We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF or read online on Scribd
REGPORT TECHNOLOGIES PVT LTD
a QW - 483 WELDING PROCEDURE QUALIFICATION RECORD ( PQR )
QW - 200.2, SECTION IX, ASME BOILER PRESSURE VESSEL CODE
[COMPANY NAMET ——REGPORT TECHNOLOGIES PUTED =]
POR No IRTPLIPOR-O2 z Faro
PS NO: IarPLes-02 13032019
ELDING PROCESS 7 [GTAW
[Free MANUAL
JOINTS (QW-402)
|BASE METAL (QW-403) =S{ POST WELD HEAT TREATMENT (QW-407)
JMATERAIL SPEC : [SID TP 30a w ASTD PSG [TEMPERATURE : INA
[TYPE / GRADE OR UNS NO: 30400 ISOAKING TIME INA
PNO:8—-GNO1 to PNOE GWOT JorHE NA
[THICKNESS OF TEST COUPON: 2.8 mm
[DIAMETER OF TEST COUPON : 21.3 mm. |GAS (QW-408)
joTHER: ase metal heat no V30256 PERCENTAGE COMPOSITION
lure: 017135 Foves/i5 bt 9.12.16 [GASES [MIXTURE [FLOW RATE
[FILLER METALS (QW-404) [SHIELDING JARGON. [99.99% [10-12 LPM
z z PURGING [ARGON [59.80% 0.25 LPH
FA SPECS 5a 5s FFROLLING NA Na WA
WS CLASSIFICATION: |FR309L IERIOBL loTHER
NO! 6 6
NO Na im [ELECTRICAL CHARACTERISTIC (QW-403)
[size OF FILLER METAL? [2.0mm 25mm IcURRENT: joc
ELD METAL THICK; ——f.omm am POLARITY EN.
[FRADE NAME: [ROOR IADOR [AMPS = poaioA——Wourss—fTi6v
lover: atch: GTTOBSTOS Batch: GI7OHEIOT [TUNGSTEN ELECTRODE SIZET [Oia 24 mm
fre 2030055, fre: 2038403 (REATINPUTT
Jor23e17 pw 2a-enr
forme: Techeld Multistrike, Baten: 170508
POSITION (QW-405) CHNIQUE TQW-410)
POSITION ON GROOVE? GS RAVEL SPEED : [5-45 mm/min
|WELD PROGRESSION : v |BEAD
(uphill / down hill) pees (string / weave) EAE
lorwen : Postion for Fat = ALL SCILLATION : NA
MULTI / SINGLE PASS + MULTIASS
[PREHEAT (QW-406) INGLE / MULTIPLE ELECTRODES : SINGLE
PREHEAT TEMP. Fobege JorHeR: Wa
IInTERPASS TEMP: so beg
STHER : WA
TENSILE TEST (QW-150)
jorimare —Jors
PECIMEN NO jourer via ——frnickness [area pew UTS nay FRACTURE
fz pissmm Samm p39 sqm f3a.6KN [579.9 NPM
fre pi25mm feez mm pai.37sq mm 13852 N73. FM
IREMARK SATISFACTORY, REPORT NO 23007 O&.79.3.18 REGPORT TECHNOLOGIES PVT LTD
QW - 483 WELDING PROCEDURE QUALIFICATION RECORD ( PQR )
QW - 200.2, SECTION IX, ASME BOILER PRESSURE VESSEL CODE
GUIDED BEND TEST (QW-160)
THICKNESS: 4.62 mm [WIDTH : 12mm [FORMER DIA FOR BEND : 20mm
|SEND DEGREE : [180 DEGREE
[DESCRIPTION RESULTS
JFACE BEND 1 INO OPEN DISCONTINUITY
[FACE BEND 2: INO OPEN DISCONTINUITY
JROOT BEND 1: INO OPEN DISCONTINUITY
JROOT BEND 2 INO OPEN DISCONTINUITY
REMARK : SATISTACTORY, REPORT NO : M3997 DE 20.3.18
TIQUID PENETRANT TEST (QW-195) - ON WELD AND. HAZ
jResuur: INO RELEVANT INDICATION
[REMARK : TACCEPTABLE
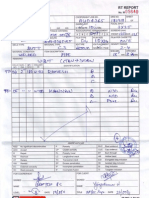
RADIOGRAPHY TEST (QW-191.1)
\aesuor: INO SIGNIFICANT DEFECT
REMARK: [ACCEPTABLE
WELDER'S NAME: DHONDIRAM MORE
WELDER NO : wa
TEST CONDUCTED AT : SOHM ANALYTICAL SERVICES () PVT LTD , THANE
LAB TEST NO + 143997 Dt: 29.3.18 IRT REPORT NO : M3996 to M3998 Dt: 21.3.18
PROCEDURE CONDUCTED UNDER : [ASME SECTION 1X
TESTWITNESSED BY: Mr, HARDIK BRAHMBHATT of M/s BVIL on 29-3-18
WE CERTIFY THAT THE STATEMENTS IN THIS RECORD ARE CORRECT AND THE TEST WELDS WERE PREPARED,
ey AND TESTED IN ACCORDANCE WITH THE REQUIREMENTS OF SECTION IX OF THE ASME CODE
MANUFACTURER OR CONTRACTOR :
DATE: CERTIFIED BY :