You might also like
- Heat Treatment of SteelDocument35 pagesHeat Treatment of Steelakhilsyam21No ratings yet
- Course: Materials TechnologyDocument60 pagesCourse: Materials TechnologyelvisNo ratings yet
- KLM EASA Cat B Module 6 Book 1 Iss 0 Rev 6 SecuredDocument238 pagesKLM EASA Cat B Module 6 Book 1 Iss 0 Rev 6 SecuredNadirNo ratings yet
- Heat Treatment ProcessesDocument61 pagesHeat Treatment ProcessesMadhubalan100% (1)
- 2-Plasticiy Theory and Application - A. MENDELSON - 3Document368 pages2-Plasticiy Theory and Application - A. MENDELSON - 3Ardeshir GholamiNo ratings yet
- Heat Treatment LectureDocument58 pagesHeat Treatment LectureKeith Tanaka Magaka100% (1)
- C-27 Piping Flexibility AnalysisDocument31 pagesC-27 Piping Flexibility Analysisrajesh119100% (6)
- Repair of HP Mod AlloyDocument8 pagesRepair of HP Mod AlloyKarna2504No ratings yet
- Diffusion WeldingDocument41 pagesDiffusion WeldingCool Sash S100% (3)
- Heat TreatmentDocument34 pagesHeat Treatmentrahul72No ratings yet
- Heat Treatment of Metals Module 4Document88 pagesHeat Treatment of Metals Module 4Palliyil UjwalNo ratings yet
- Mold & Die DesignDocument64 pagesMold & Die Designmsa_adonNo ratings yet
- Duralumin Is An AlloyDocument3 pagesDuralumin Is An AlloyAlyssa Suzanne Tafalla100% (1)
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Shear Zones: Structural Geology University of Glamorgan 22/03/2012Document29 pagesShear Zones: Structural Geology University of Glamorgan 22/03/2012GeoJudoka67% (3)
- Presentation On PWHT & Stress RelievingDocument23 pagesPresentation On PWHT & Stress Relievingedu_canete88% (16)
- Preheat RequirementsDocument3 pagesPreheat RequirementsVJG369No ratings yet
- GN06 Post Weld Heat Treatment of Welded PDFDocument11 pagesGN06 Post Weld Heat Treatment of Welded PDFGregory FenwickNo ratings yet
- Heat TreatmentDocument22 pagesHeat Treatmentansh_k9250% (2)
- Heat Treatment Part 2Document46 pagesHeat Treatment Part 2Naman DaveNo ratings yet
- API - RP - 571 - Edited - 42 - Questions - PDF - Filename UTF-8''API RP 571 Edited - 42 QuestionsDocument5 pagesAPI - RP - 571 - Edited - 42 - Questions - PDF - Filename UTF-8''API RP 571 Edited - 42 Questionsأحمد صبحى100% (1)
- PWHT Case StudiesDocument5 pagesPWHT Case Studiestbmari100% (1)
- Charpy Impact Test - Lab ReportDocument18 pagesCharpy Impact Test - Lab ReportChitra Nadia100% (1)
- Term Paper - 1 Flame HardeningDocument11 pagesTerm Paper - 1 Flame HardeningSiva PrasadNo ratings yet
- Heat Treatment: Dr. Mohamed Abd Elmonem DahaDocument23 pagesHeat Treatment: Dr. Mohamed Abd Elmonem DahashoroukNo ratings yet
- Cement Corrosion 1Document25 pagesCement Corrosion 1Simelemon TolomeoNo ratings yet
- MMEN 120 - Surface HardeningDocument19 pagesMMEN 120 - Surface HardeningnattydreadfathelahNo ratings yet
- EMM2312 - Surface HardeningDocument19 pagesEMM2312 - Surface Hardeningjohnnjoro100No ratings yet
- Lecture 5 - Heat Treatment, Forging and Casting (Autosaved) (Auto-Saved)Document64 pagesLecture 5 - Heat Treatment, Forging and Casting (Autosaved) (Auto-Saved)charmaineNo ratings yet
- Case Hardening Heat TreatmentDocument15 pagesCase Hardening Heat Treatmentmohit1990dodwalNo ratings yet
- Effect of Flame Hardening On High CarbonDocument4 pagesEffect of Flame Hardening On High CarbonDivik PatreNo ratings yet
- Heat Treatments: PERFECT - HK - Creativity in FasteningDocument2 pagesHeat Treatments: PERFECT - HK - Creativity in Fasteningdivya2prabakarNo ratings yet
- Jauhemetallurgian Perusteet: Sintering - ISO DefinitionDocument16 pagesJauhemetallurgian Perusteet: Sintering - ISO DefinitionStevie Alfian RizkiNo ratings yet
- Flame HardeningDocument2 pagesFlame HardeningDimaz Iyas ArmezyNo ratings yet
- Aluminium and Aluminium Alloys - Heat Treatment of Aluminium and Aluminium AlloysDocument3 pagesAluminium and Aluminium Alloys - Heat Treatment of Aluminium and Aluminium Alloysdshine2010No ratings yet
- Sol 11Document9 pagesSol 11AndyNo ratings yet
- Experiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMDocument5 pagesExperiment-3: Study of Microstructure and Hardness Profile of Mild Steel Bar During Hot Rolling (Interrupted) 1. AIMSudhakar LavuriNo ratings yet
- Hot Press Forming Concept in Development of Automotive Body PartsDocument19 pagesHot Press Forming Concept in Development of Automotive Body PartsWybar MujahidNo ratings yet
- Case HardeningDocument34 pagesCase HardeningSachinNo ratings yet
- Chapter 10 Thermal Processing of Metal AlloysDocument44 pagesChapter 10 Thermal Processing of Metal Alloyssyed izzuddin alhadyNo ratings yet
- Influence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718Document16 pagesInfluence of Heat Treatments On Heat Affected Zone Cracking of Gas Tungsten Arc Welded Additive Manufactured Alloy 718agilan89No ratings yet
- L23-L25 Unit-IV Heat Treatment-1Document30 pagesL23-L25 Unit-IV Heat Treatment-1Sam JainNo ratings yet
- Gear Heat TreatmentDocument40 pagesGear Heat TreatmentvishnuNo ratings yet
- MS 18ME34 Notes Module 3Document23 pagesMS 18ME34 Notes Module 3SUNIL SWAMY SNo ratings yet
- Heat Treatment: Definition: Heat Treatment Can Be Defined As TheDocument120 pagesHeat Treatment: Definition: Heat Treatment Can Be Defined As TheBharath Agarwal100% (1)
- CHAPTER - Heat Treatment 3rd Sem ManufacturingDocument11 pagesCHAPTER - Heat Treatment 3rd Sem Manufacturingkaranragav12No ratings yet
- PURPOSE: 1. To Decrease Internal Stresses Due To Cold Working, Welding Etc.Document6 pagesPURPOSE: 1. To Decrease Internal Stresses Due To Cold Working, Welding Etc.Sumit JainNo ratings yet
- Heat TreatmentDocument31 pagesHeat TreatmentJackNo ratings yet
- Case Hardening Heat TreatmentDocument15 pagesCase Hardening Heat TreatmentHazrat BelalNo ratings yet
- Surface HardeningDocument17 pagesSurface HardeningMahesh MakwanaNo ratings yet
- Heat TreatmentDocument59 pagesHeat TreatmentSukhwinder Singh GillNo ratings yet
- Presentation On Control of Material PropertyDocument21 pagesPresentation On Control of Material PropertyAbhilasha KushawahaNo ratings yet
- Stainless Steel Heat TreatmentDocument4 pagesStainless Steel Heat TreatmentJuan Carlos Fernandez LoveraNo ratings yet
- The Purpose of PreheatDocument6 pagesThe Purpose of PreheatSankar GaneshNo ratings yet
- Flame HardeningDocument2 pagesFlame Hardenings_manikandanNo ratings yet
- Heat Treatment of SteelsDocument6 pagesHeat Treatment of SteelsSrinivas LaishettyNo ratings yet
- Gas Nitriding: Tool & Die MakingDocument4 pagesGas Nitriding: Tool & Die MakingKevin ThomasNo ratings yet
- Lecture 10 - Heat TreatmentDocument50 pagesLecture 10 - Heat Treatmentনয়ন দেবনাথNo ratings yet
- MMS Unit 3 Hardening of SteelsDocument17 pagesMMS Unit 3 Hardening of SteelsPraveen KolukulaNo ratings yet
- Chapter 5Document38 pagesChapter 5metalore26No ratings yet
- Heat Treatment of Plain Carbon SteelsDocument69 pagesHeat Treatment of Plain Carbon Steelsjaybertvillones6No ratings yet
- Inductive Spin Hardening of Gears - A Survey of Key Features and BenefitsDocument6 pagesInductive Spin Hardening of Gears - A Survey of Key Features and BenefitsJader PitangueiraNo ratings yet
- Heat Treatment of Engineering MaterialsDocument22 pagesHeat Treatment of Engineering MaterialsneamichandmgNo ratings yet
- Heat TreatmentDocument8 pagesHeat TreatmentBaizura Mohd ZanNo ratings yet
- ME137L - Heat TreatmentDocument34 pagesME137L - Heat TreatmentDiego LoyzagaNo ratings yet
- Case HardeningDocument18 pagesCase HardeningPaksham MahajanNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- EMG 2303 Solid and Structural Mechanics 1 NotesDocument82 pagesEMG 2303 Solid and Structural Mechanics 1 Notesmusiomi200567% (3)
- Lab05 Candy LabDocument14 pagesLab05 Candy LabJason Paul RoqueNo ratings yet
- Pendahuluan Tentang MaterialDocument32 pagesPendahuluan Tentang MaterialFlorencia AngellicaNo ratings yet
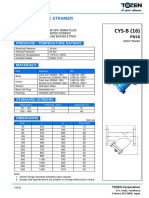
- Cys-B (16) (TM) (V1016)Document1 pageCys-B (16) (TM) (V1016)Azwan SunlineNo ratings yet
- Unit-1 FMEMDocument42 pagesUnit-1 FMEMKrish GuptaNo ratings yet
- Assignment Metal - Freja Dollerup NielsenDocument5 pagesAssignment Metal - Freja Dollerup Nielsenfrejadoller12No ratings yet
- ACFrOgBmRBW3G18FRl1Ba6DnciKrMY8UXm7qEvq7sKzrk0elek7DB6-hyWLib4ZRDf1xg2zwNPMhE1Z5KTMdLkDyquP2LGmUoZfZwFstpgHRMfkRfwQFRlD1neH1ZD drq3QFs kgS2Q9iwV7oTfDocument35 pagesACFrOgBmRBW3G18FRl1Ba6DnciKrMY8UXm7qEvq7sKzrk0elek7DB6-hyWLib4ZRDf1xg2zwNPMhE1Z5KTMdLkDyquP2LGmUoZfZwFstpgHRMfkRfwQFRlD1neH1ZD drq3QFs kgS2Q9iwV7oTfkdNo ratings yet
- Strain-Based Pipeline Design Criteria ReviewDocument8 pagesStrain-Based Pipeline Design Criteria ReviewAndrea De CintiNo ratings yet
- Lesson 1 - FractureDocument145 pagesLesson 1 - FractureMMillsNo ratings yet
- Erosion-Corrosion in Oilandgasindustry AreviewDocument23 pagesErosion-Corrosion in Oilandgasindustry AreviewRoberto GomezNo ratings yet
- Technology 2Document9 pagesTechnology 2Vijaya BaraniNo ratings yet
- OLMIDO, - Dianne D. Detailed Lesson Plan in ScienceDocument10 pagesOLMIDO, - Dianne D. Detailed Lesson Plan in ScienceDada PereaNo ratings yet
- Section 1 (Si) : IntroductionDocument9 pagesSection 1 (Si) : Introductionlbhnsw5930No ratings yet
- LAb 2Document33 pagesLAb 2Casey JacksonNo ratings yet
- Chapter: Failure: William D. CallisterDocument65 pagesChapter: Failure: William D. CallisterSalman KhalilNo ratings yet
- MDPE Final TutorialDocument4 pagesMDPE Final Tutoriallata sinsinwarNo ratings yet
- Final-Test Cdoto 16 Key PostedDocument9 pagesFinal-Test Cdoto 16 Key Postedtuan datNo ratings yet
- Cupola Malleable Iron: Standard Specification ForDocument4 pagesCupola Malleable Iron: Standard Specification ForHenriqueNo ratings yet
- Third Generation High Strength Low Alloy Steels With Improved ToughnessDocument10 pagesThird Generation High Strength Low Alloy Steels With Improved ToughnessNiken ApriliaNo ratings yet
- Tungsten CarbideDocument32 pagesTungsten CarbideX800XLNo ratings yet
- Geo101 FINALSDocument8 pagesGeo101 FINALSCn cnNo ratings yet
- Materials of Science and Structure of Matter - Section of The FE Supplied-Reference Handbook - NCEESDocument4 pagesMaterials of Science and Structure of Matter - Section of The FE Supplied-Reference Handbook - NCEESjazz fraire bernalNo ratings yet
- Void Swelling StraalsundDocument7 pagesVoid Swelling StraalsundAzif Ali MoothantevileyilNo ratings yet