You might also like
- Non-Ferrous Metals and AlloysDocument58 pagesNon-Ferrous Metals and AlloysPradeep Kumar BagadiNo ratings yet
- Aluminium Recycling Scrap Melting and Process Simulation - Article-22 PDFDocument15 pagesAluminium Recycling Scrap Melting and Process Simulation - Article-22 PDFWillian Bella RosaNo ratings yet
- Alloy WheelDocument18 pagesAlloy Wheelaizaz65No ratings yet
- ASM Subject Guide - AluminumDocument5 pagesASM Subject Guide - AluminumBlueOneGaussNo ratings yet
- Aluminium: Special Commodity ReportDocument10 pagesAluminium: Special Commodity ReporttejaskopardeNo ratings yet
- Aluminum AlloysDocument29 pagesAluminum AlloysAlejandra Balderas100% (1)
- Metals and Non MetalsDocument57 pagesMetals and Non MetalsLOLBOINo ratings yet
- Bundled NotesDocument189 pagesBundled NotesAlliyah vidanesNo ratings yet
- Standardization and The Use of Standards in Additive ManufacturingDocument7 pagesStandardization and The Use of Standards in Additive ManufacturingtinaNo ratings yet
- Improvement in Casting Defect of LM6 MaterialDocument31 pagesImprovement in Casting Defect of LM6 MaterialSudhir Kumar100% (1)
- Al Welding - Prem - FinalDocument55 pagesAl Welding - Prem - Finalprem nautiyal100% (1)
- Aluminium AlloyDocument22 pagesAluminium AlloyAashish Gharde0% (1)
- Affect of Elements On SteelDocument82 pagesAffect of Elements On SteelAditya PratapNo ratings yet
- AluminiumDocument45 pagesAluminiumravisankar varadharajalu0% (1)
- AERONAUTICAL Engineering HSC Online 49 Pgs VGDocument49 pagesAERONAUTICAL Engineering HSC Online 49 Pgs VGTimothy KurbyNo ratings yet
- 20111121054135481Document7 pages20111121054135481Vijaykumar SharmaNo ratings yet
- Astm D-1552Document7 pagesAstm D-1552GianfrancoNo ratings yet
- Metallographic Preparation of Aluminum and Aluminum AlloysDocument6 pagesMetallographic Preparation of Aluminum and Aluminum AlloysCayqueCasaleNo ratings yet
- Utilizing Eggshell Waste As An Alternative Component in Making Dustless Commercial Chalk Group 9Document9 pagesUtilizing Eggshell Waste As An Alternative Component in Making Dustless Commercial Chalk Group 9Jan Ranssel Iriola50% (2)
- ASM Subject Guide - Aluminum PDFDocument5 pagesASM Subject Guide - Aluminum PDFzeeshaniqbalNo ratings yet
- Analysis of HoneyDocument17 pagesAnalysis of HoneyRajeev KhannaNo ratings yet
- Cooling Water TreatDocument10 pagesCooling Water TreatNavaganesh Kannappen100% (1)
- Latihan Persamaan Kimia Dan StoikiometriDocument6 pagesLatihan Persamaan Kimia Dan StoikiometriZul BaidiNo ratings yet
- Study of The Effect of Melting and Casting Temperature and Heat Treatment On The Mechanical Properties of Aluminum 7075Document7 pagesStudy of The Effect of Melting and Casting Temperature and Heat Treatment On The Mechanical Properties of Aluminum 7075International Journal of Innovative Science and Research TechnologyNo ratings yet
- CHP - 10.1007 - 978 3 030 49882 5 - 4Document12 pagesCHP - 10.1007 - 978 3 030 49882 5 - 4Tanzil ZaidiNo ratings yet
- PP 3 AL BIDocument8 pagesPP 3 AL BIMech HoD DAITNo ratings yet
- Libro de Materiales 206Document1 pageLibro de Materiales 206eoiajNo ratings yet
- The Effect of Ageing Treatment of Aluminum Alloys For Fuselage Structure-Light AircraftDocument4 pagesThe Effect of Ageing Treatment of Aluminum Alloys For Fuselage Structure-Light AircraftInês RebeloNo ratings yet
- Defining The ProblemDocument7 pagesDefining The ProblemRavi Kiran VedagiriNo ratings yet
- Al Alaşim Elementleri̇ h1-13Document13 pagesAl Alaşim Elementleri̇ h1-13KaanMertNo ratings yet
- Aluminum As Alloy and DeoxidantDocument5 pagesAluminum As Alloy and DeoxidantlarryjhNo ratings yet
- Chapter 6, ALUMINIUM AND ITS ALLOYSDocument5 pagesChapter 6, ALUMINIUM AND ITS ALLOYSPAUL NDIRITUNo ratings yet
- Investigation of Microstructure and Mechanical ProDocument8 pagesInvestigation of Microstructure and Mechanical ProazharzebNo ratings yet
- Aluminium Voor ConstructeursDocument145 pagesAluminium Voor ConstructeursweltklangNo ratings yet
- Heat Treating Aluminum For Aerospace Applications: Figure 2 - Boeing F/A-18F During Sea TrialsDocument10 pagesHeat Treating Aluminum For Aerospace Applications: Figure 2 - Boeing F/A-18F During Sea TrialsJuan David Baena UsugaNo ratings yet
- Effect Casting Conditions Melt Quality JMat Proc Technol 2007 AluminioDocument7 pagesEffect Casting Conditions Melt Quality JMat Proc Technol 2007 Aluminiopaola montserrat flores moralesNo ratings yet
- Behaviour in Fire: Chapter G.7Document6 pagesBehaviour in Fire: Chapter G.7draco21118No ratings yet
- AlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsDocument12 pagesAlSi5Mg0.3 Alloy For The Manufacture of Automotive WheelsAbdullah SiddiqNo ratings yet
- Alumunium As A Non Ferrous MetalsDocument2 pagesAlumunium As A Non Ferrous MetalsIcha NwpNo ratings yet
- Metals 11 01108Document12 pagesMetals 11 01108John TorrezNo ratings yet
- Non-Ferrous& AssignmentDocument9 pagesNon-Ferrous& AssignmentOwen LunaticNo ratings yet
- Aluminim ReeditedDocument4 pagesAluminim ReeditedUmar AyazNo ratings yet
- Industry & The Environment: AluminiumDocument33 pagesIndustry & The Environment: AluminiumJaleel ForbesNo ratings yet
- Journal Pre-Proof: Materials & DesignDocument63 pagesJournal Pre-Proof: Materials & DesignJuan AlvesNo ratings yet
- Tekkaya (2010) - Aluminum Scrap Recycling by Hot Extrusion Without Melting ProcessDocument6 pagesTekkaya (2010) - Aluminum Scrap Recycling by Hot Extrusion Without Melting ProcessChristian Dalheim ØienNo ratings yet
- Effect of Heat Treatment On Some Mechanical Properties of 7075 Aluminium AlloyDocument5 pagesEffect of Heat Treatment On Some Mechanical Properties of 7075 Aluminium AlloyWahid Arief AhNo ratings yet
- 01 0970 673Document11 pages01 0970 673c_e_z_a_rNo ratings yet
- Intered Metals and AlloysDocument8 pagesIntered Metals and AlloysFerry SetiawanNo ratings yet
- A Critical Review of Age Treatment HardeDocument20 pagesA Critical Review of Age Treatment HardeBerl MNo ratings yet
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDocument6 pagesEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteNo ratings yet
- Fabrication Characteristics: MachinabilityDocument2 pagesFabrication Characteristics: Machinabilityjuan pablo tangarife motaNo ratings yet
- 28 Pezda Effect of t6 1s 2013Document4 pages28 Pezda Effect of t6 1s 2013evelynNo ratings yet
- Aleaciones de AluminioDocument5 pagesAleaciones de AluminioNacho GCNo ratings yet
- Al Welding FinalDocument55 pagesAl Welding FinalNAVEEN S BASANDINo ratings yet
- 7075+si JMPTDocument9 pages7075+si JMPTAriel. QNo ratings yet
- Mechanical PropertiesDocument39 pagesMechanical Properties42030237No ratings yet
- The Science and Engineering of Materials: Chapter 13 - Nonferrous AlloysDocument45 pagesThe Science and Engineering of Materials: Chapter 13 - Nonferrous AlloyssajidNo ratings yet
- Us 3357822Document4 pagesUs 3357822Mada TetoNo ratings yet
- Lecture6 PDFDocument10 pagesLecture6 PDFPatricio G. ArrienNo ratings yet
- Jjmie: Strengthening Aluminum Scrap by Alloying With IronDocument5 pagesJjmie: Strengthening Aluminum Scrap by Alloying With IronAnonymous VNu3ODGavNo ratings yet
- Aluminum: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument24 pagesAluminum: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Role of Salt Fluxes in Aluminium Refining: A Review: Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan MDocument7 pagesRole of Salt Fluxes in Aluminium Refining: A Review: Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan MJagdish RanaNo ratings yet
- The Properties of 7xxx Series AlloyDocument6 pagesThe Properties of 7xxx Series Alloyac3.evfrezNo ratings yet
- 5 - Aluminium Alloys 2010-2011Document52 pages5 - Aluminium Alloys 2010-2011Busta137No ratings yet
- Copper Polishing Rejection Analysis On Aluminium Alloy WheelsDocument10 pagesCopper Polishing Rejection Analysis On Aluminium Alloy Wheelsbhanu432No ratings yet
- Keywords: Media Cooling Variation, Al-Si, Hardness, Micro StructureDocument15 pagesKeywords: Media Cooling Variation, Al-Si, Hardness, Micro StructureAnsarNo ratings yet
- Porosity Prediction Supervised-Learning of Thermal History For Direct Laser DepositionDocument14 pagesPorosity Prediction Supervised-Learning of Thermal History For Direct Laser DepositiontinaNo ratings yet
- Aluminium Additive Manufacturing Applications in AviationDocument9 pagesAluminium Additive Manufacturing Applications in AviationtinaNo ratings yet
- Machine Learning Facilitated Multiscale Imaging For Energy MaterialsDocument32 pagesMachine Learning Facilitated Multiscale Imaging For Energy MaterialstinaNo ratings yet
- Application of Machine Learning Techniques in Mineral ClassificationDocument13 pagesApplication of Machine Learning Techniques in Mineral ClassificationtinaNo ratings yet
- TauFactor ManualDocument11 pagesTauFactor ManualtinaNo ratings yet
- Magnesium SulfateDocument2 pagesMagnesium SulfateArlette AndradeNo ratings yet
- Varatika BhasmaDocument5 pagesVaratika Bhasmadrsa2No ratings yet
- Equipment Specification Project - RFQ - #: XXXXXX XXXXX ES-223116Document17 pagesEquipment Specification Project - RFQ - #: XXXXXX XXXXX ES-223116Calin SeraphimNo ratings yet
- Ajwa ReviewDocument11 pagesAjwa ReviewFhirastika AnnishaNo ratings yet
- Analysis of The Food Recall 4Document3 pagesAnalysis of The Food Recall 4Lelita Tyo BuchoriNo ratings yet
- Suplementasi Vitamin Mineral Untuk Anak AutisDocument4 pagesSuplementasi Vitamin Mineral Untuk Anak Autisretno astutiNo ratings yet
- Application and Characterization of Egg Shell: Gaonkar M, Chakraborty APDocument10 pagesApplication and Characterization of Egg Shell: Gaonkar M, Chakraborty APmitaasthaNo ratings yet
- Chapter 10 - Water & Electrlyte BalanceDocument10 pagesChapter 10 - Water & Electrlyte BalanceSpendy OforiNo ratings yet
- SPE 131626 An Effective Stimulation Fluid For Deep Carbonate Reservoirs: A Core Flood StudyDocument15 pagesSPE 131626 An Effective Stimulation Fluid For Deep Carbonate Reservoirs: A Core Flood StudyLeopold Roj DomNo ratings yet
- Chemical Composition of Two Varieties of Sorrel (Hibiscus Sabdariffa L.), Calyces and The Drinks Made From ThemDocument7 pagesChemical Composition of Two Varieties of Sorrel (Hibiscus Sabdariffa L.), Calyces and The Drinks Made From ThemReenaNo ratings yet
- Class X - Science (Chemistry) Metals and Non-Metals: Chapter NotesDocument14 pagesClass X - Science (Chemistry) Metals and Non-Metals: Chapter NotesSuraj Luwangcha100% (1)
- Soil Chemical Methods - Australasia Australasia - (12. Micronutrients)Document19 pagesSoil Chemical Methods - Australasia Australasia - (12. Micronutrients)danielNo ratings yet
- Effect of Yeast As Biopromotor For Soil Amendment On The Growth of Sorghum Bicolor and Arachis HypogeaDocument6 pagesEffect of Yeast As Biopromotor For Soil Amendment On The Growth of Sorghum Bicolor and Arachis HypogeaInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- SQ Prove 300 - Analytical Procedures and Appendices 2017-07Document264 pagesSQ Prove 300 - Analytical Procedures and Appendices 2017-07Rizali MaulanaNo ratings yet
- Nutritional Composition of Breast MilkDocument24 pagesNutritional Composition of Breast MilkSamuel Bagas Wahyu SantosoNo ratings yet
- Welcome To PapayaDocument8 pagesWelcome To PapayaTrivedi Mma-yurNo ratings yet
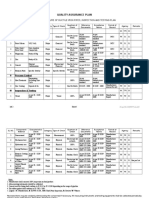
- Quality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanDocument2 pagesQuality Assurance Plan: For Manufacture of Ductile Iron Pipes, Inspection and Testing PlanNaveen NagisettiNo ratings yet
- Integrated Management of Acute MalnutritionDocument65 pagesIntegrated Management of Acute MalnutritionMousham G Mhaskey100% (3)
- METHOD 14:1: Calcium - Volumetric Method 1: Scope and Field of ApplicationDocument2 pagesMETHOD 14:1: Calcium - Volumetric Method 1: Scope and Field of ApplicationAshok KumarNo ratings yet
- 4 WP 2013Document8 pages4 WP 2013TUTORKIMNo ratings yet
- 2.5.11. Complexometric Titrations 20511eDocument1 page2.5.11. Complexometric Titrations 20511ePhuc DVNo ratings yet