You might also like
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Asme B16.5Document11 pagesAsme B16.5jacquesmayol100% (1)
- Garnituri DIN 2697Document12 pagesGarnituri DIN 2697Dumitru SorinaNo ratings yet
- Guidelines On Selection of Various Types of FlangesDocument6 pagesGuidelines On Selection of Various Types of FlangesMohit BauskarNo ratings yet
- Hottappingrequirement1 160722152313 PDFDocument94 pagesHottappingrequirement1 160722152313 PDFadel100% (1)
- Hottappingrequirement1 160722152313Document94 pagesHottappingrequirement1 160722152313ansherina2No ratings yet
- Spiral Wound GasketsDocument3 pagesSpiral Wound GasketsHarish GundaNo ratings yet
- Ansi Flange HandbookDocument76 pagesAnsi Flange HandbookSuperstarVirgo100% (1)
- Details of Flange, Gasket and Bolt For PlantDocument11 pagesDetails of Flange, Gasket and Bolt For Plantsikandert4uNo ratings yet
- Introduction, Types and Function of Different Flanges .PDFXDocument25 pagesIntroduction, Types and Function of Different Flanges .PDFXMajid Sattar100% (1)
- Acabado Bridas PDFDocument5 pagesAcabado Bridas PDFjast111No ratings yet
- Definition and Details of FlangesDocument23 pagesDefinition and Details of Flangesvishan2kNo ratings yet
- S-0000-1360-0005 - TECHNICAL SPECIFICATION FOR PipesDocument22 pagesS-0000-1360-0005 - TECHNICAL SPECIFICATION FOR PipesPaul NieNo ratings yet
- Forged Flanges CatalogDocument48 pagesForged Flanges CatalogaltexsteveNo ratings yet
- Rebarworks REV09NSCP2010Document53 pagesRebarworks REV09NSCP2010Mark Leonard MantesNo ratings yet
- Minimum Dimension of Piping Components and AssembliesDocument43 pagesMinimum Dimension of Piping Components and AssembliesRagerishcire Kanaalaq100% (1)
- Welding Tolerance StandardsDocument6 pagesWelding Tolerance StandardsSowmen_CNo ratings yet
- Flange Pressure Temperature Ratings ASMEASDocument5 pagesFlange Pressure Temperature Ratings ASMEASATHUL CHANDRANNo ratings yet
- Bolts and Compatible Nuts InformationDocument11 pagesBolts and Compatible Nuts InformationBHARATHNo ratings yet
- STP CatalogueDocument37 pagesSTP CataloguemmkattaNo ratings yet
- Valves Pipe Fittings DimensionsDocument37 pagesValves Pipe Fittings DimensionstsoheilNo ratings yet
- Flangemanagementpresentation 160911122834Document83 pagesFlangemanagementpresentation 160911122834Yusuf Alfathony100% (2)
- API NotesDocument4 pagesAPI NotesMohammad RizwanNo ratings yet
- Páginas desdeASME B16.5 - 2009Document1 pagePáginas desdeASME B16.5 - 2009Mario BarrientosNo ratings yet
- ASTM A 403/A 403M - 96: Dimensions and TolerancesDocument4 pagesASTM A 403/A 403M - 96: Dimensions and Tolerancessumit_b123No ratings yet
- Elbow Component For Piping Direction ChangeDocument16 pagesElbow Component For Piping Direction ChangeKyaw Kyaw AungNo ratings yet
- Stainless Steel Pipe and Fittings SpecificationDocument10 pagesStainless Steel Pipe and Fittings SpecificationCassy AbulenciaNo ratings yet
- Xplore Orld Iping: Definition and Details of FlangesDocument3 pagesXplore Orld Iping: Definition and Details of FlangesKyle StackNo ratings yet
- ABB DP 4Document1 pageABB DP 4schiff22No ratings yet
- Swagelok Flange AdaptersDocument6 pagesSwagelok Flange AdapterstotcsabNo ratings yet
- Catalogo Iko Linear Lbe, LBD, LBB, LM, Lme, LMBDocument27 pagesCatalogo Iko Linear Lbe, LBD, LBB, LM, Lme, LMBrafacamNo ratings yet
- ANSI B16.5 Flange ToleranceDocument2 pagesANSI B16.5 Flange TolerancevmrameshbeNo ratings yet
- Headed Studs NELSONDocument1 pageHeaded Studs NELSONNuno Telmo LopesNo ratings yet
- Butt Weld Stainless Steel FittingsDocument16 pagesButt Weld Stainless Steel Fittingsbayu susiloNo ratings yet
- Ansi B16.5 Flange PDFDocument45 pagesAnsi B16.5 Flange PDFeldaniel00067416No ratings yet
- SPE 77-162 (2004) Valves and AccessoriesDocument9 pagesSPE 77-162 (2004) Valves and Accessories김창배No ratings yet
- Pipe DesignDocument6 pagesPipe DesignmaneeshmsanjagiriNo ratings yet
- BP Piping Joints Handbook PDFDocument57 pagesBP Piping Joints Handbook PDFHazem KamalNo ratings yet
- Dowel Pins and Extractable Dowels PDFDocument4 pagesDowel Pins and Extractable Dowels PDFtech81No ratings yet
- Why InsulationDocument13 pagesWhy InsulationnguyenNo ratings yet
- IM BSCE 4 - Steel Design Part 1Document86 pagesIM BSCE 4 - Steel Design Part 1acurvz2005No ratings yet
- Definition and Details of FlangesDocument39 pagesDefinition and Details of FlangesMohd AmaniNo ratings yet
- 53 - Butt-Weld Pipe FittingsDocument13 pages53 - Butt-Weld Pipe Fittingsjoni_capelletoNo ratings yet
- Features FlangedDuctileIronPipeandFittings PDFDocument5 pagesFeatures FlangedDuctileIronPipeandFittings PDFGourav SharmaNo ratings yet
- Piping NotesDocument33 pagesPiping NotesSyed FarhanNo ratings yet
- Specification For Carbon Steel Piping MaterialsDocument8 pagesSpecification For Carbon Steel Piping MaterialsAmro HarasisNo ratings yet
- Piping Elbows and Bends PDFDocument4 pagesPiping Elbows and Bends PDFaap1100% (2)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Disston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderFrom EverandDisston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderNo ratings yet
- Exercise 7 - Stability Analysis - SolutionsDocument20 pagesExercise 7 - Stability Analysis - SolutionsSuperbVoiceNo ratings yet
- Thesis On Cybercrime in IndiaDocument8 pagesThesis On Cybercrime in Indiakarinathomasdenver100% (2)
- Candidate Guide SCR24Document16 pagesCandidate Guide SCR24Michael JunusNo ratings yet
- BS EN 1992 PART 4-2018 Design of Concrete Structures - Design of Fastenings For Use in ConcreteDocument132 pagesBS EN 1992 PART 4-2018 Design of Concrete Structures - Design of Fastenings For Use in Concrete陈辕100% (2)
- The Philippine Informal Reading InventoryDocument2 pagesThe Philippine Informal Reading InventoryVenilyn Cruz91% (11)
- KBI Admission 2024-25Document1 pageKBI Admission 2024-25jd9170417No ratings yet
- Examen EESDocument16 pagesExamen EESManu LlacsaNo ratings yet
- Arkansas DispensariesDocument6 pagesArkansas DispensariesAdam ByrdNo ratings yet
- 1st Quarter Examination in Household Services 9Document3 pages1st Quarter Examination in Household Services 9Aubrey Lynn Joyohoy100% (1)
- Experiment Morse TestDocument3 pagesExperiment Morse TestSivi NallamothuNo ratings yet
- Orca Share Media1676505355563 7031773118863093717Document42 pagesOrca Share Media1676505355563 7031773118863093717Charls Aron ReyesNo ratings yet
- Child and Adolescent LiteratureDocument21 pagesChild and Adolescent LiteratureHazel GeronimoNo ratings yet
- USB-Link™ 2 Bluetooth Edition Installation and Setup ManualDocument54 pagesUSB-Link™ 2 Bluetooth Edition Installation and Setup ManualMichael Bennett100% (2)
- DownloadDocument12 pagesDownloadAdemar Espírito SantoNo ratings yet
- Final ResearchDocument36 pagesFinal Researchralph jansen makabentaNo ratings yet
- Partnership FormationDocument4 pagesPartnership FormationAlyssa Quiambao50% (2)
- How To Drive Stepper Motor With Arduino Motor Shield - Do It Easy With ScienceProgDocument2 pagesHow To Drive Stepper Motor With Arduino Motor Shield - Do It Easy With ScienceProgAnonymous e3XZzQNo ratings yet
- NY Mid-Eastern Group - Aug 2010Document3 pagesNY Mid-Eastern Group - Aug 2010CAP History LibraryNo ratings yet
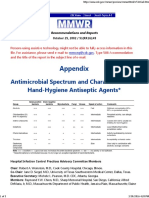
- Antimicrobial Spectrum and Characteristics of Hand-Hygiene Antiseptic AgentsDocument3 pagesAntimicrobial Spectrum and Characteristics of Hand-Hygiene Antiseptic AgentsdonsterthemonsterNo ratings yet
- Industrial Training Report Abbaz Advisory Sdn. BHDDocument47 pagesIndustrial Training Report Abbaz Advisory Sdn. BHDMohamad Aarif Fitrie Shafii100% (1)
- Settlement Chart: Foundation Settlement Analysis - ElasticDocument2 pagesSettlement Chart: Foundation Settlement Analysis - ElasticCSEC Uganda Ltd.No ratings yet
- Larry Stylinson Proof.Document174 pagesLarry Stylinson Proof.arantxaNo ratings yet
- AL59 157 SQMM Transmission Line SpecificationDocument2 pagesAL59 157 SQMM Transmission Line SpecificationMohamed RafiNo ratings yet
- Basic Electronics New - 3110016Document4 pagesBasic Electronics New - 3110016Sneha PandyaNo ratings yet
- SpainDocument3 pagesSpainSima MiliunaiteNo ratings yet
- GaugesDocument33 pagesGaugesUsman ansarNo ratings yet
- AFST - Oct 17Document9 pagesAFST - Oct 17kimkimNo ratings yet
- Solution Methods For Nonlinear Finite Element Analysis (NFEA)Document39 pagesSolution Methods For Nonlinear Finite Element Analysis (NFEA)janaaidaas1996No ratings yet
- MCAD ManualDocument38 pagesMCAD ManualsureshrnalNo ratings yet
- Pit Installations - Restricted Airflow SituationsDocument16 pagesPit Installations - Restricted Airflow Situationsfarshan296015No ratings yet