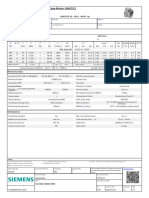
WPS Number PQR-0145
Base metal Hardox 450 to Hardox 450
HEAT INPUT CALCULATION GUIDELINE
Travel speed k [1] Heat Input - Welding process denoted
Process Amperage Voltage HI Min. HI max.
(mm/minutes) Factor
number 111, 121, 126, … according to BS EN
A_min. A_Max. V_Min. V_Max. Min. Max.
ISO 4063:2010 shall be applied k-factor (EN
Root 111 90 ~ 95 20 ~ 22 65 ~ 69 0.8 1.25 ~ 1.54
1011-1). AWS/ASME - welding processes will
Hot ~ ~ ~ - - ~ - multiple constant k-factor (k=1).
Fill ~ ~ ~ - - ~ - [2] Preheat - Preheat determination based on
Cap ~ ~ ~ - - ~ - base material CET and according to Annex C
of EN 1011-2:2001 (See C.3.2.1).
1. Heat-input calculation automaticly applied thermal effeciency according to EN 1011-2 for all processes number such 111, 121, …
2. Heat input calculation will apply k-factor is 1 for all processes under assgined AWS, such SMAW, FCAW, … [3] Cooling time t8/5 - calculation of cooling
3. Update and download at https://blog.duybien.com/2023/11/preheat-calculation.html
time t800/500 according to Annex D of EN
1011-2:2001 (See D.6).
[4] Input your data into the YELOW cell.
PREHEAT DETERMINATION
146 (see Annex C2 - EN1011-2)
Base metal
138.975 Deg. C %CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
%CET 0.39 %CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40 %CEV 0.55
Thickness 1.17 Deg. C %C %Mn %Mo %Cr %Cu %Ni %V
d 30.0 mm 0.190 1.270 0.023 0.690 0.000 0.060 0
Hydrogen 8.90
HD 5.0
Heat Input -2.894775
Q 1.25 kJ/mm
Powered by https://duybien.com & https://wa.me/+84907354199
TWO DIMENSIONAL HEAT FLOW
Pre-heat HI Th'k Heat Flow Cooling Layers Q 1.34
T0 Q d F2 t8/5 (second) run(runs)
- 1 A 92
- 2 V 20
- 3 TS (mm/min.) 70
- 4 k 0.85
THREE DIMENSIONAL HEAT FLOW
Pre-heat HI Th'k Heat Flow Cooling Layers
T0 Q d F3 t8/5 (second) run(runs)
150 1.25 0.9 8.83 1 k-factors
- 2 121 1
- 3 135 0.85
- 4 111 0.85
Transition Plate Thickness [du] Thickness determination [d] Heat Flow
T0 Q du
150 1.25 18.4 30 Three dimension
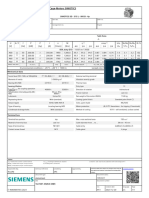
WPS Number PQR-0145
Base metal Hardox 450 to Hardox 450
HEAT INPUT CALCULATION GUIDELINE
Travel speed k [1] Heat Input - Welding process denoted
Process Amperage Voltage HI Min. HI max.
(mm/minutes) Factor
number 111, 121, 126, … according to BS EN
A_min. A_Max. V_Min. V_Max. Min. Max.
ISO 4063:2010 shall be applied k-factor (EN
Root 111 110 ~ 120 22 ~ 24 60 ~ 66 0.8 1.76 ~ 2.30
1011-1). AWS/ASME - welding processes will
Hot ~ ~ ~ - - ~ - multiple constant k-factor (k=1).
Fill ~ ~ ~ - - ~ - [2] Preheat - Preheat determination based on
Cap ~ ~ ~ - - ~ - base material CET and according to Annex C
of EN 1011-2:2001 (See C.3.2.1).
1. Heat-input calculation automaticly applied thermal effeciency according to EN 1011-2 for all processes number such 111, 121, …
2. Heat input calculation will apply k-factor is 1 for all processes under assgined AWS, such SMAW, FCAW, … [3] Cooling time t8/5 - calculation of cooling
3. Update and download at https://blog.duybien.com/2023/11/preheat-calculation.html
time t800/500 according to Annex D of EN
1011-2:2001 (See D.6).
[4] Input your data into the YELOW cell.
PREHEAT DETERMINATION
137 (see Annex C2 - EN1011-2)
Base metal
138.975 Deg. C %CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
%CET 0.39 %CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40 %CEV 0.55
Thickness 1.17 Deg. C %C %Mn %Mo %Cr %Cu %Ni %V
d 30.0 mm 0.190 1.270 0.023 0.690 0.000 0.060 0
Hydrogen 8.90
HD 5.0
Heat Input -11.5791
Q 2.00 kJ/mm
Powered by https://duybien.com & https://wa.me/+84907354199
TWO DIMENSIONAL HEAT FLOW
Pre-heat HI Th'k Heat Flow Cooling Layers Q 1.99
T0 Q d F2 t8/5 (second) run(runs)
- 1 A 110
- 2 V 23
- 3 TS (mm/min.) 65
- 4 k 0.85
THREE DIMENSIONAL HEAT FLOW
Pre-heat HI Th'k Heat Flow Cooling Layers
T0 Q d F3 t8/5 (second) run(runs)
137 2 0.9 13.50 1 k-factors
- 2 121 1
- 3 135 0.85
- 4 111 0.85
Transition Plate Thickness [du] Thickness determination [d] Heat Flow
T0 Q du
137 2 22.9 30 Three dimension
You might also like
- Marine Electrical Practice: Marine Engineering SeriesFrom EverandMarine Electrical Practice: Marine Engineering SeriesRating: 4 out of 5 stars4/5 (8)
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Piping WpsDocument37 pagesPiping WpsZulfokar FahdawiNo ratings yet
- Radiography Interpretation PDFDocument220 pagesRadiography Interpretation PDFVijay Kumar100% (1)
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- Guidelines For Welding Cast IronDocument3 pagesGuidelines For Welding Cast IronNguyễn Thanh SơnNo ratings yet
- Pid InterviewDocument2 pagesPid InterviewShamshir Alam100% (1)
- Welding Domex SteelsDocument16 pagesWelding Domex Steelspozolab100% (1)
- I) Direct Reduced Iron: Production: March 2009Document29 pagesI) Direct Reduced Iron: Production: March 2009Jai Prakash Reddy100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- PWPS Structure 01. AWS D1.1 MCE (Lincoln Electric)Document2 pagesPWPS Structure 01. AWS D1.1 MCE (Lincoln Electric)eliskal bahar100% (1)
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Pipeline Wall Thickness Calculation: 3.2 Calculated Using SCH WT W/o CorrosionDocument2 pagesPipeline Wall Thickness Calculation: 3.2 Calculated Using SCH WT W/o CorrosionImmanuel SNo ratings yet
- Epoxy HR: Technical Data SheetDocument5 pagesEpoxy HR: Technical Data Sheetapply19842371No ratings yet
- 1LE1503-1DB43-4FK4 Datasheet enDocument1 page1LE1503-1DB43-4FK4 Datasheet enNicolas RossettoNo ratings yet
- S4030 600F111001FVDocument290 pagesS4030 600F111001FVШибко ЯрикNo ratings yet
- 1LE1504-3AB23-4AB4 Datasheet enDocument1 page1LE1504-3AB23-4AB4 Datasheet enOkke BoykeNo ratings yet
- 1LE1501-3AB53-4AB4 Datasheet enDocument1 page1LE1501-3AB53-4AB4 Datasheet enfarid.chira2No ratings yet
- Scope: Ferritic Heat-Resistant Steel TK 1.4762Document5 pagesScope: Ferritic Heat-Resistant Steel TK 1.4762Siis IngenieriaNo ratings yet
- 1MB1533-1EB49-0FB4-Z B43+M4B Datasheet enDocument2 pages1MB1533-1EB49-0FB4-Z B43+M4B Datasheet enrianandiyahooNo ratings yet
- 1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocument2 pages1LE1503-1DB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNo ratings yet
- Datasheet For Pressure Transmitter - Stg74S: (No. RP19-009)Document4 pagesDatasheet For Pressure Transmitter - Stg74S: (No. RP19-009)Dhananjay BhaldandNo ratings yet
- Welding Procedure For Plate - WPSDocument1 pageWelding Procedure For Plate - WPSCristian ZidarescuNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- 1le1503 3ab53 4ab4Document2 pages1le1503 3ab53 4ab4Whipman ArduinoNo ratings yet
- 1LE1503-1EB21-7AB4-Z B02+D22+L22+Y82 Datasheet enDocument2 pages1LE1503-1EB21-7AB4-Z B02+D22+L22+Y82 Datasheet enMostafaElrakhawyNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE1004-1AB41-7AA4-ZDocument1 pageData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE1004-1AB41-7AA4-ZOmair FarooqNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- 1LE1003-1AA43-4FA4-Z B02 Datasheet enDocument2 pages1LE1003-1AA43-4FA4-Z B02 Datasheet enRefresh DrNo ratings yet
- 1LE1502-1EA23-4AA4-Z D22+D47 Datasheet enDocument2 pages1LE1502-1EA23-4AA4-Z D22+D47 Datasheet enmohamed gomaaNo ratings yet
- Yff-Hc: SeriesDocument5 pagesYff-Hc: SeriesDhaval PatelNo ratings yet
- 1LE1503-1EA23-4AB4 Datasheet enDocument1 page1LE1503-1EA23-4AB4 Datasheet enpatilshailesh123No ratings yet
- NTE931 Integrated Circuit 3-Terminal Positive Voltage Regulator 5V, 3ADocument2 pagesNTE931 Integrated Circuit 3-Terminal Positive Voltage Regulator 5V, 3AWilfredo MolinaNo ratings yet
- 1LE1501 2DA03 4AA4 Datasheet enDocument1 page1LE1501 2DA03 4AA4 Datasheet enGismart 11No ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-MotorsDocument2 pagesData Sheet For Three-Phase Squirrel-Cage-MotorsKadehar4No ratings yet
- 1NA1566-2AA30-0CC0-Z A65+K11+K97+L27: Data Sheet For Three-Phase Squirrel Cage Motor Simotics HV C Article Number OptionsDocument2 pages1NA1566-2AA30-0CC0-Z A65+K11+K97+L27: Data Sheet For Three-Phase Squirrel Cage Motor Simotics HV C Article Number OptionsDavid Nunez VeraNo ratings yet
- New Diode For TK From BoschDocument6 pagesNew Diode For TK From BoschSRIDHAREEE61No ratings yet
- 1LE1501-1EB43-4JA4 Datasheet enDocument1 page1LE1501-1EB43-4JA4 Datasheet enIbraheem AlfalahatNo ratings yet
- 1LE1003 0DA21 7AB4 Datasheet enDocument1 page1LE1003 0DA21 7AB4 Datasheet enkamal_arbabNo ratings yet
- J0231 LV TR - FINAL变压器2Document21 pagesJ0231 LV TR - FINAL变压器2SerhiiNo ratings yet
- 2.2 PED CertificateDocument5 pages2.2 PED CertificateAbhishek GoelNo ratings yet
- Silnik - Karta Katalogowa 1LE1002 0EB02 2JA4Document2 pagesSilnik - Karta Katalogowa 1LE1002 0EB02 2JA4artur.sowaNo ratings yet
- DataBook CDXDocument15 pagesDataBook CDXLê Anh TuấnNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors: Ordering Data: 1LE1002-1AB42-2AA4Document1 pageData Sheet For Three-Phase Squirrel-Cage-Motors: Ordering Data: 1LE1002-1AB42-2AA4nizarNo ratings yet
- 1LE1503-1EB43-4JA4-Z B02+N06 Datasheet enDocument1 page1LE1503-1EB43-4JA4-Z B02+N06 Datasheet enavinash mathurNo ratings yet
- WPS 141-111 P460QH To SameDocument1 pageWPS 141-111 P460QH To SameakisdassasNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV2132B Simotics GP - 132 M - Im B3 - 4PDocument1 pageData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV2132B Simotics GP - 132 M - Im B3 - 4PSedlynNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document2 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- 2 HP Motor DS&GADocument2 pages2 HP Motor DS&GArituNo ratings yet
- Beddington To Rowdown - Cable Calculation Report - Croham Cooling Station - SHT 1Document57 pagesBeddington To Rowdown - Cable Calculation Report - Croham Cooling Station - SHT 1selva rajaNo ratings yet
- CG Power and Industrial Solutions Limited: LT Motors Division AhmednagarDocument1 pageCG Power and Industrial Solutions Limited: LT Motors Division AhmednagarMohan BabuNo ratings yet
- Castel Magn O8Document14 pagesCastel Magn O8Daniel Fancis Amabran BarrientosNo ratings yet
- Datasheet M3BP315SMC6Document3 pagesDatasheet M3BP315SMC6Purchasing StanindoNo ratings yet
- 1LE1003-1AA43-4AB4 Datasheet enDocument1 page1LE1003-1AA43-4AB4 Datasheet enAhmed Mahmoud AliNo ratings yet
- Test Report 2.2 - Type Test (EN 10204) : 1 Rated Motor DataDocument9 pagesTest Report 2.2 - Type Test (EN 10204) : 1 Rated Motor DatazsmithNo ratings yet
- 1LE1002-1CB02-2AA4 Datasheet enDocument1 page1LE1002-1CB02-2AA4 Datasheet enLance AyoubNo ratings yet
- CG Power and Industrial Solutions Limited: LT Motors Division AhmednagarDocument1 pageCG Power and Industrial Solutions Limited: LT Motors Division Ahmednagaranurag dhyaniNo ratings yet
- Datasheet 2SIE315M4CDocument1 pageDatasheet 2SIE315M4CGlen TuranganNo ratings yet
- 100 EDRS71M4 FG 2GD B KCC TF AL ProductData en DEDocument2 pages100 EDRS71M4 FG 2GD B KCC TF AL ProductData en DEMahesh Daxini ThakkerNo ratings yet
- WPS 141-121 P460QH To SameDocument2 pagesWPS 141-121 P460QH To SameakisdassasNo ratings yet
- Unisonic Technologies Co., LTD: NPN Silicon Bipolar Transistors For Low Frequency AmplificationDocument4 pagesUnisonic Technologies Co., LTD: NPN Silicon Bipolar Transistors For Low Frequency AmplificationSudais AkbarNo ratings yet
- (cm3) (MM) (MM) (KG) (°C) : Compressor ApplicationDocument2 pages(cm3) (MM) (MM) (KG) (°C) : Compressor Applicationvictor parraNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- Chapter 4_2Document56 pagesChapter 4_2Natnael workuNo ratings yet
- Dinesh New ProfileDocument3 pagesDinesh New ProfileDINESh patelNo ratings yet
- Electroless Plating28266Document17 pagesElectroless Plating28266fsarfrazNo ratings yet
- Product FolioDocument6 pagesProduct FolioVishnu DuttaNo ratings yet
- List of Welding Procedure Specification & Procedure Qualifications - Typical ConnectionDocument5 pagesList of Welding Procedure Specification & Procedure Qualifications - Typical ConnectionPrakash RajNo ratings yet
- DSM-0254.0 Pure Mo PowdersDocument4 pagesDSM-0254.0 Pure Mo PowdersApichitNo ratings yet
- 0803 - John Deere - Casting Repairing InstructionsDocument4 pages0803 - John Deere - Casting Repairing Instructionscrazy dNo ratings yet
- Pohon Industri Baja NasionalDocument1 pagePohon Industri Baja NasionalrossajnrNo ratings yet
- Assignment No. 2 in MDSPDocument14 pagesAssignment No. 2 in MDSPRex RebuyasNo ratings yet
- Ferrous MaterialsDocument73 pagesFerrous Materialsamrptl9010100% (1)
- Splice WashDocument4 pagesSplice WashJosue ToribioNo ratings yet
- Open End Wrench: Product Features ProfilesDocument3 pagesOpen End Wrench: Product Features ProfileskasanaNo ratings yet
- Superstrut Metal FramingDocument83 pagesSuperstrut Metal FramingAdam SonNo ratings yet
- Engine PC LS160 LS170 1 EUDocument82 pagesEngine PC LS160 LS170 1 EUsassine khouryNo ratings yet
- (PaperzoneVN - Com) - Paper Plane - by - AssembliDocument9 pages(PaperzoneVN - Com) - Paper Plane - by - AssembliBenedict CleonNo ratings yet
- Nitoflor Anti-Slip GransDocument2 pagesNitoflor Anti-Slip GransBalasubramanian AnanthNo ratings yet
- 1 110 Gauge Shutoff ValveDocument2 pages1 110 Gauge Shutoff ValveAinayya alfatimahNo ratings yet
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocument5 pagesAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNo ratings yet
- Lndian Standard: Code of Practice For Oxy-Acetylene Welding For Structural Work in Mild (SteelDocument23 pagesLndian Standard: Code of Practice For Oxy-Acetylene Welding For Structural Work in Mild (SteelFrank StephensNo ratings yet
- Civil Engineering Materials 1st Edition Sivakugan Solutions ManualDocument7 pagesCivil Engineering Materials 1st Edition Sivakugan Solutions Manualbinhlinhh9ih100% (32)
- Smartcare Damp Block Sample TdsDocument2 pagesSmartcare Damp Block Sample TdsrudrabirNo ratings yet
- Aspen ELearning CatalogDocument128 pagesAspen ELearning Catalogshubham boteNo ratings yet
- Air Turbine Spindle (미국) - High Speed SpindleDocument24 pagesAir Turbine Spindle (미국) - High Speed SpindlekroczzangNo ratings yet
- Spec Automotive CustomerDocument2 pagesSpec Automotive CustomeryantoniNo ratings yet