SAWANT STEEL & ALLOYS
‘As per ASME Section IX Editio
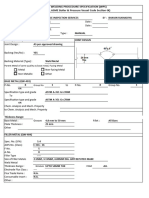
QW-482 WELDING PROCEDURE SPECIFICATION (WPS)
COMPANY NAME: saivawr stéet & auo¥s
WPS NO:ssa/wrsjon2 Dated : 21/12/2022
| WELDING PROCESS(ES): swiaw
JOINT DETAILS :( QW/402) SIZE: 300% 300.%20mm oo"
20mm |
¢ —_|
som h4
JOINT DESIGN USED(QW-402) PREHEAT(QW-406)
Type : Groove Preheat temp : min : 100-150°c
Backing : with Or without Interpass temp. : Max. : 100°C
Backing Material : Wold Mota Or Base Metal
Root Opening : 2mm PWHT (QW-407)
Root face : 15mm ‘Temperature Range : Polymer Quenching 620 °C
BASE METAL(QW-403 Time Range :4 Hrs soaking
Material Specification : astia ages Gr.cb3tan
P Number : P50 P6 Gr. No-04 AMIEL GAS UAC
Thickness Range : 1.5 mmto.0 mm at MENG (Fibra
Max Pass Thickness less than 13mm : ves
FILLER METALS(QW-404) SHIELDING: 1A a wi
Specification No. (sra):a54 BACKING N/A N/A NA
AWS Classification : 2209-16 OTHER: fa: nn
Size of Filler metals :@3.15,4 mm | .
Filler : eh or wienaut trical Characteristics (QW-409) :
FNumber:4, A Number:a nee Ti
MVELD METAL ‘TECHNIQUE(QW-410) :
Thickness : Max40 mm ‘Type Manual Or Semi Automatic : Manual
Fillet: Gninfind Stringer or Weave Bead : stringer & Weave
Electrode Flux (Class) : Na Otilloeor Gaxcup ake:
POSITION(QW-405) Initial ,interpass Cleaning: Geanin of weld by wire drush/srinding
Position of Groove : At Root Treatment : Grinding Wheel. were applcable
Position of Fillet: ll “Multi pass or Single pass (per side) : utile
Progression: Uphill Only 36.3 ‘Multiple or Single electrodes : single
Electrical Characteristics _ — -
Filler Metal Current
Pass
Process Sa T volts(v) | Tt2vel Speed
Weld Class | Dia (mm) | Polarity | Amps (mm/min)
z
PREPARED BY ‘APPROVED BY
| 9 Vishal Ankush Bhosale
| ‘cw! 20041671
| cf C1 EXP, arti2024
‘Mr. Sandip Pawar Mr. Vishal Bhosale
‘M/s. SAWANT STEEL & ALLOYS M/s SV TECH E.C. PVTLTD. M/s SV TECH ENGG.CONSULTANTS PVT LTD.
SAWANT STEEL & ALLOY,
1026,1.No.1254/5,/P.Rambawade,Old §
IDC Bambawade, Tal-Palas, Dins
Sugai,
‘As per ASME Section IX Edition 2019.
QW:483 PROCEDURE QUALIFICATION RECORD (PQR)
COMPANY NAME: SAWANT STEEL & ALLOYS WPS NO: ssiywes/oor Dated + 21/12/2022
WELDING PROCESS(ES): saw PQRNO:
You might also like
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5813)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- Training CardDocument9 pagesTraining Cardansarmulla711No ratings yet
- Visual Inspection Reports Format No. SKMF-F - 49Document3 pagesVisual Inspection Reports Format No. SKMF-F - 49ansarmulla711No ratings yet
- Supp. Rating FormDocument1 pageSupp. Rating Formansarmulla711No ratings yet
- ISO Documents List 4Document1 pageISO Documents List 4ansarmulla711No ratings yet
- Ut SKMF-F-38Document1 pageUt SKMF-F-38ansarmulla711No ratings yet
- Res Irn Ris-Am-177Document1 pageRes Irn Ris-Am-177ansarmulla711No ratings yet
- Fir Ris-Am-116Document1 pageFir Ris-Am-116ansarmulla711No ratings yet
- Main Gate Visiter Instructions 1Document1 pageMain Gate Visiter Instructions 1ansarmulla711No ratings yet
- Irn Ris-Am-158Document1 pageIrn Ris-Am-158ansarmulla711No ratings yet
- Fir Ris-Am-239Document1 pageFir Ris-Am-239ansarmulla711No ratings yet
- Ilovepdf MergedDocument2 pagesIlovepdf Mergedansarmulla711No ratings yet
- Fir Ris-Am-242Document1 pageFir Ris-Am-242ansarmulla711No ratings yet
- Ris Am 128Document1 pageRis Am 128ansarmulla711No ratings yet
- Sac26-27 MachanicalDocument5 pagesSac26-27 Machanicalansarmulla711No ratings yet
- Ilovepdf MergedDocument2 pagesIlovepdf Mergedansarmulla711No ratings yet
- Ir# Am-127Document1 pageIr# Am-127ansarmulla711No ratings yet
- Adapter A4-122 New Doc 02-11-2024 16.02 - 3Document1 pageAdapter A4-122 New Doc 02-11-2024 16.02 - 3ansarmulla711No ratings yet
- LK 40Document3 pagesLK 40ansarmulla711No ratings yet
- Ris Am 128Document1 pageRis Am 128ansarmulla711No ratings yet
- New Doc 02-14-2024 17.21Document2 pagesNew Doc 02-14-2024 17.21ansarmulla711No ratings yet
- Hazard Identification ChecklistDocument2 pagesHazard Identification Checklistansarmulla711No ratings yet
- Unit 2Document25 pagesUnit 2ansarmulla711No ratings yet
- Ris Am 129Document1 pageRis Am 129ansarmulla711No ratings yet