Professional Documents
Culture Documents
M3 Sill Outer (Complete)
Uploaded by
Linh VoOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
M3 Sill Outer (Complete)
Uploaded by
Linh VoCopyright:
Available Formats
Sill Outer (Complete)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 1
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
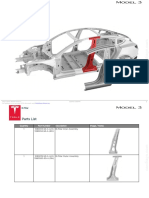
Sill Outer (Complete)
Parts List
Quantity Part Number Description Image / Notes
1 1082281-S0-B (LH) Sill Outer Assembly
1082282-S0-B (RH)
1 1115819-S0-D (LH), Sill Insert
1115820-S0-D (RH)
2 1082361-S0-C Sill Insert Mounting Bracket
1 1095027-S0-B (LH) C-Pillar Reinforcement
1095028-S0-B (RH)
The C-Pillar Reinforcement is listed in the Parts
Manual as the "C-Pillar Extension".
TESLA BODY REPAIR MANUAL Updated: 02AUG18 2
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
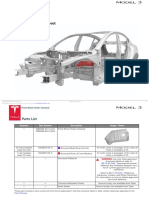
Sill Outer (Complete)
Parts List
Quantity Part Number Description Image / Notes
2 1080021-S0-A (LH) Hinge Pillar Assembly
1080022-S0-A (RH)
One Hinge Pillar Assembly is needed for
replacement and one is needed to make a
backing plate.
1 1073673-00-A (LH) Body Side Outer (Complete)
1073674-00-A (RH)
39 rivets needed; 1454538-00-A High Strength Structural Rivet, All rivets come in packages of 10; order all rivets
order 40 rivets 6.5 mm in multiples of 10.
9 rivets needed; 1069327-00-A Structural Countersunk Rivet, All rivets come in packages of 10; order all rivets
order 10 rivets 6.5 mm in multiples of 10.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 3
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Parts List
Quantity Part Number Description Image / Notes
17 or 95 rivets 1028408-00-A Structural Rivet, 6.5 mm Short All rivets come in packages of 10; order all rivets
needed; order 20 in multiples of 10.
or 100 rivets
17 rivets are needed if the lower flange of the Sill
Outer can be attached to the Sill Inner with
resistance spot welds.
95 rivets are needed if the lower flange of the Sill
Outer cannot be attached to the Sill Inner with
resistance spot welds.
14 rivets needed; 1028719-00-A Structural Rivet, 4.8 mm All rivets come in packages of 10; order all rivets
order 20 rivets in multiples of 10.
6 rivets needed; 1069308-00-A Countersunk Rivet, 4.8 mm All rivets come in packages of 10; order all rivets
order 10 rivets Short in multiples of 10.
6 rivets needed; 1069331-00-A Flow Form Rivet S38 All rivets come in packages of 10; order all rivets
order 10 rivets in multiples of 10.
3 — Structural Adhesive WARNING: Use only Tesla-approved
structural adhesive; refer to BR-15-92-008,
"Approved Structural Adhesive and
Urethane Sealants" for a list of current
approved structural adhesives.
Refer to BR-17-92-002, "Obtaining Adhesives,
Coolant, and Other Chemicals" for information on
how to obtain approved structural adhesive.
1 — Urethane Sealant Refer to BR-17-92-002, "Obtaining Adhesives,
Coolant, and Other Chemicals" for information on
how to obtain approved urethane sealant.
1 — Corrosion-Resistant Epoxy Primer Source locally; not available from Tesla.
1 — Corrosion-Inhibiting Compound Source locally; not available from Tesla.
1 — Seam Sealer Source locally; not available from Tesla.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 4
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Parts List
These part numbers were current at the time of publication. Use the revisions listed or later, unless otherwise specified in the
Parts Manual.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 5
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Repair Information
Repair Information Warnings and Cautions Special Tools
This procedure is for the left-hand WARNING: Wear the appropriate The special tools listed below are
component; the procedure is identical for personal protective equipment required to perform this procedure:
the right-hand component. (PPE) when performing this
procedure. • Flow form rivet installation tool
Installation fasteners that replace factory
spot welds in steel-to-steel panel CAUTION: This procedure involves Use only approved fastener installation
interfaces are specified in this procedure both steel and aluminum tools for structural repairs. Refer to
where an approved squeeze-type components. Use the appropriate BR-16-92-001, "Approved Fasteners and
resistance spot welder with the base tools at each step to avoid cross- Fastener Installation Tools for Structural
welding accessories might not be able to contamination. Repairs" for a list of current approved
reach. If your approved welder can fastener installation tools.
access a factory spot weld location • Microstop Countersink kit
where this procedure specifies a fastener, • Resistance Spot Welder
an installation spot weld is recommended
in place of the specified fastener. Use only an approved resistance spot
welder. Refer to BR-16-92-007,
"Approved Welders" for a list of
current approved resistance spot
welders.
• GMA welder
Use only an approved GMA welder.
Refer to BR-16-92-007, "Approved
Welders" for a list of current approved
GMA welders.
• Frame bench
The vehicle must be properly mounted
on an approved frame bench to
replace this component. Refer to
BR-16-92-006, "Approved Frame
Bench Systems" for a list of current
approved bench repair systems.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 6
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Prerequisites
1
Disconnect 12V and high voltage power (refer to the appropriate
section in BR-17-17-004, "Disconnecting 12V and High Voltage Power on
Model 3").
WARNING: Before disconnecting the 12V power supply, make sure that
all windows are at least slightly open. Attempting to open a door with a
fully-closed window when the 12V power supply is disconnected could
result in door glass shatter.
NOTE: Before disconnecting the 12V power supply, make sure that the
driver’s door window is fully open. Failure to lower the driver's door
window before disconnecting the 12V power supply could result in
vehicle lockout.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 7
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Prerequisites
2
Remove the Shotgun Outer.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 8
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
1
Identify the component materials in the repair area.
Aluminum
Mild Steel
High-Strength Steel
Ultra High-Strength Steel
NOTE: Refer to BR-17-10-005, “Model 3 Body Structure Materials and
Allowed Operations”, for information about the material each structural
component is made from and the operations that are allowed on each
type of material.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 9
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer.
A
Mark a cut line in the A-Pillar area 50 mm (2 in) down from the
lower edge of the bolt hole shown.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 10
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
B
Mark a cut line in the B-Pillar area 60 mm (2-3/8 in) down from the
lower edge of the bolt hole shown.
Cut Line
C
Mark a cut line in the C-Pillar area 110 mm (1-9/16 in) down from the
lower edge of the bolt hole shown.
Cut Line
CAUTION: Make sure the cut line is in the area of the steel
Wheelhouse Extension and not in the area of the aluminum Wheel
Arch. The butt joint weld that will be performed in a later step
should not be in the area of an aluminum component. Refer to the
materials identification step at the beginning of this procedure for
more information.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 11
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
D
Cut the Body Side Outer on the cut lines marked in the previous
substeps.
CAUTION: Do not damage the surrounding components.
E
Use a drill with a spot weld bit to drill out the spot welds that attach
the lower portion of the Body Side Outer.
Factory Spot Weld
Factory Spot Weld Areas
NOTE: The areas highlighted in yellow indicate multiple factory spot
welds.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 12
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
E
Use a drill with a spot weld bit to drill out the spot welds that attach
the lower portion of the Body Side Outer (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 13
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
E
Use a drill with a spot weld bit to drill out the spot welds that attach
the lower portion of the Body Side Outer (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 14
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
F
Use an SPR removal tool or a drill with a high-strength steel bit to
remove the factory self-piercing rivets. Use a belt sander for any
factory self-piercing rivets that cannot be removed with an SPR
removal tool or a drill.
Factory SPR (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 15
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
G
Use a grinding tool to grind through the Wheel Arch flange below
the cut made in an earlier substep.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 16
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
2
Remove the lower portion of the Body Side Outer (continued).
H
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the lower portion of the Body Side Outer. Save
the lower portion to use as a template in a later step.
WARNING: Do not heat any adhesive joints of components that are
not being removed. Heating adhesive joints weakens the adhesive
bond and could compromise vehicle crash integrity.
WARNING: Do not heat the adhesive joints above 100°C (212°F).
Heating the adhesive joints above 100°C (212°F) can weaken the
aluminum and compromise vehicle crash integrity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 17
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
3
Remove the lower portion of the Hinge Pillar.
A
Use a drill with a spot weld bit to drill out the spot welds that attach
the A-Pillar to Shotgun Reinforcement.
Factory Spot Weld (x8)
NOTE: Factory spot weld locations shown are approximate. Exact
spot weld locations and number vary from vehicle to vehicle.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 18
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
3
Remove the lower portion of the Hinge Pillar (continued).
A
Use a drill with a spot weld bit to drill out the spot welds that attach
the A-Pillar to Shotgun Reinforcement (continued).
B
Use a hammer and chisel to remove the A-Pillar to Shotgun
Reinforcement.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 19
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
3
Remove the lower portion of the Hinge Pillar (continued).
C
Mark cut lines to remove the lower portion of the Hinge Pillar.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 20
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
3
Remove the lower portion of the Hinge Pillar (continued).
C
Mark cut lines to remove the lower portion of the Hinge Pillar
(continued).
D
Cut the Hinge Pillar on the cut lines marked in the previous
substeps.
CAUTION: Do not damage the surrounding components.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 21
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
3
Remove the lower portion of the Hinge Pillar (continued).
E
Use a drill with a spot weld bit to drill out the spot welds that attach
the lower portion of the Hinge Pillar.
Factory Spot Weld Areas
NOTE: The areas highlighted in yellow indicate multiple factory spot
welds.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 22
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
3
Remove the lower portion of the Hinge Pillar (continued).
F
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the bulk of the lower portion of the Hinge
Pillar.
WARNING: Do not heat any adhesive joints of components that are
not being removed. Heating adhesive joints weakens the adhesive
bond and could compromise vehicle crash integrity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 23
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
4
Remove the lower portion of the C-Pillar Extension.
A
If necessary, trim any portions of the foam baffle that extend below
the cut in the C-Pillar area.
NOTE: New expanding foam will be added to this area in a later step.
B
Mark a cut line on the aluminum C-Pillar Extension 150 mm (5-15/16
in) down from the lower edge of the bolt hole shown.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 24
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
4
Remove the lower portion of the C-Pillar Extension (continued).
B
Mark a cut line on the aluminum C-Pillar Extension 150 mm (5-15/16
in) down from the lower edge of the bolt hole shown (continued).
C
Cut the aluminum C-Pillar Extension on the cut line marked in the
previous substep.
CAUTION: Take the appropriate steps to minimize the cross-
contamination of steel and aluminum components during the repair.
CAUTION: Do not damage the surrounding components.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 25
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
4
Remove the lower portion of the C-Pillar Extension (continued).
D
Use an SPR removal tool or a drill with a high-strength steel bit to
remove the factory self-piercing rivets. Use a belt sander for any
factory self-piercing rivets that cannot be removed with an SPR
removal tool or a drill.
Factory SPR (x8)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 26
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
4
Remove the lower portion of the C-Pillar Extension (continued).
E
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the lower portion of the C-Pillar Extension.
Save the lower portion to use as a template in a later step.
WARNING: Do not heat any adhesive joints of components that are
not being removed. Heating adhesive joints weakens the adhesive
bond and could compromise vehicle crash integrity.
WARNING: Do not heat the adhesive joints above 100°C (212°F).
Heating the adhesive joints above 100°C (212°F) can weaken the
aluminum and compromise vehicle crash integrity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 27
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly.
A
Mark cut lines to prepare to cut away the bulk of the original Sill
Outer Assembly.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 28
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
A
Mark cut lines to prepare to cut away the bulk of the original Sill
Outer Assembly (continued).
B
Cut the Sill Outer Assembly on the cut lines marked in the previous
substep.
CAUTION: Do not damage the surrounding components.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 29
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
C
Use a drill with a spot weld bit to drill out the spot welds that attach
the bulk of the Sill Outer Assembly.
Factory Spot Weld Areas
NOTE: The areas highlighted in yellow indicate multiple factory spot
welds.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 30
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
D
Use an SPR removal tool or a drill with a high-strength steel bit to
remove any remaining pieces of factory self-piercing rivets that
were not removed in an earlier step.
Factory SPR (x2)
NOTE: A belt sander can be used to grind off the heads of the
factory SPRs to separate the outer panels before removing the
SPRs.
E
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the bulk of the Sill Outer Assembly.
WARNING: Do not heat any adhesive joints of components that are
not being removed. Heating adhesive joints weakens the adhesive
bond and could compromise vehicle crash integrity.
WARNING: Do not heat the adhesive joints above 100°C (212°F).
Heating the adhesive joints above 100°C (212°F) can weaken the
aluminum and compromise vehicle crash integrity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 31
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
E
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the bulk of the Sill Outer Assembly
(continued).
F
Mark a cut line on the original Sill Insert.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 32
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
G
Cut the Sill Insert on the cut line marked in the previous substep.
CAUTION: Take the appropriate steps to minimize the cross-
contamination of steel and aluminum components during the repair.
CAUTION: Do not damage the surrounding components.
H
Use a hammer to remove the two halves of the Sill Insert.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 33
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
I
Remove the factory foam dams from the original Sill Insert and set
them aside for use during installation at a later step.
J
Use a drill with a 6.7 mm (17/64 in) bit to drill completely through
the factory spot welds shown.
Factory Spot Weld
NOTE: Flow form rivets will be installed in these locations in a later
step.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 34
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
J
Use a drill with a 6.7 mm (17/64 in) bit to drill completely through
the factory spot welds shown (continued).
K
Use a belt sander to sand down the backside of the spot welds that
attach the remaining piece of the Sill Outer Assembly to the B-Pillar
Outer.
Factory Spot Weld (x21)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 35
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
K
Use a belt sander to sand down the backside of the spot welds that
attach the remaining piece of the Sill Outer Assembly to the B-Pillar
Outer (continued).
L
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the remaining piece of the middle portion of
the Sill Outer Assembly where it meets the B-Pillar Outer.
WARNING: Do not heat any adhesive joints of components that are
not being removed. Heating adhesive joints weakens the adhesive
bond and could compromise vehicle crash integrity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 36
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
L
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the remaining piece of the middle portion of
the Sill Outer Assembly where it meets the B-Pillar Outer
(continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 37
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
M
Cut back the foam in the C-Pillar Extension area.
N
Use a drill with a spot weld bit to drill out the spot welds shown.
Factory Spot Weld (x7)
NOTE: Factory spot weld locations shown are approximate. Exact
spot weld locations and number vary from vehicle to vehicle.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 38
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
N
Use a drill with a spot weld bit to drill out the spot welds shown
(continued).
O
Remove the seam sealer in the area of the factory self-piercing
rivets.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 39
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
P
Use an SPR removal tool or a drill with a high-strength steel bit to
remove the factory self-piercing rivets.
Factory SPR (x4)
NOTE: A belt sander can be used to grind off the heads of the
factory SPRs to separate the outer panels before removing the
SPRs.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 40
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
5
Remove the Sill Outer Assembly (continued).
Q
Use a heat gun to heat the adhesive joints, and then use a hammer
and chisel to remove the remaining piece of the rear portion of the
Sill Outer Assembly.
WARNING: Do not heat any adhesive joints of components that are
not being removed. Heating adhesive joints weakens the adhesive
bond and could compromise vehicle crash integrity.
WARNING: Do not heat the adhesive joints above 100°C (212°F).
Heating the adhesive joints above 100°C (212°F) can weaken the
aluminum and compromise vehicle crash integrity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 41
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Removal
6
Use a disc sander with a medium-abrasive surface conditioning disc to
remove any remaining materials from the bond paths. Use a belt sander
with a medium-abrasive belt for any areas that cannot be reached with
a disc sander. Vacuum any adhesive dust.
WARNING: Remove the epoxy adhesive in a well-ventilated area. Wear
suitable personal protective equipment.
WARNING: Use only sanding wheels and belts that are 80 grit or finer
on aluminum components. Using sanding wheels or belts that are
coarser than 80 grit can cause fractures in the aluminum.
CAUTION: Beware of cross-contamination. Do not use the same
equipment to remove epoxy from aluminum and steel. Cross-
contamination might result in galvanic corrosion.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 42
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation.
A
Mark alignment lines for the front Sill Insert Mounting Bracket on the
new Sill Insert.
NOTE: These alignment lines will be used to install the new Sill Insert
Mounting Brackets in the correct position in a later substep.
B
Mark alignment lines for the rear Sill Insert Mounting Bracket on the
new Sill Insert.
NOTE: These alignment lines will be used to install the new Sill Insert
Mounting Brackets in the correct position in a later substep.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 43
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
C
Mark alignment lines on the new Sill Outer Assembly.
NOTE: These alignment lines will be used to install the new Sill Insert
in the correct position in the next substep.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 44
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
D
Put the new Sill Insert into the new Sill Outer Assembly, and align it
to the lines marked in the previous substep, then clamp the new Sill
Insert into position.
E
Use the lines marked on the Sill Insert in the previous substep to
position the new Sill Insert Mounting Brackets between the new Sill
Insert and the Sill Outer Assembly.
CAUTION: Make sure the Sill Insert Mounting Brackets are flush to
both the Sill Outer and the Sill Insert.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 45
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
F
Clamp the new Sill Insert Mounting Brackets into position.
G
Remove the Sill Insert with Sill Insert Mounting Brackets still
securely clamped to it from the Sill Outer.
CAUTION: Do not move the Sill Insert Mounting Brackets during
removal of the Sill Insert.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 46
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
H
Mark holes for structural rivets on the front and the rear Sill Insert
Mounting Brackets.
Structural Rivet, 6.5 mm Short (x2)
WARNING: Use the indicated measurements so that rivet holes are
placed to prevent the rivets from being installed through internal
walls of the Sill Insert.
NOTE: Keep the Sill Insert Mounting Brackets securely clamped to
the Sill Insert to ensure they will remain properly aligned to the Sill
Outer during reassembly.
I
With the Sill Insert Mounting Brackets still clamped in position, use a
drill with a 6.7 mm (17/64 in) bit to drill holes through the Sill Insert
Mounting Bracket and into the Sill Insert.
NOTE: Until all rivet holes have been drilled, keep each Sill Insert
Mounting Bracket securely clamped to the Sill Insert to ensure it
remains properly aligned to the Sill Outer.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 47
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
J
Remove the Sill Insert Mounting Brackets from the Sill Insert.
K
Use a red Scotch-Brite pad or equivalent to scuff the new Sill Insert
in the bond path areas.
Steel-to-Aluminum Bond Path
TESLA BODY REPAIR MANUAL Updated: 02AUG18 48
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
K
Use a red Scotch-Brite pad or equivalent to scuff the new Sill Insert
in the bond path areas (continued).
L
Use a red Scotch-Brite pad or equivalent to scuff each of the new
Sill Insert Mounting Brackets in the bond path area.
Steel-to-Aluminum Bond Path
TESLA BODY REPAIR MANUAL Updated: 02AUG18 49
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
M
Clean all the bond paths on the new Sill Insert and the new Sill
Insert Mounting Bracket with isopropyl alcohol (IPA).
WARNING: Wipe off the remaining isopropyl alcohol with a clean,
dry towel immediately after application. Do not let the remaining
isopropyl alcohol air dry. Allowing the remaining isopropyl alcohol to
air dry can compromise the adhesive bond.
N
Spread a thin coating of structural adhesive as a primer layer on the
bond paths on the new Sill Insert and the new Sill Insert Mounting
Brackets.
NOTE: Assembly must be performed while the primer layer is still
wet. The drying time of the adhesive varies depending on
temperature and humidity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 50
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
O
While the primer layer is still wet, apply a bead of structural
adhesive on top of the primer layer on the new Sill Insert.
P
Position the Sill Insert Mounting Brackets.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 51
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
Q
Insert the structural rivets.
Structural Rivet, 6.5 mm Short (x4)
R
Install the structural rivets.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 52
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
1
Prepare the new Sill Insert for installation (continued).
S
Wipe off any excess adhesive.
T
Bake the structural adhesive so that the bonded panels reach a
temperature of 60°C–80°C (140°F–176°F) for at least 30 minutes to
achieve full strength.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 53
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation.
A
Put the new Sill Insert into the new Sill Outer Assembly, and align it
to the lines marked in the previous substep. Clamp the new Sill
Insert into position.
B
Mark the outlines of the Sill Insert brackets.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 54
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
C
Remove the new Sill Insert from the new Sill Outer Assembly.
D
Mark holes for structural rivets on the new Sill Outer Assembly.
Structural Rivet, 6.5 mm Short (x8)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 55
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
D
Mark holes for structural rivets on the new Sill Outer Assembly
(continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 56
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
E
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for structural
rivets in the Sill Outer Assembly.
F
Put the new Sill Insert into the new Sill Outer Assembly, and align it
to the outlines marked in an earlier substep. Clamp the new Sill
Insert into position.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 57
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
G
Use a drill with a 6.7 mm (17/64 in) bit to drill holes in the new Sill
Insert through the holes drilled through the new Sill Outer Assembly
in an earlier substep.
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 58
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
H
Remove the new Sill Insert from the new Sill Outer Assembly.
I
Use a red Scotch-Brite pad or equivalent to scuff the new Sill Insert
and the new Sill Outer Assembly in the bond path areas.
Steel-to-Aluminum Bond Path
Steel-to-Steel Bond Path
TESLA BODY REPAIR MANUAL Updated: 02AUG18 59
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
I
Use a red Scotch-Brite pad or equivalent to scuff the new Sill Insert
and the new Sill Outer Assembly in the bond path areas
(continued).
J
Clean all the bond paths on the new Sill Insert and the new Sill
Outer Assembly with isopropyl alcohol (IPA).
WARNING: Wipe off the remaining isopropyl alcohol with a clean,
dry towel immediately after application. Do not let the remaining
isopropyl alcohol air dry. Allowing the remaining isopropyl alcohol to
air dry can compromise the adhesive bond.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 60
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
K
Spread a thin coating of structural adhesive as a primer layer on the
bond paths on the new Sill Insert and the new Sill Outer Assembly.
NOTE: Assembly must be performed while the primer layer is still
wet. The drying time of the adhesive varies depending on
temperature and humidity.
L
While the primer layer is still wet, apply a bead of structural
adhesive on top of the primer layer on the new Sill Outer Assembly.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 61
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
M
Put the new Sill Insert into the new Sill Outer Assembly.
N
Insert the structural rivets.
Structural Rivet, 6.5 mm Short (x8)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 62
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
N
Insert the structural rivets (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 63
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
O
Install the structural rivets.
P
Wipe off any excess adhesive.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 64
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
2
Prepare the new Sill Outer for installation (continued).
Q
Apply urethane adhesive to the factory foam dams that were
removed in an earlier step, and install them in the original locations
on the new Sill Insert.
R
Bake the structural adhesive so that the bonded panels reach a
temperature of 60°C–80°C (140°F–176°F) for at least 30 minutes to
achieve full strength.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 65
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly.
A
Use an assistant to put the new Sill Outer Assembly into position,
and clamp it into place.
NOTE: Make sure to fit the Wheelhouse Extension portion of the new
Sill Outer Assembly into the Body Side Outer.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 66
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
A
Use an assistant to put the new Sill Outer Assembly into position,
and clamp it into place (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 67
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
B
Mark the fastener locations.
Structural Rivet, 6.5 mm Short (x5)
High Strength Structural Rivet, 6.5 mm (x21)
Structural Rivet, 4.8 mm (x9)
Installation Spot Weld
NOTE: Mark and drill the holes for the bottom row of structural
rivets in the B-Pillar Outer at least 15 mm (9/16 in) up from the
bottom edge of the B-Pillar Outer. This ensures that the rivets go
through the flat face of the aluminum Sill Insert.
NOTE: Mark and drill the holes for the top row of structural rivets in
the B-Pillar Outer so that they go through the factory spot welds
that were removed in an earlier step.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 68
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
B
Mark the fastener locations (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 69
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
B
Mark the fastener locations (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 70
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
C
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for the 6.5 mm
structural rivets.
Structural Rivet, 6.5 mm Short (x5)
High Strength Structural Rivet, 6.5 mm (x21)
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 71
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
C
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for the 6.5 mm
structural rivets (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 72
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
D
Use a drill with a 4.8 mm (3/16 in) bit to drill holes for the 4.8 mm
structural rivets.
Structural Rivet, 4.8 mm (x9)
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 73
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
E
Mark the surface preparation boundary lines on the new Sill Outer
Assembly and on the vehicle.
F
Remove the new Sill Outer Assembly.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 74
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
G
Mark the bond path areas on the new component and the vehicle.
These areas will be prepared for bonding in the next step.
Steel-to-Steel Bond Path
Steel-to-Aluminum Bond Path
TESLA BODY REPAIR MANUAL Updated: 02AUG18 75
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
3
Prepare for installation of the new Sill Outer Assembly (continued).
G
Mark the bond path areas on the new component and the vehicle.
These areas will be prepared for bonding in the next step
(continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 76
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
4
Prepare the surfaces to install the new Sill Outer Assembly.
A
Use a red Scotch-Brite pad to scuff the Sill Outer Assembly in the
bond path areas.
B
Mark the installation spot weld locations on the new Sill Outer
Assembly and on the vehicle.
Installation Spot Weld
NOTE: If the HV Battery has been removed, mark installation spot
weld locations on the lower flange. If the HV Battery has not been
removed, these areas will be secured with adhesive only.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 77
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
4
Prepare the surfaces to install the new Sill Outer Assembly (continued).
B
Mark the installation spot weld locations on the new Sill Outer
Assembly and on the vehicle (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 78
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
4
Prepare the surfaces to install the new Sill Outer Assembly (continued).
C
Use a disc sander with a medium-abrasive surface conditioning disc
to remove the e-coat on the new Sill Outer Assembly in the weld
areas.
WARNING: Remove the e-coat in a well-ventilated area. Wear
suitable personal protective equipment.
CAUTION: Within two hours of removing the e-coat or paint, cover
the abraded aluminum areas in the bond path with a thin primer
layer of structural adhesive. If the abraded aluminum areas are not
primed within two hours, they must be abraded again to remove any
oxidation.
NOTE: Use a belt sander with a medium-abrasive belt for any areas
that cannot be reached with a disc sander.
D
Clean all the bond paths and weld areas on the new component or
components and on the vehicle with isopropyl alcohol (IPA).
WARNING: Wipe off the remaining isopropyl alcohol with a clean,
dry towel immediately after application. Do not let the remaining
isopropyl alcohol air dry. Allowing the remaining isopropyl alcohol to
air dry can compromise the adhesive bond.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 79
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
5
Apply structural adhesive to install the new Sill Outer Assembly.
A
Spread a thin coating of structural adhesive as a primer layer on the
bond paths and weld areas on the new Sill Outer Assembly and on
the vehicle.
NOTE: Assembly must be performed while the primer layer is still
wet. The drying time of the adhesive varies depending on
temperature and humidity.
B
While the primer layer is still wet, apply a bead of structural
adhesive on top of the primer layer on the new Sill Outer Assembly.
NOTE: Apply a thicker than usual bead of structural adhesive on the
new Sill Insert so that structural adhesive completely fills the gap
between the new Sill Insert and the Sill Inner.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 80
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly.
A
Apply urethane adhesive to the outside of the foam dams on the Sill
Insert.
B
Use an assistant to put the new Sill Outer Assembly into position,
and then insert the structural rivets.
Structural Rivet, 6.5 mm Short (x5)
High Strength Structural Rivet, 6.5 mm (x21)
Structural Rivet, 4.8 mm (x9)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 81
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
B
Use an assistant to put the new Sill Outer Assembly into position,
and then insert the structural rivets (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 82
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
B
Use an assistant to put the new Sill Outer Assembly into position,
and then insert the structural rivets (continued).
C
Clamp the new Sill Outer into position.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 83
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
D
Install the structural rivets.
E
Wipe off any excess adhesive.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 84
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
F
Perform resistance spot welding.
Installation Spot Weld (x29)
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
CAUTION: Do not weld on a Tesla vehicle with an energized high
voltage or 12V system. Welding on a Tesla vehicle with an energized
high voltage or 12V system might damage vehicle components.
CAUTION: Use only insulated clamps within 200 mm (8 in) of
resistance spot weld locations. Do not perform resistance spot
welding when there is an uninsulated clamp within 200 mm (8 in) of
the spot weld location.
NOTE: If the HV Battery has been removed, perform resistance spot
welding on the lower flange. If the HV Battery has not been
removed, these areas will be secured with adhesive only.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 85
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
F
Perform resistance spot welding (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 86
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
G
Remove any discoloration from the weld areas.
H
Bake the structural adhesive so that the bonded panels reach a
temperature of 60°C–80°C (140°F–176°F) for at least 30 minutes to
achieve full strength.
WARNING: Do not allow the High Voltage Battery to reach a
temperature above 74°C (165°F). Heating the High Voltage Battery
above 74°C (165°F) for an extended period could result in injury to
personnel and/or damage to the battery.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 87
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
6
Install the new Sill Outer Assembly (continued).
I
Prime any bare metal that will not be covered with weld-through
primer or structural adhesive in a subsequent repair with a suitable
corrosion-resistant epoxy primer.
7
Prepare a backing plate for the installation of the new Hinge Pillar section.
A
Use a drill with a spot weld bit to drill out the factory spot welds
that attach the A-Pillar to Shotgun Reinforcement to the first new
Hinge Pillar Assembly.
Factory Spot Weld (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 88
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
A
Use a drill with a spot weld bit to drill out the factory spot welds
that attach the A-Pillar to Shotgun Reinforcement to the first new
Hinge Pillar Assembly (continued).
B
Use a hammer and chisel to remove the A-Pillar to Shotgun
Reinforcement from the new Hinge Pillar Assembly.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 89
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
C
Cut the first new Hinge Pillar Assembly as shown to create a
backing plate.
Cut Line
TESLA BODY REPAIR MANUAL Updated: 02AUG18 90
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
D
Cut off the flanges from the backing plate, and then cut the backing
plate down the middle to create 2 sections.
Cut Line
NOTE: This allows the backing plate to fit inside the butt joint.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 91
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
D
Cut off the flanges from the backing plate, and then cut the backing
plate down the middle to create 2 sections (continued).
E
Use a disc sander with a medium-abrasive surface conditioning disc
to remove the e-coat on the backing plate sections in the areas
where the two sections meet.
WARNING: Remove the e-coat in a well-ventilated area. Wear
suitable personal protective equipment.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 92
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
F
Clean the sections of the backing plate with isopropyl alcohol (IPA).
WARNING: Wipe off the remaining isopropyl alcohol with a clean,
dry towel immediately after application. Do not let the remaining
isopropyl alcohol air dry. Allowing the remaining isopropyl alcohol to
air dry can compromise the adhesive bond.
G
Put the backing plate sections into position and clamp them into
place.
NOTE: If necessary, trim the backing plate sections to achieve the
proper fit.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 93
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
H
Tack weld the 2 backing plate sections together.
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
CAUTION: Do not weld on a Tesla vehicle with an energized high
voltage or 12V system. Welding on a Tesla vehicle with an energized
high voltage or 12V system might damage vehicle components.
NOTE: Do not fully weld the backing plate sections together while
the sections are on the vehicle.
I
Remove the backing plate sections from the vehicle.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 94
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
J
Weld the backing plate sections together to create 1 backing plate.
GMA Weld
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 95
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
K
Use a grinding tool to grind down the weld on the backing plate.
L
Put the backing plate into position and clamp it into place.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 96
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
M
Mark the locations for the structural countersunk rivets that will
attach the backing plate to the upper portion of the original Hinge
Pillar Assembly.
Structural Countersunk Rivet, 6.5 mm (x3)
CAUTION: Make sure to locate the forward-most hole inboard
enough so that it does not conflict with the fasteners used to install
the A-Pillar to Shotgun Reinforcement in a later step (reinforcement
added to the image for clarity).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 97
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
M
Mark the locations for the structural countersunk rivets that will
attach the backing plate to the upper portion of the original Hinge
Pillar Assembly (continued).
N
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for structural
countersunk rivets.
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 98
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
O
Use a drill with the Microstop countersink cage assembly and the
appropriate-sized countersink bit to countersink the holes for
countersunk rivets (Microstop Countersink Kit, Tesla p/n 1133101-00-
A).
NOTE: If the depth adjustment for the Microstop countersink cage
assembly has not already been set, do the procedure in the
Microstop Countersink Kit tool instructions to adjust the tool.
NOTE: For the forward-most hole, the plastic foot of the Microstop
countersink cage assembly must be removed to provide clearance
for the tool.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 99
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
7
Prepare a backing plate for the installation of the new Hinge Pillar section
(continued).
O
Use a drill with the Microstop countersink cage assembly and the
appropriate-sized countersink bit to countersink the holes for
countersunk rivets (Microstop Countersink Kit, Tesla p/n 1133101-00-
A) (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 100
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section.
A
On the second new Hinge Pillar Assembly, use a drill with a 6.7 mm
(17/64 in) bit to drill completely through the factory spot welds that
attach the A-Pillar to Shotgun Reinforcement.
Factory Spot Weld (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 101
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
B
Use a hammer and chisel to remove the A-Pillar to Shotgun
Reinforcement from the second new Hinge Pillar Assembly.
NOTE: Save the A-Pillar to Shotgun Reinforcement for installation in
a later step.
C
Cut the second new Hinge Pillar Assembly on the green dashed line
shown.
Cut Line
NOTE: Leave 2 - 3 mm (3/32 - 1/8 in) of extra material to be
trimmed at a later step.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 102
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
C
Cut the second new Hinge Pillar Assembly on the green dashed line
shown (continued).
D
Put the new Hinge Pillar Assembly section into position and align it
to the frame bench jig points.
NOTE: If necessary, use a 1 mm (1/16 in) shim to account for the
thickness of the Body Side Outer.
NOTE: If necessary, trim the new section to achieve suitable gaps.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 103
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
D
Put the new Hinge Pillar Assembly section into position and align it
to the frame bench jig points (continued).
E
Put the new A-Pillar to Shotgun Reinforcement into position and
insert grip screws into the holes that were drilled when the
reinforcement was removed in an earlier substep.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 104
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
F
Clamp the new A-Pillar to Shotgun Reinforcement to the Shotgun
Inner.
G
Mark the remaining fastener locations on the new Hinge Pillar
Assembly section.
High Strength Structural Rivet, 6.5 mm (x18)
Structural Countersunk Rivet, 6.5 mm (x4)
Installation Spot Weld
NOTE: Mark and drill the holes for the bottom row of structural
countersunk rivets at least 15 mm (9/16 in) up from the bottom edge
of the new section. This ensures that the rivets go through the flat
face of the aluminum Sill Insert.
NOTE: Use the existing holes in the A-Pillar to Shotgun
Reinforcement and Hinge Pillar section to drill holes in the backing
plate.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 105
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
G
Mark the remaining fastener locations on the new Hinge Pillar
Assembly section (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 106
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
G
Mark the remaining fastener locations on the new Hinge Pillar
Assembly section (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 107
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
H
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for structural
rivets and countersunk structural rivets.
CAUTION: Drill holes for countersunk rivets far enough away from
the corners and any other obstructions to provide enough clearance
(approximately 18 mm or 11/16 in) for the Microstop countersink cage
assembly.
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
I
Use a drill with the Microstop countersink cage assembly and the
appropriate-sized countersink bit to countersink the holes for
countersunk rivets (Microstop Countersink Kit, Tesla p/n 1133101-00-
A).
Structural Countersunk Rivet, 6.5 mm (x4)
NOTE: If the depth adjustment for the Microstop countersink cage
assembly has not already been set, do the procedure in the
Microstop Countersink Kit tool instructions to adjust the tool.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 108
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
I
Use a drill with the Microstop countersink cage assembly and the
appropriate-sized countersink bit to countersink the holes for
countersunk rivets (Microstop Countersink Kit, Tesla p/n 1133101-00-
A) (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 109
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
J
Mark the surface preparation boundary lines on the new Hinge Pillar
section and the vehicle.
K
Remove the new A-Pillar to Shotgun Reinforcement, the new Hinge
Pillar section, and the backing plate.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 110
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
L
Mark the bond path areas on the new Hinge Pillar Assembly section,
the new A-Pillar to Shotgun Reinforcement, the backing plate, and
the vehicle.
Steel-to-Steel Bond Path
TESLA BODY REPAIR MANUAL Updated: 02AUG18 111
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
8
Prepare for installation of the new Hinge Pillar section (continued).
L
Mark the bond path areas on the new Hinge Pillar Assembly section,
the new A-Pillar to Shotgun Reinforcement, the backing plate, and
the vehicle (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 112
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section.
A
Use the section of the original C-Pillar Extension as a template to
mark a cut line on the new C-Pillar Extension.
Cut Line
NOTE: The section of the original C-Pillar Extension was removed in
an earlier step.
B
Cut the new C-Pillar Extension on the cut line marked in the
previous substep.
NOTE: Leave 2 - 3 mm (3/32 - 1/8 in) of extra material to be
trimmed at a later step.
NOTE: Save the remaining piece of the new C-Pillar Extension to use
to create a backing plate in the next substep.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 113
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
C
Cut a 40 mm (1-9/16 in) section from the unused portion of the
remaining piece of the new C-Pillar Extension to create a backing
plate.
D
Cut off the flanges from the backing plate.
Cut Line
NOTE: This allows the backing plates to fit inside the butt joint.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 114
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
D
Cut off the flanges from the backing plate (continued).
E
Put the backing plate into position and clamp it into place.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 115
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
F
Use a drill with a 4.8 mm (3/16 in) bit to drill holes for countersunk
rivets.
Countersunk Rivet, 4.8 mm Short (x3)
Reference Line/Point
CAUTION: Drill holes for countersunk rivets far enough away from
the corners and any other obstructions to provide enough clearance
(approximately 18 mm or 11/16 in) for the Microstop countersink cage
assembly.
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 116
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
G
Put the new C-Pillar Extension section into position and clamp it
into place.
NOTE: If necessary, trim the new section to achieve suitable gaps.
H
Mark the fastener locations on the new C-Pillar Extension section.
Structural Rivet, 4.8 mm (x5)
Countersunk Rivet, 4.8 mm Short (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 117
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
H
Mark the fastener locations on the new C-Pillar Extension section
(continued).
I
Use a drill with a 4.8 mm (3/16 in) bit to drill holes for structural
rivets and countersunk structural rivets.
NOTE: Install a grip screw after drilling each hole to keep the panel
aligned while drilling the remaining holes.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 118
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
J
Use a drill with the Microstop countersink cage assembly and the
appropriate-sized countersink bit to countersink the holes for
countersunk rivets (Microstop Countersink Kit, Tesla p/n 1133101-00-
A).
Countersunk Rivet, 4.8 mm Short (x6)
NOTE: If the depth adjustment for the Microstop countersink cage
assembly has not already been set, do the procedure in the
Microstop Countersink Kit tool instructions to adjust the tool.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 119
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
K
Mark the surface preparation boundary lines on the new C-Pillar
Extension section and on the vehicle.
L
Remove the new C-Pillar extension section and the backing plate.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 120
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
9
Prepare for installation of the new C-Pillar Extension section (continued).
M
Mark the bond path areas on the new C-Pillar Extension and the
vehicle.
Steel-to-Aluminum Bond Path
TESLA BODY REPAIR MANUAL Updated: 02AUG18 121
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
10
Prepare the surfaces to install the new Hinge Pillar Assembly section and C-
Pillar Extension section.
A
Use a red Scotch-Brite pad to scuff the new Hinge Pillar Assembly
section, the C-Pillar Extension section, and the outside of the
backing plates in the bond path areas.
NOTE: Make sure to scuff the inside surfaces of the original Hinge
Pillar Assembly and the original C-Pillar Extension in the areas that
will contact the backing plates.
B
Mark the installation spot weld locations on the new Hinge Pillar
Assembly section, the A-Pillar to Shotgun Reinforcement, and the
vehicle.
Installation Spot Weld
TESLA BODY REPAIR MANUAL Updated: 02AUG18 122
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
10
Prepare the surfaces to install the new Hinge Pillar Assembly section and C-
Pillar Extension section (continued).
B
Mark the installation spot weld locations on the new Hinge Pillar
Assembly section, the A-Pillar to Shotgun Reinforcement, and the
vehicle (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 123
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
10
Prepare the surfaces to install the new Hinge Pillar Assembly section and C-
Pillar Extension section (continued).
C
Use a disc sander with a medium-abrasive surface conditioning disc
to remove the e-coat in the weld areas.
WARNING: Remove the e-coat in a well-ventilated area. Wear
suitable personal protective equipment.
CAUTION: Take the appropriate steps to minimize the cross-
contamination of steel and aluminum components during the repair.
NOTE: Use a belt sander with a medium-abrasive belt for any areas
that cannot be reached with a disc sander.
D
Clean all the bond paths and weld areas on the new sections, the
backing plates, and the vehicle with isopropyl alcohol (IPA).
WARNING: Wipe off the remaining isopropyl alcohol with a clean,
dry towel immediately after application. Do not let the remaining
isopropyl alcohol air dry. Allowing the remaining isopropyl alcohol to
air dry can compromise the adhesive bond.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 124
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
10
Prepare the surfaces to install the new Hinge Pillar Assembly section and C-
Pillar Extension section (continued).
E
Apply a suitable corrosion-resistant epoxy primer to any bare metal
on the backsides of the backing plates (the sides of the backing
plates that will be facing the inside of the vehicle when installed).
11
Apply structural adhesive to install the new Hinge Pillar Assembly section
and C-Pillar Extension section.
A
Spread a thin coating of structural adhesive as a primer layer on the
bond paths on the new Hinge Pillar Assembly section, the new C-
Pillar Extension section, the backing plates, and the vehicle.
NOTE: Assembly must be performed while the primer layer is still
wet. The drying time of the adhesive varies depending on
temperature and humidity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 125
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
11
Apply structural adhesive to install the new Hinge Pillar Assembly section and
C-Pillar Extension section (continued).
B
While the primer layer is still wet, apply a bead of structural
adhesive on top of the primer layer of the bond path areas on the
new Hinge Pillar Assembly section, the new C-Pillar Extension
section, and the backing plates.
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section.
A
Put the backing plate for the Hinge Pillar into position and insert the
countersunk structural rivets to hold it in place.
Structural Countersunk Rivet, 6.5 mm (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 126
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
A
Put the backing plate for the Hinge Pillar into position and insert the
countersunk structural rivets to hold it in place (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 127
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
B
Put the new Hinge Pillar Assembly section into position, and insert
the structural rivets and countersunk structural rivets shown.
High Strength Structural Rivet, 6.5 mm (x15)
Structural Countersunk Rivet, 6.5 mm (x4)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 128
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
B
Put the new Hinge Pillar Assembly section into position, and insert
the structural rivets and countersunk structural rivets shown
(continued).
C
Install the structural countersunk rivet shown.
Structural Countersunk Rivet, 6.5 mm (x1)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 129
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
D
Put the new A-Pillar to Shotgun Reinforcement into position and
insert the structural rivets.
High Strength Structural Rivet, 6.5 mm (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 130
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
E
Align and temporarily secure the new Hinge Pillar section to the
frame bench jig points.
NOTE: If necessary, use a 1 mm (1/16 in) shim to account for the
thickness of the Body Side Outer.
F
Clamp the new Hinge Pillar section in the areas that do not have
fasteners.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 131
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
G
Install the structural rivets and structural countersunk rivets to
install the new Hinge Pillar section and the new A-Pillar to Shotgun
Reinforcement.
H
Put the backing plate for the C-Pillar Extension into position and
insert the countersunk rivets to hold it in place.
Countersunk Rivet, 4.8 mm Short (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 132
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
H
Put the backing plate for the C-Pillar Extension into position and
insert the countersunk rivets to hold it in place (continued).
I
Put the new C-Pillar Extension section into position and insert the
structural rivets and countersunk rivets to hold it in place.
Structural Rivet, 4.8 mm (x5)
Countersunk Rivet, 4.8 mm Short (x3)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 133
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
I
Put the new C-Pillar Extension section into position and insert the
structural rivets and countersunk rivets to hold it in place
(continued).
J
Install the structural rivets and countersunk rivets to install the new
C-Pillar Reinforcement section.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 134
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
K
Wipe off any excess adhesive.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 135
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
L
Perform resistance spot welding.
Installation Spot Weld
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
CAUTION: Do not weld on a Tesla vehicle with an energized high
voltage or 12V system. Welding on a Tesla vehicle with an energized
high voltage or 12V system might damage vehicle components.
CAUTION: Use only insulated clamps within 200 mm (8 in) of
resistance spot weld locations. Do not perform resistance spot
welding when there is an uninsulated clamp within 200 mm (8 in) of
the spot weld location.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 136
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
L
Perform resistance spot welding (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 137
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
M
Remove any discoloration from the weld areas.
N
Bake the structural adhesive so that the bonded panels reach a
temperature of 60°C–80°C (140°F–176°F) for at least 30 minutes to
achieve full strength.
WARNING: Do not allow the High Voltage Battery to reach a
temperature above 74°C (165°F). Heating the High Voltage Battery
above 74°C (165°F) for an extended period could result in injury to
personnel and/or damage to the battery.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 138
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
12
Install the new Hinge Pillar Assembly section and the new C-Pillar Extension
section (continued).
O
Prime any bare metal that will not be covered with weld-through
primer or structural adhesive in a subsequent repair with a suitable
corrosion-resistant epoxy primer.
13
Prepare the new Body Side Outer section for installation.
A
Cut the new Body Side Outer on the cut lines used for the removal
of the lower section of the original Body Side Outer in an earlier
step.
NOTE: Leave 2 - 3 mm (3/32 - 1/8 in) of extra material to be
trimmed at a later step.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 139
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
13
Prepare the new Body Side Outer section for installation (continued).
B
Put the new Body Side Outer section into position and clamp it into
place.
NOTE: If necessary, trim the new Body Side Outer section to achieve
suitable gaps.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 140
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
13
Prepare the new Body Side Outer section for installation (continued).
C
Remove the new Body Side Outer section.
14
Create and install backing plates for the Body Side Outer butt joints.
A
Cut 40 mm (1-916 in) sections from the remaining pieces of the new
Body Side Outer to create backing plates for the 3 butt joints.
NOTE: These pieces were cut off of the new Body Side Outer in the
previous step.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 141
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
B
Put each section into position and mark cut lines to remove the
unneeded material to create the backing plates shown.
Reference Line/Point
TESLA BODY REPAIR MANUAL Updated: 02AUG18 142
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
B
Put each section into position and mark cut lines to remove the
unneeded material to create the backing plates shown (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 143
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
C
Cut the sections on the cut lines marked in the previous substep.
D
Use a disc sander with a medium-abrasive surface conditioning disc
to remove the e-coat on the outward surface of the backing plates
(the sides of the backing plates that will be facing the outside of the
vehicle when installed).
WARNING: Remove the e-coat in a well-ventilated area. Wear
suitable personal protective equipment.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 144
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
E
Wipe the insides of the flanges with isopropyl alcohol (IPA) to
remove any cavity wax.
F
Use a drill with an 8 mm (5/16 in) bit to drill holes for plug welds.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 145
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
G
Use a belt sander with a medium-abrasive belt to remove the paint
from the butt joint areas on the vehicle.
WARNING: Remove the paint in a well-ventilated area. Wear suitable
personal protective equipment.
H
Use sandpaper or a disc sander with a medium-abrasive surface
conditioning disc to remove any remaining epoxy adhesive from the
inside surfaces of the flanges.
WARNING: Remove the epoxy adhesive in a well-ventilated area.
Wear suitable personal protective equipment.
NOTE: Pry up the flanges where necessary to gain access to the
adhesive.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 146
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
I
Apply a suitable corrosion-resistant epoxy primer to any bare metal
on the backsides of the backing plates (the sides of the backing
plates that will be facing the inside of the vehicle when installed).
J
Put the backing plates into position and clamp them into place. If
necessary, trim them to fit.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 147
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
14
Create and install backing plates for the Body Side Outer butt joints
(continued).
K
Plug weld the backing plates.
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
CAUTION: Do not weld on a Tesla vehicle with an energized high
voltage or 12V system. Welding on a Tesla vehicle with an energized
high voltage or 12V system might damage vehicle components.
L
Use a grinding tool to grind down the plug welds until they are flush
with the panel.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 148
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section.
A
Put the new Body Side Outer section into position and clamp it into
place.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 149
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
B
Temporarily install the door hinge bolts.
Bolt, hex-head (x5)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 150
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
C
Mark the fastener locations on the new component.
Structural Countersunk Rivet, 6.5 mm (x2, circled in red)
Structural Rivet, 6.5 mm Short (x78)
Flow Form Rivet S38 (x6)
Installation Spot Weld
NOTE: If the Sill Outer was resistance spot welded to the Sill Inner,
do not install structural rivets on the lower flange. This area will be
secured with structural adhesive and clamps during installation.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 151
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
C
Mark the fastener locations on the new component (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 152
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
D
Create holes for flow form rivets.
Flow Form Rivet S38 (x6)
For more information on installing flow form rivets, refer to
BR-18-92-001, "Using Flow Form Rivets".
TESLA BODY REPAIR MANUAL Updated: 02AUG18 153
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
E
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for structural
rivets.
Structural Countersunk Rivet, 6.5 mm (x2, circled in red)
Structural Rivet, 6.5 mm Short (x78)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 154
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
E
Use a drill with a 6.7 mm (17/64 in) bit to drill holes for structural
rivets (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 155
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
F
Use a drill with the Microstop countersink cage assembly and the
appropriate-sized countersink bit to countersink the holes for
countersunk rivets (Microstop Countersink Kit, Tesla p/n 1133101-00-
A).
NOTE: If the depth adjustment for the Microstop countersink cage
assembly has not already been set, do the procedure in the
Microstop Countersink Kit tool instructions to adjust the tool.
G
Mark the surface preparation boundary lines on the new Body Side
Outer section and on the vehicle.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 156
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
H
Remove the new Body Side Outer section.
I
Mark the bond path and weld areas on the new component and the
vehicle. These areas will be prepared for bonding and welding in the
next step.
Steel-to-Steel Bond Path
GMA Weld
TESLA BODY REPAIR MANUAL Updated: 02AUG18 157
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
15
Prepare for the installation of the new Body Side Outer section (continued).
I
Mark the bond path and weld areas on the new component and the
vehicle. These areas will be prepared for bonding and welding in the
next step (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 158
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
16
Prepare the surfaces to install the new Body Side Outer Section.
A
Use a red Scotch-Brite pad to scuff the new Body Side Outer
section and the vehicle in the bond path areas.
B
Mark the installation spot weld locations.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 159
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
16
Prepare the surfaces to install the new Body Side Outer Section (continued).
C
Use a disc sander with a medium-abrasive surface conditioning disc
to remove the e-coat in the weld areas.
WARNING: Remove the e-coat in a well-ventilated area. Wear
suitable personal protective equipment.
WARNING: Use only sanding wheels and belts that are 80 grit or
finer on aluminum components. Using sanding wheels or belts that
are coarser than 80 grit can cause fractures in the aluminum.
CAUTION: Within two hours of removing the e-coat or paint, cover
the abraded aluminum areas in the bond path with a thin primer
layer of structural adhesive. If the abraded aluminum areas are not
primed within two hours, they must be abraded again to remove any
oxidation.
NOTE: Use a belt sander with a medium-abrasive belt for any areas
that cannot be reached with a disc sander.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 160
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
16
Prepare the surfaces to install the new Body Side Outer Section (continued).
D
Clean all the bond paths and weld areas on the new component or
components and on the vehicle with isopropyl alcohol (IPA).
WARNING: Wipe off the remaining isopropyl alcohol with a clean,
dry towel immediately after application. Do not let the remaining
isopropyl alcohol air dry. Allowing the remaining isopropyl alcohol to
air dry can compromise the adhesive bond.
17
Apply structural adhesive to install the new Body Side Outer section.
A
Spread a thin coating of structural adhesive as a primer layer on the
bond paths on the new Body Side Outer section and the vehicle.
WARNING: Do not apply structural adhesive within 25 mm (1 in) of
the GMA weld locations. Applying structural adhesive within 25 mm
(1 in) of the GMA weld locations can cause weld failure.
NOTE: Assembly must be performed while the primer layer is still
wet. The drying time of the adhesive varies depending on
temperature and humidity.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 161
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
17
Apply structural adhesive to install the new Body Side Outer section
(continued).
B
While the primer layer is still wet, apply a bead of structural
adhesive on top of the primer layer of the bond path areas on the
vehicle.
C
Apply urethane sealant to the foam dam edges.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 162
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section.
A
Put the new Body Side Outer section into position and clamp it into
place.
B
Temporarily install the door hinge bolts.
Bolt, hex-head (x5)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 163
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
B
Temporarily install the door hinge bolts (continued).
C
Insert the structural rivets and the structural countersunk rivets.
Structural Countersunk Rivet, 6.5 mm (x2, circled in red)
Structural Rivet, 6.5 mm Short (x78)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 164
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
C
Insert the structural rivets and the structural countersunk rivets
(continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 165
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
C
Insert the structural rivets and the structural countersunk rivets
(continued).
D
Insert the flow form rivets.
Flow Form Rivet S38 (x6)
TESLA BODY REPAIR MANUAL Updated: 02AUG18 166
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
D
Insert the flow form rivets (continued).
E
Install the structural rivets and the structural countersunk rivets.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 167
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
F
Install the flow form rivets.
G
If the Sill Outer was attached to the Sill Inner with resistance spot
welds: Clamp the lower flange area until the structural adhesive
cures.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 168
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
H
Use a hammer and dolly to fold over the tabs in the door opening
flanges (circled in red in the first image).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 169
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
I
Use a hammer and dolly to fold over the wheel arch flange.
J
Wipe off any excess adhesive.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 170
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
K
Perform resistance spot welding.
Installation Spot Weld
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
CAUTION: Do not weld on a Tesla vehicle with an energized high
voltage or 12V system. Welding on a Tesla vehicle with an energized
high voltage or 12V system might damage vehicle components.
CAUTION: Use only insulated clamps within 200 mm (8 in) of
resistance spot weld locations. Do not perform resistance spot
welding when there is an uninsulated clamp within 200 mm (8 in) of
the spot weld location.
NOTE: Weld panel at preexisting spot weld locations to avoid
contamination issues with cured adhesive.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 171
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
K
Perform resistance spot welding (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 172
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
K
Perform resistance spot welding (continued).
L
Remove any discoloration from the weld areas.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 173
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
18
Install the new Body Side Outer section (continued).
M
Bake the structural adhesive so that the bonded panels reach a
temperature of 60°C–80°C (140°F–176°F) for at least 30 minutes to
achieve full strength.
WARNING: Do not allow the High Voltage Battery to reach a
temperature above 74°C (165°F). Heating the High Voltage Battery
above 74°C (165°F) for an extended period could result in injury to
personnel and/or damage to the battery.
19
GMA weld the Body Side Outer butt joints.
A
Temporarily place a thin copper plate behind the C-pillar butt joint
weld area to avoid cross contamination with the underlying
aluminum when welding.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 174
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
19
GMA weld the Body Side Outer butt joints (continued).
B
Perform GMA welding in the butt joint areas directly above the
backing plates.
GMA Weld
WARNING: Failure to follow all welding safety precautions, including
the use of personal protective equipment, could result in serious
injury or property damage. Only technicians who have successfully
met Tesla’s requirements for welding training are authorized to weld
structural components on Tesla vehicles.
WARNING: To maintain vehicle crash integrity, use only ER70S-6 or
Bohler Union X96 welding wire and an approved GMA welder to
perform steel GMA welding on mild steel components.
WARNING: Before GMA welding, make sure that the structural
adhesive is dry to the touch. If the structural adhesive is not dry to
the touch before GMA welding, the strength of the adhesive bond
might be compromised.
CAUTION: Do not weld on a Tesla vehicle with an energized high
voltage or 12V system. Welding on a Tesla vehicle with an energized
high voltage or 12V system might damage vehicle components.
NOTE: Before GMA welding, a test weld using material of the same
gauge and type should be performed to make sure that the welding
equipment settings produce a satisfactory joint.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 175
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
19
GMA weld the Body Side Outer butt joints (continued).
B
Perform GMA welding in the butt joint areas directly above the
backing plates (continued).
TESLA BODY REPAIR MANUAL Updated: 02AUG18 176
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
19
GMA weld the Body Side Outer butt joints (continued).
B
Perform GMA welding in the butt joint areas directly above the
backing plates (continued).
C
Grind down welds to restore all components to their original
dimensions.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 177
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
20
Secure the Body Side Outer butt joint flanges.
A
Pry up the flanges of the original Body Side Outer on both sides of
each butt joint weld in preparation to apply structural adhesive.
Structural Adhesive
TESLA BODY REPAIR MANUAL Updated: 02AUG18 178
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
20
Secure the Body Side Outer butt joint flanges (continued).
B
Apply structural adhesive underneath the flanges that were pried up
in the previous substep.
C
Clamp the flanges back into position.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 179
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
21
If required, apply a suitable body filler to the joints and finish for paint.
22
Prime any bare metal with a suitable corrosion-resistant epoxy primer.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 180
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
23
Seal the seams in the factory locations, and as necessary.
24
After refinishing, install expanding foam in area of the C-Pillar where the
factory foam was removed in an earlier step.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 181
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
Sill Outer (Complete)
Replacement
25
After refinishing, use a 360-degree spray wand of suitable length to
apply corrosion-proofing material on the inside of the butt joints to
prevent corrosion.
26
Install the new Shotgun Outer.
TESLA BODY REPAIR MANUAL Updated: 02AUG18 182
For feedback on the accuracy of this document, email BodyRepair@tesla.com.
You might also like
- Classic-Honda 125 185 200 Engine SpecDocument14 pagesClassic-Honda 125 185 200 Engine SpecCamilo Gomez100% (2)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Manual 12rDocument198 pagesManual 12rnatalia jerez80% (5)
- Sill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Document40 pagesSill Inner (Complete) : Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 13APR18Đông NguyễnNo ratings yet
- 09 SuspensionDocument27 pages09 SuspensionOsvaldo Fernandez100% (1)
- All About KaolinDocument16 pagesAll About Kaolinalabio1975100% (2)
- Part Catalouge - Backhoe Loader EngineDocument271 pagesPart Catalouge - Backhoe Loader EngineLucas LancioniNo ratings yet
- SEBF8155 цил.головка 3500Document30 pagesSEBF8155 цил.головка 3500Евгений Абрамов100% (1)
- M3 Sill Outer (Complete)Document182 pagesM3 Sill Outer (Complete)Đông NguyễnNo ratings yet
- Service Manual For CLG418 TandemDocument22 pagesService Manual For CLG418 Tandemmariapaul100% (1)
- Installation Instructions: CascadeDocument4 pagesInstallation Instructions: CascadeSARAMQRNo ratings yet
- SEBF 8164 гизьзы 3500Document19 pagesSEBF 8164 гизьзы 3500Aminadav100% (1)
- Quality Control Parameter of StickerDocument5 pagesQuality Control Parameter of Stickerswapon kumar shillNo ratings yet
- Wooden Gear Clock Instructions 10-2.pdf - Plywood - AdhesiveDocument45 pagesWooden Gear Clock Instructions 10-2.pdf - Plywood - AdhesiveTinamou000150% (2)
- CG938HPartsmanual SpecImport Khabarovsk PDFDocument166 pagesCG938HPartsmanual SpecImport Khabarovsk PDFCharly RamosNo ratings yet
- Enerpac Turbo 2 Explode DrawingDocument18 pagesEnerpac Turbo 2 Explode Drawingjhon peñaNo ratings yet
- Perkins 804DDocument177 pagesPerkins 804Dcaiocunhaconquista50% (2)
- Каталог запчастей погрузчик Chenggong CG935h, двигатель TD226b-6GDocument146 pagesКаталог запчастей погрузчик Chenggong CG935h, двигатель TD226b-6GSerg100% (1)
- Leak StopDocument18 pagesLeak StopAmrit SarkarNo ratings yet
- Quotation For SKS Oil Filling Line Capacity 18000BPH - 20230213Document26 pagesQuotation For SKS Oil Filling Line Capacity 18000BPH - 20230213kalam23No ratings yet
- Ariel Compressor Bolting Tightening Torque-Reciprocating CompDocument8 pagesAriel Compressor Bolting Tightening Torque-Reciprocating CompCokro YudhaNo ratings yet
- Ajuste Embrague Servicio Pesado (En Español)Document2 pagesAjuste Embrague Servicio Pesado (En Español)eloyabnerNo ratings yet
- 10-Lecture 10 PDFDocument106 pages10-Lecture 10 PDFmustaf100% (1)
- M3 Sill Outer (Front Section)Document120 pagesM3 Sill Outer (Front Section)Đông NguyễnNo ratings yet
- m3 Charge Port Housing AssemblyDocument20 pagesm3 Charge Port Housing AssemblyWilliam SouzaNo ratings yet
- M3 Fender Attachment BracketsDocument14 pagesM3 Fender Attachment BracketsĐông NguyễnNo ratings yet
- Sill Insert (Front Section)Document39 pagesSill Insert (Front Section)Đông NguyễnNo ratings yet
- Trunk Floor Assembly (Side Panel)Document23 pagesTrunk Floor Assembly (Side Panel)Hieu DvNo ratings yet
- Rotary Jhonson.Document2 pagesRotary Jhonson.Yonas MuluNo ratings yet
- ER-63 Fastener Torques For Reciprocating CompressorsDocument8 pagesER-63 Fastener Torques For Reciprocating CompressorsCarlos A. Mantilla J.No ratings yet
- Bostitch: Operation and Maintenance ManualDocument28 pagesBostitch: Operation and Maintenance ManualAnonymous 2MRGC0w1No ratings yet
- Fastener Torques For Reciprocating Compressors: Engineering ReferenceDocument8 pagesFastener Torques For Reciprocating Compressors: Engineering ReferenceTomy lee youngNo ratings yet
- B-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1Document64 pagesB-Pillar: Tesla Body Repair Manual For Feedback On The Accuracy of This Document, Email - Updated: 26SEP18 1DongTaNo ratings yet
- A-Pillar Outer Reinforcement (Complete)Document24 pagesA-Pillar Outer Reinforcement (Complete)DongTaNo ratings yet
- Service Information: October/04 I 26 06/04Document2 pagesService Information: October/04 I 26 06/04Marcelo GiussaniNo ratings yet
- Z CraftsDocument22 pagesZ CraftslucienencreNo ratings yet
- Clampex K T R 1 5 0 Mounting Instructions: KTR Kupplungstechnik GMBH D-48407 RheineDocument4 pagesClampex K T R 1 5 0 Mounting Instructions: KTR Kupplungstechnik GMBH D-48407 RheineEduardo Anchahua HuamaniNo ratings yet
- Replacement Parts List: Veebloc & Hallscrew CouplingsDocument4 pagesReplacement Parts List: Veebloc & Hallscrew CouplingsJaganathan KrishnanNo ratings yet
- Slk6750 Part Catalog SunlongDocument34 pagesSlk6750 Part Catalog Sunlongreurri100% (2)
- Billy Goat CR550HCDocument16 pagesBilly Goat CR550HCDavid TurnerNo ratings yet
- SEBF8229-спецификация головок 3176, С10,С12, 3196Document18 pagesSEBF8229-спецификация головок 3176, С10,С12, 3196Евгений АбрамовNo ratings yet
- New Holland CR Mav - 100 Complete Chopper Installation GuideDocument25 pagesNew Holland CR Mav - 100 Complete Chopper Installation Guidealaynnastaabx786No ratings yet
- Service Letter: Hartzell Propeller Inc. HC-SL-61-239 Propeller - Slip Ring Split Mounting Plate Inspection and RepairDocument4 pagesService Letter: Hartzell Propeller Inc. HC-SL-61-239 Propeller - Slip Ring Split Mounting Plate Inspection and RepairQuezia PereiraNo ratings yet
- sebf8734 гильза с-9Document13 pagessebf8734 гильза с-9Евгений АбрамовNo ratings yet
- Ringlok RingfederDocument5 pagesRinglok RingfederHector MaldonadoNo ratings yet
- Fork LiftsDocument4 pagesFork LiftslucienencreNo ratings yet
- Freno de ElevadorDocument4 pagesFreno de Elevadorhiram avilaNo ratings yet
- 8218 спецификация головки 3116 -с7Document19 pages8218 спецификация головки 3116 -с7Евгений АбрамовNo ratings yet
- Axle, Front Drive - Cylinder, Steering, 4wd (580sm)Document3 pagesAxle, Front Drive - Cylinder, Steering, 4wd (580sm)Julio JarquinNo ratings yet
- 99-04-15-03 Bielas 6081HDocument3 pages99-04-15-03 Bielas 6081Hfranc.silveiNo ratings yet
- Repair Parts Sheet: A Unit of Applied Power IncDocument2 pagesRepair Parts Sheet: A Unit of Applied Power IncBruno StefanyNo ratings yet
- clsl1311 0409Document2 pagesclsl1311 0409Jose Antonio HernandezNo ratings yet
- SST Binder 1Document14 pagesSST Binder 1Erick Francis Suárez VelásquezNo ratings yet
- Tsubaki Chain Couplings NewDocument15 pagesTsubaki Chain Couplings NewRiswanda HimawanNo ratings yet
- Stolle Standun Bodymaker Technical Update 1510-1 Rev 2Document1 pageStolle Standun Bodymaker Technical Update 1510-1 Rev 2Ferat ErdoğanNo ratings yet
- Parts and Service NewsDocument3 pagesParts and Service NewsDavid InojosaNo ratings yet
- Cranes & Truck CranesDocument44 pagesCranes & Truck CraneslucienencreNo ratings yet
- Assembly ProcedureDocument20 pagesAssembly ProcedureOmar Turpo TaypeNo ratings yet
- GSX1300RAZBL4Document86 pagesGSX1300RAZBL4Frederick FleischmannNo ratings yet
- NM - Flywheel HousingsDocument5 pagesNM - Flywheel HousingsCarlos ANDRADENo ratings yet
- Rhino Valves CatalogueDocument174 pagesRhino Valves CatalogueLizaDuPlessisNo ratings yet
- A900099 PC10 15-28UU Track ShoeDocument6 pagesA900099 PC10 15-28UU Track Shoejoaquin suarezNo ratings yet
- Spare Parts KirkDocument10 pagesSpare Parts KirkGianluca PireddaNo ratings yet
- WheelHorse Heavy Duty Front Spindle and Wheel Kit 8-10504R1Document3 pagesWheelHorse Heavy Duty Front Spindle and Wheel Kit 8-10504R1Kevins Small Engine and Tractor ServiceNo ratings yet
- Tailft - HFG25Document352 pagesTailft - HFG25João VitorNo ratings yet
- 02-M3 Shock Tower CloseoutDocument21 pages02-M3 Shock Tower CloseoutLinh VoNo ratings yet
- 02-M3 Shotgun Tower PDFDocument35 pages02-M3 Shotgun Tower PDFLinh VoNo ratings yet
- 02-M3 Shotgun Shear Wall PDFDocument25 pages02-M3 Shotgun Shear Wall PDFLinh VoNo ratings yet
- 02-M3 Shotgun Outer PDFDocument26 pages02-M3 Shotgun Outer PDFLinh VoNo ratings yet
- 02-M3 Frunk BracketDocument15 pages02-M3 Frunk BracketLinh VoNo ratings yet
- 02-M3 Fender Front Inner BracketDocument19 pages02-M3 Fender Front Inner BracketLinh VoNo ratings yet
- Precast Products - HandbookDocument10 pagesPrecast Products - HandbookkamakshiNo ratings yet
- Plasticizer Formulation Selector Guide: Technical TipDocument4 pagesPlasticizer Formulation Selector Guide: Technical TiphemantrulzNo ratings yet
- Astm D7234 21Document5 pagesAstm D7234 21Jaime Benitez AlvarezNo ratings yet
- Building The MFH Testa RossaDocument38 pagesBuilding The MFH Testa RossaNathan BlythNo ratings yet
- Bie Jade325 340 345 2014 enDocument12 pagesBie Jade325 340 345 2014 enaidma05No ratings yet
- A319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-11-911-031)Document31 pagesA319 - A321 - LAA - and - LUS - A321NX - (A321 Structural Repair Manual) - (51-77-11-911-031)Juan MartelNo ratings yet
- Adhesion in Restorative DentistryDocument16 pagesAdhesion in Restorative DentistryIrene MartinezNo ratings yet
- ASTM-D429-99 Rigid SubstratesDocument16 pagesASTM-D429-99 Rigid SubstratesOphenkNo ratings yet
- General Purpose 2K Epoxy Adhesives PDFDocument2 pagesGeneral Purpose 2K Epoxy Adhesives PDFMohsen KadivarNo ratings yet
- 9702 m16 Ci 33 PDFDocument8 pages9702 m16 Ci 33 PDFKashif MannanNo ratings yet
- Fineset 2119R - H Single Component Thixotropic Epoxy ResinDocument3 pagesFineset 2119R - H Single Component Thixotropic Epoxy ResinBabyboy2010No ratings yet
- 81945Document13 pages81945Rina RizziNo ratings yet
- Globe Puzzle InstruccionDocument3 pagesGlobe Puzzle InstruccionLizeth BaezNo ratings yet
- Heritage Heritage Heritage Heritage: Carpets TilesDocument39 pagesHeritage Heritage Heritage Heritage: Carpets TilesManohar RobertNo ratings yet
- Sheet Waterproofing Membrane: 1. Product Name 2. Product DescriptionDocument4 pagesSheet Waterproofing Membrane: 1. Product Name 2. Product DescriptionsevargasparinNo ratings yet
- Medical Design BriefsDocument90 pagesMedical Design Briefsneto512No ratings yet
- Review of Related Literature: Property Characterization of Bamboo Reinforced Concrete Wall PanelDocument26 pagesReview of Related Literature: Property Characterization of Bamboo Reinforced Concrete Wall PanelRebecca BernardoNo ratings yet
- Oracal 641Document2 pagesOracal 641Victor MariusNo ratings yet
- Liquid WaterproofingDocument9 pagesLiquid Waterproofingjuli_radNo ratings yet
- Docsty04 19 en Brilliant Crios Cad Cam Komposit Boehner A4senaindv1Document5 pagesDocsty04 19 en Brilliant Crios Cad Cam Komposit Boehner A4senaindv1miauNo ratings yet
- United States Patent: Zy 2X ZZZZZZZZDocument8 pagesUnited States Patent: Zy 2X ZZZZZZZZVansala GanesanNo ratings yet
- Curing Characteristics of Low Emission Urea-Formaldehyde Adhesive in The Presence of WoodDocument13 pagesCuring Characteristics of Low Emission Urea-Formaldehyde Adhesive in The Presence of WoodNam Phạm VănNo ratings yet
- Akfix Eng Technical Catalog 2022 Rev16Document211 pagesAkfix Eng Technical Catalog 2022 Rev16ahmed.serefNo ratings yet
- 2011 Devcon Permatex CatalogDocument52 pages2011 Devcon Permatex CatalogEBPENICHE6400No ratings yet