You might also like
- Unit 2Document36 pagesUnit 2realguy556789No ratings yet
- Six Sigma Metrics and DMAICDocument21 pagesSix Sigma Metrics and DMAICzoyamalik27100% (2)
- Lean Operations & JITDocument29 pagesLean Operations & JITkushalNo ratings yet
- Manpower PlanningDocument15 pagesManpower PlanningSaransh SharmaNo ratings yet
- Chapter 6 Production Activity ControlDocument7 pagesChapter 6 Production Activity ControlKamble AbhijitNo ratings yet
- Project Management QuestionnaireDocument5 pagesProject Management QuestionnaireNayomi Ekanayake100% (2)
- Multivari CHARTSDocument16 pagesMultivari CHARTSanujkumartyagi9275No ratings yet
- Smed - Single Minute Exchange of MouldsDocument65 pagesSmed - Single Minute Exchange of MouldsVenkatesanNo ratings yet
- Agile HR - Buzzword or Building Block?: A Tool To Increase Agility and Responsiveness in HRDocument6 pagesAgile HR - Buzzword or Building Block?: A Tool To Increase Agility and Responsiveness in HRAbhi Kumar100% (1)
- Lean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean", Is ADocument10 pagesLean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean", Is AvanausabNo ratings yet
- Motion StudyDocument32 pagesMotion StudySartika CahyasariNo ratings yet
- 7 Types of Waste PDFDocument20 pages7 Types of Waste PDFjogedhayalNo ratings yet
- Inventory Management-A Case StudyDocument9 pagesInventory Management-A Case StudyAnagha BhatkarNo ratings yet
- W4-6 Control Phase - 2014 - 07Document85 pagesW4-6 Control Phase - 2014 - 07NicolaNo ratings yet
- Six SigmaDocument23 pagesSix Sigmashubham shindeNo ratings yet
- Lean ManufacturingDocument20 pagesLean ManufacturingPranav SharmaNo ratings yet
- Analysis of Improving Lead Time For Material Delivery From Hub Warehouse To Site Location in Heavy Equipment Company Using Dmaic MethodDocument4 pagesAnalysis of Improving Lead Time For Material Delivery From Hub Warehouse To Site Location in Heavy Equipment Company Using Dmaic MethodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Residual AnalysisDocument6 pagesResidual AnalysisGagandeep SinghNo ratings yet
- Value Stream MappingDocument40 pagesValue Stream Mappingjinyue7302No ratings yet
- Kaizen For HRDocument2 pagesKaizen For HRsushumcastle6546100% (1)
- Inventorymanagement 140902125041 Phpapp02 PDFDocument92 pagesInventorymanagement 140902125041 Phpapp02 PDFsugandhaNo ratings yet
- Six Sigma - A Case Study - Express Healthcare PDFDocument5 pagesSix Sigma - A Case Study - Express Healthcare PDFmsulgadleNo ratings yet
- Chapter 5 - QualityDocument81 pagesChapter 5 - QualityThư Trần Nguyễn AnhNo ratings yet
- 5 Direct Time StudyDocument22 pages5 Direct Time StudyOwl BezariusNo ratings yet
- 10 Days Nos TrainingDocument511 pages10 Days Nos Trainingdayat hidayatNo ratings yet
- Six Sigma Green BeltDocument4 pagesSix Sigma Green BeltKetan MittalNo ratings yet
- ProductivityDocument14 pagesProductivityPeter CalvoNo ratings yet
- Unit-2-Management FunctionsDocument98 pagesUnit-2-Management Functions24.7upskill Lakshmi VNo ratings yet
- Quality CirclesDocument21 pagesQuality CirclesrajaramNo ratings yet
- Reduction of Non-Value Added ActivitiesDocument3 pagesReduction of Non-Value Added ActivitiesRenganathan IyengarNo ratings yet
- Total Quality Management (TQM) ToolsDocument84 pagesTotal Quality Management (TQM) ToolsSameer_Khan_60No ratings yet
- CHAPTER 8 Continuous Process ApproachDocument19 pagesCHAPTER 8 Continuous Process Approachloyd smithNo ratings yet
- Chapter 5 Erp Modules-HrDocument24 pagesChapter 5 Erp Modules-HrSachin ElfNo ratings yet
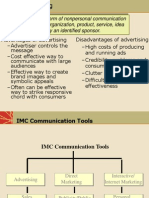
- Any Paid Form of Nonpersonal Communication About An Organization, Product, Service, Idea or Cause by An Identified SponsorDocument28 pagesAny Paid Form of Nonpersonal Communication About An Organization, Product, Service, Idea or Cause by An Identified SponsorAbdul Rehman KalvaNo ratings yet
- Capacity PlanningDocument47 pagesCapacity Planningcharles makasabiNo ratings yet
- Network Analysis - FinalDocument43 pagesNetwork Analysis - FinalRaheel SultanNo ratings yet
- Tests For One Poisson MeanDocument9 pagesTests For One Poisson MeanJulyAntoNo ratings yet
- Kano Model PDFDocument5 pagesKano Model PDFdanielmugaboNo ratings yet
- Capacity PlanningDocument16 pagesCapacity PlanningAnadi Ranjan100% (1)
- KANBANDocument59 pagesKANBANMURALIDHRA100% (1)
- Notes in Method StudyDocument3 pagesNotes in Method StudyKathrine Kate CadiangNo ratings yet
- Performance Improvement in Hospitals and Health Systems Managing Analytics and Quality in Healthcare (2nd Edition), Cap 5Document32 pagesPerformance Improvement in Hospitals and Health Systems Managing Analytics and Quality in Healthcare (2nd Edition), Cap 5Daniela LópezNo ratings yet
- Techniques of Work Measurement in Production ManagementDocument2 pagesTechniques of Work Measurement in Production ManagementSameer KhanNo ratings yet
- A Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreDocument25 pagesA Study On VED Analysis Done at SRI IYYAN TEXTILE MILL PVT LTD, CoimbatoreKrishna Murthy ANo ratings yet
- Production Activity ControlDocument6 pagesProduction Activity ControlNashiba MasturaNo ratings yet
- Lean 6 Sigma - 7 QC ToolsDocument18 pagesLean 6 Sigma - 7 QC ToolsLeankannanNo ratings yet
- Six Sigma - Key To Productivity ImprovementDocument34 pagesSix Sigma - Key To Productivity ImprovementdheerajsonamNo ratings yet
- Layout TypesDocument6 pagesLayout TypeswearematalabiNo ratings yet
- Techniques of Material Cost ControlDocument51 pagesTechniques of Material Cost ControlRogin Erica AdolfoNo ratings yet
- Chapter 14 Products and ProcessesDocument7 pagesChapter 14 Products and ProcessesKamble AbhijitNo ratings yet
- Work Design and MeasurementDocument22 pagesWork Design and MeasurementJanysse CalderonNo ratings yet
- Chapter 9 - Selecting The Best Alternative Design StrategyDocument14 pagesChapter 9 - Selecting The Best Alternative Design StrategyKhairul SamsolNo ratings yet
- Production Planning and Control (Final)Document4 pagesProduction Planning and Control (Final)renegades king condeNo ratings yet
- Materials Planning: Unit IiDocument56 pagesMaterials Planning: Unit IiSownthariya T100% (1)
- Process ImprovementDocument9 pagesProcess ImprovementSuganya Selvaraj100% (1)
- Quality Management Gurus TheoriesDocument6 pagesQuality Management Gurus TheoriesSyafiqah RedzwanNo ratings yet
- IT 414 Topic 8 Time and Motion StudyDocument7 pagesIT 414 Topic 8 Time and Motion StudyJassyNo ratings yet
- Chapter Three. Motion and Micro-Motion StudyDocument45 pagesChapter Three. Motion and Micro-Motion StudySamuel BirhanuNo ratings yet
- Cad 4 1-4 35Document12 pagesCad 4 1-4 35mtdestaNo ratings yet
- Himamat Tselot Zeqeter03Document64 pagesHimamat Tselot Zeqeter03mtdestaNo ratings yet
- Cutting Force NoteDocument6 pagesCutting Force NotemtdestaNo ratings yet
- Himamat Tselot Zenegih 01Document53 pagesHimamat Tselot Zenegih 01mtdesta88% (8)
- Himamat Tselot Zeselestu02Document55 pagesHimamat Tselot Zeselestu02mtdesta88% (8)
- Mistirate Bete Kirstian MegibiaDocument32 pagesMistirate Bete Kirstian Megibiamtdesta100% (1)
- EOTC Holy Week PrayersDocument11 pagesEOTC Holy Week PrayersJohn locksNo ratings yet
- English Ethiopian LiturgyDocument185 pagesEnglish Ethiopian LiturgymtdestaNo ratings yet
- Fethanegest Part1Document110 pagesFethanegest Part1mtdestaNo ratings yet
- Kidasse DioscorosDocument271 pagesKidasse Dioscorosmtdesta100% (2)
- 751.T &'U5 T &'U5 /2/ 0Qc + T V /2/ &'U5 Jw3 /2/ JCB 0X /2/ No-) 0Qc + QX E B Yz 1"Cxb) (Qxebxr - Xelb0X) CBX 752. 1) (" !Document1 page751.T &'U5 T &'U5 /2/ 0Qc + T V /2/ &'U5 Jw3 /2/ JCB 0X /2/ No-) 0Qc + QX E B Yz 1"Cxb) (Qxebxr - Xelb0X) CBX 752. 1) (" !mtdestaNo ratings yet
- Experience Is A Cruel TeacherDocument1 pageExperience Is A Cruel TeachermtdestaNo ratings yet
- Metric Steel Material Stoke SizesDocument72 pagesMetric Steel Material Stoke Sizesmtdesta100% (1)
- Solomon Atnafu - Virtual Ethiopic Keyboard (VEK)Document18 pagesSolomon Atnafu - Virtual Ethiopic Keyboard (VEK)mtdesta100% (1)
- RFTK+FFF HF,+FHFT 41Fhf TR+ HCNTRL LF, Ryr+R RC+T: G GF 'H?Il SRT E/HhDocument7 pagesRFTK+FFF HF,+FHFT 41Fhf TR+ HCNTRL LF, Ryr+R RC+T: G GF 'H?Il SRT E/HhmtdestaNo ratings yet
- YeZewitir TselotDocument20 pagesYeZewitir Tselotmtdesta88% (8)
- Oceanic Bank - Letter From John Aboh - CEODocument1 pageOceanic Bank - Letter From John Aboh - CEOOceanic Bank International PLCNo ratings yet
- John Menard KeynesDocument3 pagesJohn Menard KeynesSanthoshTelu100% (1)
- Adaptive Selling BehaviorDocument18 pagesAdaptive Selling BehaviorArkaprabha RoyNo ratings yet
- J. P Morgan - NMDCDocument12 pagesJ. P Morgan - NMDCvicky168No ratings yet
- Beams AdvAcc11 ChapterDocument21 pagesBeams AdvAcc11 Chaptermd salehinNo ratings yet
- Chapter1-Carter Cleaning Centers PDFDocument4 pagesChapter1-Carter Cleaning Centers PDFNehal NabilNo ratings yet
- BPSMDocument1 pageBPSMrickyakiNo ratings yet
- Nature and Source of Local Taxing Power: Grant of Local Taxing Power Under Existing LawDocument6 pagesNature and Source of Local Taxing Power: Grant of Local Taxing Power Under Existing LawFranco David BaratetaNo ratings yet
- Retail Turnover Rent Model: Units of Projection 1,000Document26 pagesRetail Turnover Rent Model: Units of Projection 1,000tudormunteanNo ratings yet
- Computer Science AICTEDocument2 pagesComputer Science AICTEchirag suresh chiruNo ratings yet
- Content/Elements of Business Plan: Mary Mildred P. de Jesus SHS TeacherDocument28 pagesContent/Elements of Business Plan: Mary Mildred P. de Jesus SHS TeacherMary De JesusNo ratings yet
- Bullet Proof InvestingDocument25 pagesBullet Proof InvestingNiru0% (1)
- Access To Finance For Women Entrepreneurs in South Africa (November 2006)Document98 pagesAccess To Finance For Women Entrepreneurs in South Africa (November 2006)IFC SustainabilityNo ratings yet
- CPSM Exam Spec BridgeDocument38 pagesCPSM Exam Spec BridgePrashanth NarayanNo ratings yet
- Punjab Spatial Planning StrategyDocument12 pagesPunjab Spatial Planning Strategybaloch47No ratings yet
- Procurement Manual of WapdaDocument170 pagesProcurement Manual of WapdaWaqar Ali Rana69% (13)
- PMBOK (Project Management Body of Knowledge)Document8 pagesPMBOK (Project Management Body of Knowledge)Hari Purwadi0% (1)
- BusFin PT 5Document5 pagesBusFin PT 5Nadjmeah AbdillahNo ratings yet
- Distribution Channel of United BiscuitsDocument5 pagesDistribution Channel of United BiscuitsPawan SharmaNo ratings yet
- Class 12 Economic - Indian Economic Development NCERT Solution eDocument115 pagesClass 12 Economic - Indian Economic Development NCERT Solution eRounak BasuNo ratings yet
- Name: Grade: SubjectDocument5 pagesName: Grade: SubjectArkar.myanmar 2018100% (1)
- 17.08 Employment OrdinanceDocument123 pages17.08 Employment OrdinanceNatalie Douglas100% (1)
- EU Compendium of Spatial PlanningDocument176 pagesEU Compendium of Spatial PlanningVincent NadinNo ratings yet
- Swiggy Single ItemDocument2 pagesSwiggy Single ItemUsnshsnsNo ratings yet
- Deposit Slip ID: 192765 Deposit Slip ID: 192765: Fee Deposit Slip-Candidate Copy Fee Deposit Slip-BankDocument1 pageDeposit Slip ID: 192765 Deposit Slip ID: 192765: Fee Deposit Slip-Candidate Copy Fee Deposit Slip-BankAsim HussainNo ratings yet
- Assignment 1 MGT5004Document7 pagesAssignment 1 MGT5004Kamakhya GuptaNo ratings yet
- Hindalco Annual Report FY2007Document135 pagesHindalco Annual Report FY2007hennadNo ratings yet
- 08641IBM Institute For Business ValueDocument10 pages08641IBM Institute For Business ValueanashussainNo ratings yet
- Finnish Government and Its Civil ServiceDocument4 pagesFinnish Government and Its Civil ServiceShurel Marl BuluranNo ratings yet
- Assessment BSBMGT517Document14 pagesAssessment BSBMGT517Edward Andrey50% (2)