Entrainment in Concretecarjamu100% (1)
- Control of Air Content in Concrete: Portland Cement AssociationDocument8 pagesControl of Air Content in Concrete: Portland Cement AssociationBhupesh MulikNo ratings yet
- Air Entrainment and ConcreteDocument6 pagesAir Entrainment and Concretemanish_shashikantNo ratings yet
- Qiao Et Al., 2019, Electrical ResistivityDocument10 pagesQiao Et Al., 2019, Electrical ResistivityÁlvaro MendozaNo ratings yet
- When To Challenge Petrographic Reports - tcm45-347346Document4 pagesWhen To Challenge Petrographic Reports - tcm45-347346Dan TranNo ratings yet
- Relationship Between Air-Content in Fresh Cement P PDFDocument12 pagesRelationship Between Air-Content in Fresh Cement P PDFCatnis TomNo ratings yet
- Relationship Between Air-Content in Fresh Cement P PDFDocument12 pagesRelationship Between Air-Content in Fresh Cement P PDFCatnis TomNo ratings yet
- Investigation On The Effect of Entrained Air On Por 2021 Construction and BuDocument13 pagesInvestigation On The Effect of Entrained Air On Por 2021 Construction and BuHoàng BanNo ratings yet
- TechBrief Air Entraining AdmixturesDocument2 pagesTechBrief Air Entraining AdmixturesgayathriNo ratings yet
- Sans Titre0Document7 pagesSans Titre0Anonymous 1mOlb74No ratings yet
- Construction and Building Materials: Nipat Puthipad, Masahiro Ouchi, Sovannsathya Rath, Anuwat AttachaiyawuthDocument3 pagesConstruction and Building Materials: Nipat Puthipad, Masahiro Ouchi, Sovannsathya Rath, Anuwat AttachaiyawuthBikila M. KejelaNo ratings yet
- Understanding The Pumpability of ConcreteDocument14 pagesUnderstanding The Pumpability of Concretecesarale100% (1)
- Evaluation of Environmental Requirements For Sustainable Ready-Mix Concrete Production in Abu Dhabi EmirateDocument7 pagesEvaluation of Environmental Requirements For Sustainable Ready-Mix Concrete Production in Abu Dhabi EmirateeorenusNo ratings yet
- Chemical AdmixturesDocument8 pagesChemical AdmixturesM Naufal RachmanNo ratings yet
- Alternative Method To Measure Air Content in Fresh: Aci Materials Journal Technical PaperDocument8 pagesAlternative Method To Measure Air Content in Fresh: Aci Materials Journal Technical PaperHuaman Chavez Jesus AngelNo ratings yet
- Critical Size of Entrained Air To Stability of Air Volume in Mortar of Self-Compacting Concrete at Fresh StageDocument10 pagesCritical Size of Entrained Air To Stability of Air Volume in Mortar of Self-Compacting Concrete at Fresh StageKrittiya KaewmaneeNo ratings yet
- Effect of Synthetic and ProteinDocument10 pagesEffect of Synthetic and Proteinprem adhikariNo ratings yet
- Wawrzenczyk Possibility SaE 1 2014Document8 pagesWawrzenczyk Possibility SaE 1 2014MrPyrolieNo ratings yet
- Bubble Free Resin For Infusion ProcessDocument8 pagesBubble Free Resin For Infusion ProcessVenkat GiriNo ratings yet
- Improvement in Self-Compacting Properties of Fresh Concrete by Eliminating Large Air Bubbles Using An Antifoaming AgentDocument10 pagesImprovement in Self-Compacting Properties of Fresh Concrete by Eliminating Large Air Bubbles Using An Antifoaming AgentpiyushNo ratings yet
- Journalofphysicsiop Nicosanjaya2021Document8 pagesJournalofphysicsiop Nicosanjaya2021Muhammad Sholahuddin AliyNo ratings yet
- Effect of Air Voids in Fresh and Hardening Properties of ConcreteDocument10 pagesEffect of Air Voids in Fresh and Hardening Properties of ConcreteANTONY MIANONo ratings yet
- Understanding The Pumpability of Concrete PDFDocument14 pagesUnderstanding The Pumpability of Concrete PDFCatnis TomNo ratings yet
- Properties of Autoclaved Aerated Concrete in Different Curing Conditions A ReviewDocument8 pagesProperties of Autoclaved Aerated Concrete in Different Curing Conditions A ReviewIJRASETPublicationsNo ratings yet
- CIP 21 - Loss of Air Content in Pumped ConcreteDocument0 pagesCIP 21 - Loss of Air Content in Pumped ConcreteNamburu SomanadhNo ratings yet
- On Void Structure and Strength of Foamed Concrete Made With or Outwith Additives PDFDocument8 pagesOn Void Structure and Strength of Foamed Concrete Made With or Outwith Additives PDFSritam SwapnadarshiNo ratings yet
- Budhe 2018 - Bonded Repair of Composites Structures in Aerospace Application A Review On Environmental IssuesDocument27 pagesBudhe 2018 - Bonded Repair of Composites Structures in Aerospace Application A Review On Environmental Issuesjeanbaptiste.orsatelliNo ratings yet
- FDOT BB978 RPTDocument14 pagesFDOT BB978 RPTirfanquadriNo ratings yet
- Conplast AE300: Air Entraining AdmixtureDocument3 pagesConplast AE300: Air Entraining AdmixtureBalasubramanian AnanthNo ratings yet
- What Factors Affects Air Content of ConcreteDocument2 pagesWhat Factors Affects Air Content of ConcreteKalindaMadusankaDasanayakaNo ratings yet
- Applying Concrete Technology To Abrasion Resistance: Papenfus, NDocument11 pagesApplying Concrete Technology To Abrasion Resistance: Papenfus, NhuichulNo ratings yet
- Sciencedirect: Determining The Effect of Aging On The Air Void of Asphalt Concrete For Sustainable PavementDocument7 pagesSciencedirect: Determining The Effect of Aging On The Air Void of Asphalt Concrete For Sustainable PavementAnonymous JbADdTPsNo ratings yet
- Chapter 2 Concrete ManualDocument10 pagesChapter 2 Concrete ManualnguyenkhachiepvnNo ratings yet
- VacuummixingDocument18 pagesVacuummixingДанило ГадайчукNo ratings yet
- Air Entrained ConcreteDocument3 pagesAir Entrained Concrete7vortex9No ratings yet
- Fibers, Percolation, and Spalling of High Performance ConcreteDocument21 pagesFibers, Percolation, and Spalling of High Performance ConcretedddNo ratings yet
- Measurement of Air Content in Concrete by Pressure Air MethodDocument2 pagesMeasurement of Air Content in Concrete by Pressure Air Methodvenkateswara rao pothinaNo ratings yet
- Performance Analysis of Air-Entrained ConcreteDocument27 pagesPerformance Analysis of Air-Entrained ConcreteHazbullah ShajiNo ratings yet
- A Review of Hot Climate Concreting and The ApproprDocument11 pagesA Review of Hot Climate Concreting and The ApproprYouness FarezNo ratings yet
- A Review of Hot Climate Concreting and The ApproprDocument11 pagesA Review of Hot Climate Concreting and The Approprdr_masamaraNo ratings yet
- Conplast Ae300Document3 pagesConplast Ae300talatzahoorNo ratings yet
- Air Entrained ConDocument8 pagesAir Entrained ConRizwanUllahKhanNo ratings yet
- Air-Entraining Admixtures For Concrete 11Document60 pagesAir-Entraining Admixtures For Concrete 11qaisalkurdyNo ratings yet
- Performance and Characteristic Foamed Concrete MixDocument9 pagesPerformance and Characteristic Foamed Concrete MixMohd Nazim Othman100% (1)
- HO - CB 352 CM Part - 4A - Fresh Properties of ConcreteDocument8 pagesHO - CB 352 CM Part - 4A - Fresh Properties of ConcreteAmjad Wael Yahia FayedNo ratings yet
- The Effect of Controlled Permeable Formwork Liner On The Mechanical Properties of ConcreteDocument11 pagesThe Effect of Controlled Permeable Formwork Liner On The Mechanical Properties of ConcreteVijayNo ratings yet
- Proportioning Concrete MixesDocument54 pagesProportioning Concrete Mixesgman444No ratings yet
- A. Duran-HerreraDocument13 pagesA. Duran-HerreraPurandhar ReddiNo ratings yet
- Engineering Structures: R. Cacciotti TDocument28 pagesEngineering Structures: R. Cacciotti TStefan GhidiuNo ratings yet
- QUESTRJPaper PDFDocument5 pagesQUESTRJPaper PDFdoaa alfallahNo ratings yet
- Evaluation of Lightweight ConcreteDocument21 pagesEvaluation of Lightweight Concretetally3tallyNo ratings yet
- Shilstone CI0202Document4 pagesShilstone CI0202mostafaaboali6569No ratings yet
- Grout Systems For RepairDocument11 pagesGrout Systems For Repairsami_bangash_1No ratings yet
- Shape Morphing Wind-Responsive Facade Systems Realized With Smart MaterialsDocument12 pagesShape Morphing Wind-Responsive Facade Systems Realized With Smart MaterialslucyNo ratings yet
- Aeration System in WWTPDocument10 pagesAeration System in WWTPashokNo ratings yet
- Evaluation of Properties of Cellular Light Weight Concrete: Articles You May Be Interested inDocument20 pagesEvaluation of Properties of Cellular Light Weight Concrete: Articles You May Be Interested inGreen MyanmarNo ratings yet
- 1 5127158 PDFDocument20 pages1 5127158 PDFGreen MyanmarNo ratings yet
- Low-Volume Wet-Process Sprayed Concrete: Hardened PropertiesDocument13 pagesLow-Volume Wet-Process Sprayed Concrete: Hardened PropertiesBiranchi PandaNo ratings yet
- Effect of Steel Reinforcement On The Minimum Depth-Span RatioDocument9 pagesEffect of Steel Reinforcement On The Minimum Depth-Span RatioAmin ZuraiqiNo ratings yet
- Drawings 11Document1 pageDrawings 11Amin ZuraiqiNo ratings yet
- Drawings 10Document1 pageDrawings 10Amin ZuraiqiNo ratings yet
- Drawings 9Document1 pageDrawings 9Amin ZuraiqiNo ratings yet
- Drawings 8Document1 pageDrawings 8Amin ZuraiqiNo ratings yet
- Falsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetDocument6 pagesFalsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetAmin ZuraiqiNo ratings yet
- Analysis of Statically Indeterminate Structures Clasical Methods Port SaidDocument112 pagesAnalysis of Statically Indeterminate Structures Clasical Methods Port SaidAmin ZuraiqiNo ratings yet
- Speed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectDocument12 pagesSpeed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectAmin ZuraiqiNo ratings yet
- حلب نضال شحادة كتاب أنفاقDocument314 pagesحلب نضال شحادة كتاب أنفاقAmin ZuraiqiNo ratings yet
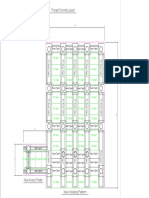
- Precast Concrete LayoutDocument1 pagePrecast Concrete LayoutAmin ZuraiqiNo ratings yet
- 2-Seismic Load, ChecksDocument60 pages2-Seismic Load, ChecksAmin ZuraiqiNo ratings yet
- Precast Beam Detail-1Document1 pagePrecast Beam Detail-1Amin ZuraiqiNo ratings yet
- Drawings 7Document1 pageDrawings 7Amin ZuraiqiNo ratings yet
- Dam & Its Construction (Civil Concepts)Document23 pagesDam & Its Construction (Civil Concepts)Amin ZuraiqiNo ratings yet
- Pile Muff Detail-1Document1 pagePile Muff Detail-1Amin ZuraiqiNo ratings yet
- Building For Well BeingDocument4 pagesBuilding For Well BeingAmin ZuraiqiNo ratings yet
- Six SigmaDocument41 pagesSix SigmaAmin ZuraiqiNo ratings yet
- Designing A Slab On GradeDocument4 pagesDesigning A Slab On GradeAmin ZuraiqiNo ratings yet
- Precast Slab DetailDocument1 pagePrecast Slab DetailAmin ZuraiqiNo ratings yet
- Funding StudyDocument106 pagesFunding StudyAmin Zuraiqi100% (1)
- Architectural 89Document1 pageArchitectural 89Amin ZuraiqiNo ratings yet
- Learning From Green Building 1Document3 pagesLearning From Green Building 1Amin ZuraiqiNo ratings yet
- Tilt Up Construction GuideDocument24 pagesTilt Up Construction GuideAmin ZuraiqiNo ratings yet
- Problem Solving SkillsDocument41 pagesProblem Solving SkillsAmin ZuraiqiNo ratings yet
- 10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyDocument3 pages10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyAmin ZuraiqiNo ratings yet
- Hashem CVDocument1 pageHashem CVAmin ZuraiqiNo ratings yet
- Thermal Power StationDocument35 pagesThermal Power StationAmin ZuraiqiNo ratings yet
- Architectural 80Document1 pageArchitectural 80Amin ZuraiqiNo ratings yet
- PROJECT-22-0306 -S الصرح التذكاري لمئوية تأسيس الدولة والحديقةDocument11 pagesPROJECT-22-0306 -S الصرح التذكاري لمئوية تأسيس الدولة والحديقةAmin ZuraiqiNo ratings yet
- Architectural 81Document1 pageArchitectural 81Amin ZuraiqiNo ratings yet
- Pump Room Future EngineersDocument26 pagesPump Room Future EngineersZain ShariffNo ratings yet
- Amm 28 PDFDocument165 pagesAmm 28 PDFErnesto RodriguezNo ratings yet
- Wa200-8 Venss06300p 1708Document4 pagesWa200-8 Venss06300p 1708Borislav BorisovNo ratings yet
- Gas Plant 3Document90 pagesGas Plant 3Anthony SiuNo ratings yet
- Material Type Co Short Desciption (40 Chars Max) Material Grup Berat KotorDocument22 pagesMaterial Type Co Short Desciption (40 Chars Max) Material Grup Berat KotorDen limboongNo ratings yet
- Reciprocating Pump With Air VesselDocument19 pagesReciprocating Pump With Air VesselKrunal Patil93% (15)
- User Manual 1390Document109 pagesUser Manual 1390GesadyrNo ratings yet
- KSB Cellular Surface Wear Rings en Downobject, Property FileDocument2 pagesKSB Cellular Surface Wear Rings en Downobject, Property FileJasmina TepšaNo ratings yet
- Technical Data&Configuration List of Mucking Loader-LWLX (C) - 120Document3 pagesTechnical Data&Configuration List of Mucking Loader-LWLX (C) - 120nickdash09No ratings yet
- Risk Assessment TemplateDocument3 pagesRisk Assessment Templateseohyeon8895No ratings yet
- Universal Calibrating Machines UCM Manual PM 5201 PDFDocument34 pagesUniversal Calibrating Machines UCM Manual PM 5201 PDFRocky TongiaNo ratings yet
- Fluid Mechanics, Water Hammer, Dynamic Stresses, and Piping DesignDocument16 pagesFluid Mechanics, Water Hammer, Dynamic Stresses, and Piping DesignlincolNo ratings yet
- 9working Hydraulic System 958FDocument35 pages9working Hydraulic System 958FaguerohrdaNo ratings yet
- Water 10 00307 PDFDocument103 pagesWater 10 00307 PDFDeepak Chandra PandeyNo ratings yet
- Air Driven Hydraulic PumpsDocument32 pagesAir Driven Hydraulic Pumpsdejanr111100% (1)
- FC 4.1.2 - Hydraulic Truck Crane Checklist FormDocument2 pagesFC 4.1.2 - Hydraulic Truck Crane Checklist FormJosef Demner Tiu PaspeNo ratings yet
- Icool LITE Owners ManualDocument18 pagesIcool LITE Owners ManualrenzoNo ratings yet
- Titan CF Filter Manual 2014Document4 pagesTitan CF Filter Manual 2014Yareli de la CruzNo ratings yet
- RB Model 2020Document37 pagesRB Model 2020Zikin PieurNo ratings yet
- Nef M280Document9 pagesNef M280husan shah100% (1)
- Deep Drilling UnitDocument8 pagesDeep Drilling Unitbinoyraj2010No ratings yet
- Boiler Hydro TestDocument35 pagesBoiler Hydro TestMoez HamoudiNo ratings yet
- Wemco Product OverviewDocument24 pagesWemco Product OverviewAkilesh AravindakshanNo ratings yet
- DS311 Rock Support Bolter: Technical SpecificationDocument4 pagesDS311 Rock Support Bolter: Technical SpecificationMoodNo ratings yet
- Rule Noise, Perform PowerDocument8 pagesRule Noise, Perform Powermogwai71No ratings yet
- 0390 Hydraulic Tipping Solutions Catalogue (E) - LRDocument23 pages0390 Hydraulic Tipping Solutions Catalogue (E) - LRAkshay SinghNo ratings yet
- Homogenizer HPM Type B55 PDFDocument2 pagesHomogenizer HPM Type B55 PDFÑzñz RedesNo ratings yet
- WaterGEMS V8i Users Guide SS5 1Document1,626 pagesWaterGEMS V8i Users Guide SS5 1FONS106No ratings yet
- Water HammerDocument34 pagesWater HammerM Favio Palacios Solórzano100% (1)