You might also like
- Blacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithFrom EverandBlacksmithing on the Farm - With Information on the Materials, Tools and Methods of the BlacksmithNo ratings yet
- Nickel Alloys For Sulfuric Acid ProductionDocument5 pagesNickel Alloys For Sulfuric Acid ProductionHeanjiaAlloysNo ratings yet
- SulphurDocument3 pagesSulphurbonda_gtvNo ratings yet
- Gate Valve Trim ChartDocument5 pagesGate Valve Trim ChartWaseem IqbalNo ratings yet
- Materials Selection Guide for Sulfuric Acid PlantsDocument6 pagesMaterials Selection Guide for Sulfuric Acid PlantsrivrsideNo ratings yet
- Amines PDFDocument1 pageAmines PDF최승원No ratings yet
- Common Metallurgical Defects in Grey Iron English (1Document1 pageCommon Metallurgical Defects in Grey Iron English (1sateeshkori100% (2)
- Gas Cooling Systems For Steam Reforming PlantsDocument12 pagesGas Cooling Systems For Steam Reforming Plantsrajaramc100% (1)
- JacketDocument1 pageJacketNirmal SubudhiNo ratings yet
- Bycast Folder 1106 LRDocument20 pagesBycast Folder 1106 LRmarloplenNo ratings yet
- Alfa Laval FACTS-8Document4 pagesAlfa Laval FACTS-8microco4No ratings yet
- Centrifugal Pumps For Molten Sulphur & H2so4 ProductionDocument6 pagesCentrifugal Pumps For Molten Sulphur & H2so4 ProductionSamir Ganguli100% (2)
- Sulphur RecoveryDocument8 pagesSulphur RecoveryprthrNo ratings yet
- Liquid SO2.1Document13 pagesLiquid SO2.1Musyafa WiryantoNo ratings yet
- Pumping High Temperature LiquidsDocument4 pagesPumping High Temperature LiquidsFrancisco GarcíaNo ratings yet
- Allegheny High Perf AlloysDocument8 pagesAllegheny High Perf Alloyspipedown456No ratings yet
- Liquid NitridingDocument7 pagesLiquid NitridingSenthil_kumar_palaniNo ratings yet
- Cryogenic MaterialsDocument7 pagesCryogenic Materialsstudent1No ratings yet
- Ld#2 OverviewDocument7 pagesLd#2 Overviewsatish_trivedi100% (1)
- Heat Exchangers, Suction Heaters & Heating Coils: HEAT EXCHANGER Product DescriptionDocument6 pagesHeat Exchangers, Suction Heaters & Heating Coils: HEAT EXCHANGER Product DescriptionhamedpdmsNo ratings yet
- Gas NitridingDocument4 pagesGas NitridingPaul Joseph MonsaludNo ratings yet
- Pumping BrineDocument2 pagesPumping Brinecoppi4No ratings yet
- 01 - Chemetics Gas-Gas Heat Exchanger InfoSheetDocument2 pages01 - Chemetics Gas-Gas Heat Exchanger InfoSheetWeb LogueandoNo ratings yet
- Catalog Pak KuntoDocument10 pagesCatalog Pak Kuntopt tabNo ratings yet
- Pipesteel API 5l x80Document52 pagesPipesteel API 5l x80Vera Yulia RachmawatyNo ratings yet
- Air Fin Cooler CatalougeDocument14 pagesAir Fin Cooler Catalougesammar_10No ratings yet
- 1973 BACKER Shaped Heat 20111009Document50 pages1973 BACKER Shaped Heat 20111009Hank MarvinNo ratings yet
- Tool SteelsDocument53 pagesTool SteelsMuhamad KahfaNo ratings yet
- A Holding and Treatment Furnace: FurnacesDocument1 pageA Holding and Treatment Furnace: FurnacesVijaykumar SharmaNo ratings yet
- Topsoe wet gas sulphuric acid technology reduces sulfur emissionsDocument8 pagesTopsoe wet gas sulphuric acid technology reduces sulfur emissionstsaleh100% (1)
- Oschatz Non-Ferrous Metallurgy enDocument12 pagesOschatz Non-Ferrous Metallurgy enSelene Acosta MauricciNo ratings yet
- Bar Basics and TerminologyDocument24 pagesBar Basics and TerminologyEdwin MPNo ratings yet
- HT ManualDocument17 pagesHT ManualAkhilesh KumarNo ratings yet
- Liquid NitridingDocument7 pagesLiquid NitridingSenthil_kumar_palaniNo ratings yet
- BallValve Body Trim MaterialDocument3 pagesBallValve Body Trim Materialsabes26No ratings yet
- Integral Low Fin TubeDocument16 pagesIntegral Low Fin TubePeter_Phee_341No ratings yet
- Superheaters: Reason For Superheating SteamDocument7 pagesSuperheaters: Reason For Superheating SteamMeghanath AdkonkarNo ratings yet
- Sulfur Tank Case StudyDocument18 pagesSulfur Tank Case StudyMajdi BelguithNo ratings yet
- AlfaDisc ENGDocument4 pagesAlfaDisc ENGSimEnzNo ratings yet
- DG Immersion Heaters Over The SideDocument3 pagesDG Immersion Heaters Over The SideadrianahoukiNo ratings yet
- Penthouse Spring 1998Document2 pagesPenthouse Spring 1998John M. CavoteNo ratings yet
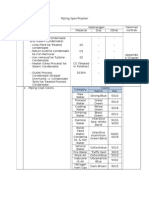
- Piping Specification DocumentDocument5 pagesPiping Specification DocumentShandi Hasnul FarizalNo ratings yet
- Application Note: Sentry Spiral Tube Heat Exchanger Vent Condenser ApplicationDocument2 pagesApplication Note: Sentry Spiral Tube Heat Exchanger Vent Condenser ApplicationraritylimNo ratings yet
- Heatexchanger Brochure PDFDocument18 pagesHeatexchanger Brochure PDFdesignstuioNo ratings yet
- 13 New MaterialsDocument92 pages13 New MaterialsShankar JhaNo ratings yet
- Hydrogen, Ammonia, Methanol Plant Material Selection: Educational Institute For Equipment and Process DesignDocument11 pagesHydrogen, Ammonia, Methanol Plant Material Selection: Educational Institute For Equipment and Process Designyusif samNo ratings yet
- BoilerDocument14 pagesBoilerantony1993No ratings yet
- High Temperature Corrosion Problems in Waste Heat BoilersDocument2 pagesHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaNo ratings yet
- AF Flue Gas Ex ChangersDocument12 pagesAF Flue Gas Ex ChangersVikrant SharmaNo ratings yet
- Types of Boilers Classification and Hydrostatic Test OverviewDocument10 pagesTypes of Boilers Classification and Hydrostatic Test OverviewIbrahim MustafaNo ratings yet
- Boiler Pressure PartsDocument3 pagesBoiler Pressure PartsBedabyas DehuryNo ratings yet
- SG-39 Safety Guideline For Steel Melting ShopDocument32 pagesSG-39 Safety Guideline For Steel Melting ShopKìràñ ÀryàNo ratings yet
- HRST Boiler Biz - Volume 15 Issue 1 - 2014Document8 pagesHRST Boiler Biz - Volume 15 Issue 1 - 2014IlkuNo ratings yet
- Temperature The: Ford FoundryDocument4 pagesTemperature The: Ford FoundrySathis PavithNo ratings yet
- CalorifierDocument12 pagesCalorifierNay Myo OoNo ratings yet
- NitridingDocument9 pagesNitridingVijay AnandNo ratings yet
- Condition Based Maintenance Theory MethoDocument24 pagesCondition Based Maintenance Theory MethoshantanusamajdarNo ratings yet
- IELTS PreparationDocument9 pagesIELTS PreparationshantanusamajdarNo ratings yet
- Monitoring Repairs For PumpsDocument18 pagesMonitoring Repairs For PumpsshantanusamajdarNo ratings yet
- API Plans PosterDocument1 pageAPI Plans Posterskdalalsin100% (1)
- Vibrasi AnalisisDocument72 pagesVibrasi AnalisisyogacruiseNo ratings yet
- BearingsDocument33 pagesBearingsBrajendra Kumar100% (1)
- NTN Bearing Bpfo&BpfiDocument61 pagesNTN Bearing Bpfo&BpfishantanusamajdarNo ratings yet
- Planning and Design of Underground Hydropower StructuresDocument41 pagesPlanning and Design of Underground Hydropower StructuresshantanusamajdarNo ratings yet
- Mechanical Seal Sept10Document4 pagesMechanical Seal Sept10sureshbabu7374No ratings yet
- Property Modifiers PDFDocument1 pageProperty Modifiers PDFraj vaddiNo ratings yet
- AATS Technical Services ProfileDocument6 pagesAATS Technical Services Profileimzee25No ratings yet
- Pdfcoffeecom Vibrating Screens Training For Maint 230601 225223Document18 pagesPdfcoffeecom Vibrating Screens Training For Maint 230601 225223khaled saadnehNo ratings yet
- Bolt Length Calculation: IS 6392-Table 11Document3 pagesBolt Length Calculation: IS 6392-Table 11sumit_b123No ratings yet
- 4 Basic Elements for Intelligent Building SystemsDocument3 pages4 Basic Elements for Intelligent Building SystemsAhmad FaridNo ratings yet
- Ladder PDFDocument144 pagesLadder PDFAung MinsoeNo ratings yet
- (CQHP) Guidelines For ArchitectureDocument23 pages(CQHP) Guidelines For ArchitectureZEC LIMITEDNo ratings yet
- Shopnochura EbrochureDocument56 pagesShopnochura EbrochureMd Forhad HossainNo ratings yet
- Engeurocode Training En1994-1-1Document34 pagesEngeurocode Training En1994-1-1aerodangerNo ratings yet
- Concrete Mix Design CodeDocument33 pagesConcrete Mix Design Codeshyamalthakkar100% (1)
- TDS-GEOPROTEC-GS3000S-22-01 Rev.01Document1 pageTDS-GEOPROTEC-GS3000S-22-01 Rev.01AMINNo ratings yet
- Catalogue Dai ADocument16 pagesCatalogue Dai AHD TalababuNo ratings yet
- ACI 3 - 08 Rec Sec. MX - Q-Torsion Design Rev06 02-May-2013Document14 pagesACI 3 - 08 Rec Sec. MX - Q-Torsion Design Rev06 02-May-2013Andy SunjayaNo ratings yet
- Concrete Jacket Construction Detail Effectiveness When Strengthening RC ColumnsDocument13 pagesConcrete Jacket Construction Detail Effectiveness When Strengthening RC ColumnsAbhishek ShatagopachariNo ratings yet
- General Guidelines Eco Build HEMP MORTARS Using St. Astier LimesDocument4 pagesGeneral Guidelines Eco Build HEMP MORTARS Using St. Astier LimesScufita RosieNo ratings yet
- Ind PamDocument47 pagesInd PamAbhishek PandaNo ratings yet
- Lesson 4. Boiler MountingsDocument4 pagesLesson 4. Boiler MountingsalexdenychenkoNo ratings yet
- Jetty AreaDocument6 pagesJetty AreashrieersNo ratings yet
- Structural Analysis & Design for the Proposed School BuildingDocument5 pagesStructural Analysis & Design for the Proposed School BuildingJoseph Cloyd Lamberte79% (39)
- Hydrostatic TestDocument6 pagesHydrostatic TestalfredoNo ratings yet
- Final GreekDocument20 pagesFinal GreekMageshwarNo ratings yet
- Twi Hardness TestingDocument8 pagesTwi Hardness TestingchungndtNo ratings yet
- Waterproof Planiseal 288Document3 pagesWaterproof Planiseal 288Chezy629No ratings yet
- Connections ManualDocument90 pagesConnections ManualNiko Ništić100% (1)
- Alform System Formwork Procedures October 2016Document40 pagesAlform System Formwork Procedures October 2016Syerifaizal Hj. MustaphaNo ratings yet
- AISE No7 Ladle Hooks 1991Document9 pagesAISE No7 Ladle Hooks 1991Zhifan FuNo ratings yet
- Rivian Normal Il Report February 2021Document2 pagesRivian Normal Il Report February 2021Joey KlenderNo ratings yet
- Typeofhigh RisebuildingDocument31 pagesTypeofhigh Risebuildingsujan pokhrelNo ratings yet
- Upright Pendent SprinklersDocument5 pagesUpright Pendent SprinklersDammakNo ratings yet
- DIY Wiring A Three Phase Consumer Unit-Distribution Board and Wiring DiagramsDocument5 pagesDIY Wiring A Three Phase Consumer Unit-Distribution Board and Wiring DiagramsAshNo ratings yet