You might also like
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Types of Control ValvesDocument8 pagesTypes of Control ValvesRishi Kant SharmaNo ratings yet
- Ipc 15 Valve CharacteristicsDocument41 pagesIpc 15 Valve CharacteristicsHarsh RavalNo ratings yet
- Control ValvesDocument38 pagesControl Valvesprathamesh.gangal999100% (1)
- PMC 02 Process Control Fundamentals Control Loop PDFDocument29 pagesPMC 02 Process Control Fundamentals Control Loop PDFPrince PrashanthNo ratings yet
- Valve Basic Concepts at HTTPDocument8 pagesValve Basic Concepts at HTTPalone160162No ratings yet
- Control Valve Characteristics - International Site For Spirax SarcoDocument19 pagesControl Valve Characteristics - International Site For Spirax SarcoRujisak MuangsongNo ratings yet
- Control ValvesDocument24 pagesControl ValvesFabinho Garcia100% (1)
- Basic Control ValvesDocument59 pagesBasic Control Valvesm_alodat6144100% (2)
- Instruction Manual: Pid Based Pressure Loop TrainerDocument28 pagesInstruction Manual: Pid Based Pressure Loop TrainerKiran BennyNo ratings yet
- Leve LDocument42 pagesLeve LSubodh SawantNo ratings yet
- Solenoid Valves ExplainedDocument2 pagesSolenoid Valves ExplainedSelvan McsNo ratings yet
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- Control Valves &safety ValvesDocument83 pagesControl Valves &safety ValvesGopi Krish100% (2)
- Common Terms Used With Control ValveDocument4 pagesCommon Terms Used With Control ValveMohamed RezkNo ratings yet
- Partial Stroke Testing With Positioners and or Logic SolversDocument6 pagesPartial Stroke Testing With Positioners and or Logic Solversusman379No ratings yet
- Relief Valves - NCCDocument26 pagesRelief Valves - NCCNour HNo ratings yet
- Esd PPT PDFDocument31 pagesEsd PPT PDFSameer Kapare100% (1)
- G-Series Pneumatic and Hydraulic Actuators: The Compact, Lightweight and Reliable SolutionDocument12 pagesG-Series Pneumatic and Hydraulic Actuators: The Compact, Lightweight and Reliable SolutionRoo Fa100% (1)
- CLB 21303 Process Instrumentatio N and ControlDocument48 pagesCLB 21303 Process Instrumentatio N and ControlanisNo ratings yet
- Instrumentation Part 2omkarDocument117 pagesInstrumentation Part 2omkaromkarvadlooriNo ratings yet
- Control Valve PresentationDocument61 pagesControl Valve PresentationDhanny Miharja100% (1)
- Control & Monitoring ROTORKDocument20 pagesControl & Monitoring ROTORKdiuska13No ratings yet
- Gas Density MeasurementDocument31 pagesGas Density MeasurementJamesh BabuNo ratings yet
- Control Valve TerminologyDocument18 pagesControl Valve TerminologyAbd Elrahman HamdyNo ratings yet
- Instrumentation and Contrrol PPT LessonDocument41 pagesInstrumentation and Contrrol PPT LessonFRANCK DAMSSSNo ratings yet
- Design and Use of Check ValvesDocument10 pagesDesign and Use of Check Valvesjenshid0% (1)
- Industrial Instrumentation NotesDocument13 pagesIndustrial Instrumentation NotesArun RajeshNo ratings yet
- Process Control LoopDocument76 pagesProcess Control Loopsumanroyal100% (2)
- Magnetic Flow Meter 1 - 6f9aDocument16 pagesMagnetic Flow Meter 1 - 6f9aSilvaACANo ratings yet
- Level GaugeDocument3 pagesLevel Gaugemerijan10No ratings yet
- DP Level MeasurementDocument3 pagesDP Level MeasurementBarkhaNo ratings yet
- Control ValvesDocument38 pagesControl ValvesSridhar GudapatiNo ratings yet
- Control Valves: Air To Open Valve: (Fail Close)Document12 pagesControl Valves: Air To Open Valve: (Fail Close)Vignesh RajanNo ratings yet
- Separator PDFDocument56 pagesSeparator PDFNAVAR PRONo ratings yet
- Pressure Control TrainerDocument1 pagePressure Control TrainerVirender RanaNo ratings yet
- PRESENTATION FOR Pressure Relief Safety ValvesDocument35 pagesPRESENTATION FOR Pressure Relief Safety ValvesKhuram MaqsoodNo ratings yet
- 1.4 Layer of ProtectionDocument41 pages1.4 Layer of ProtectionSrinivas BobbyNo ratings yet
- Control ValveDocument93 pagesControl ValveSumedh Singh100% (1)
- Level Measurement: By: Ramir M. Salenga Bataan Peninsula State UniversityDocument56 pagesLevel Measurement: By: Ramir M. Salenga Bataan Peninsula State UniversityrmsalengaNo ratings yet
- Control Valves and Actuators TrainingDocument12 pagesControl Valves and Actuators TrainingKKNo ratings yet
- Instrumentation Course 2.Document67 pagesInstrumentation Course 2.FACE BOOK100% (1)
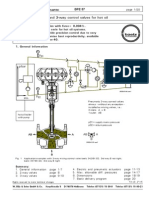
- Baelz-Electrodyn - 2 and 3 Way Control Valves For Hot Oil - BPE57Document0 pagesBaelz-Electrodyn - 2 and 3 Way Control Valves For Hot Oil - BPE57Josito HNNo ratings yet
- Training - FlowDocument32 pagesTraining - FlowTimothy LeonardNo ratings yet
- Actuators and Valves: How To Marry' The Correct Actuator To The Correct Valve?Document18 pagesActuators and Valves: How To Marry' The Correct Actuator To The Correct Valve?Zakky Ibnu FadjrieNo ratings yet
- Gas ChromatographyDocument13 pagesGas ChromatographyrositaNo ratings yet
- (TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsDocument4 pages(TP0A004) Accuracy of Metering Versus Tank Gauging of Vessel Delivered Petroleum LiquidsRoberto Carlos TeixeiraNo ratings yet
- Best PPT On VALVESDocument155 pagesBest PPT On VALVESPanda BoyNo ratings yet
- Control ValvesDocument26 pagesControl ValvesSandi Aslan100% (1)
- Emergency Shut Down Valve:: Actuated Valve Partial or Total Process ShutdownDocument3 pagesEmergency Shut Down Valve:: Actuated Valve Partial or Total Process ShutdownPrasanna kumar subudhiNo ratings yet
- Control Valves PDFDocument69 pagesControl Valves PDFadel100% (2)
- ESDV Daeju ControlsDocument4 pagesESDV Daeju Controlsrieza_fNo ratings yet
- Applications Guideline-Flashing (Water)Document2 pagesApplications Guideline-Flashing (Water)strahor7492No ratings yet
- 1 GeneralDocument548 pages1 Generalclinthen100% (1)
- CRP Sampling Literature PDFDocument8 pagesCRP Sampling Literature PDFgullenariNo ratings yet
- M2.7 ValvesDocument27 pagesM2.7 ValvesUJWAL UMESHNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- CONTROL VALVES Complete Study PDFDocument99 pagesCONTROL VALVES Complete Study PDFMubarik AliNo ratings yet
- Control ValveDocument98 pagesControl ValveUtku KepcenNo ratings yet
- Proces ValveDocument98 pagesProces Valvehimansh871100% (1)
- Computer Science XiiDocument18 pagesComputer Science Xiig_sethuramalingam0% (1)
- Knapp, Stephen - The Aryan Invasion Theory - The Final Nail in Its CoffinDocument174 pagesKnapp, Stephen - The Aryan Invasion Theory - The Final Nail in Its CoffinawanishupNo ratings yet
- Embedded SystemDocument13 pagesEmbedded SystemawanishupNo ratings yet
- Ayodhya - The Case Against The Temple - Koenraad ElstDocument209 pagesAyodhya - The Case Against The Temple - Koenraad Elstawanishup100% (2)
- Womens in IndiaDocument278 pagesWomens in Indiashanujss100% (2)
- Relation and Function Case Study 1Document46 pagesRelation and Function Case Study 1Firaz MNo ratings yet
- Saint ShivanandaDocument72 pagesSaint ShivanandasonirohiNo ratings yet
- Nandi PuranaDocument318 pagesNandi Purananileshugale123No ratings yet
- Introduction To Experimental PhysicsDocument44 pagesIntroduction To Experimental PhysicsrobbienohraNo ratings yet
- Neha Upadhyay CVDocument2 pagesNeha Upadhyay CVawanishupNo ratings yet
- Satyarthprakash by Maharshi Dayanand Saraswati (1824-1883)Document480 pagesSatyarthprakash by Maharshi Dayanand Saraswati (1824-1883)rajeshshailesh100% (1)
- Jaap VidhiDocument45 pagesJaap Vidhijatin.yadav1307No ratings yet
- Rosemont Manifold 305Document26 pagesRosemont Manifold 305awanishupNo ratings yet
- New ResumeDocument2 pagesNew ResumeawanishupNo ratings yet
- PID Tuning.Document6 pagesPID Tuning.awanishupNo ratings yet
- Ugc-Net Syllabus (English & Hindi) : Department of Library and Information Science, Banaras Hindu University, VaranasiDocument38 pagesUgc-Net Syllabus (English & Hindi) : Department of Library and Information Science, Banaras Hindu University, VaranasiawanishupNo ratings yet
- 4.4 Sorting Out The Protocols: W. A. Pratt, JRDocument17 pages4.4 Sorting Out The Protocols: W. A. Pratt, JRawanishupNo ratings yet
- KWU Turbine SystemDocument90 pagesKWU Turbine Systemvenukumare100% (6)
- Callendar Van DusenDocument3 pagesCallendar Van DusenSidnei RodriguesNo ratings yet
- 7505 - H.M. Hashemian - PMDocument13 pages7505 - H.M. Hashemian - PMawanishupNo ratings yet
- Seattle Public Library: Rem KoolhaasDocument11 pagesSeattle Public Library: Rem KoolhaasAhmed Ehab MohamedNo ratings yet
- Ass1 Wall Form Solution N 13 14 RestudyDocument2 pagesAss1 Wall Form Solution N 13 14 RestudyRadhika VeeralaNo ratings yet
- Proforma Invoice: DescriptionDocument3 pagesProforma Invoice: Descriptionanon-690278No ratings yet
- Specification On Painting Works: Materials ScaffoldingDocument8 pagesSpecification On Painting Works: Materials ScaffoldingPriyanka KhadkaNo ratings yet
- InoxDocument19 pagesInoxvalla_67No ratings yet
- Installation & Removal Instructions For B-LOC Keyless Locking DevicesDocument16 pagesInstallation & Removal Instructions For B-LOC Keyless Locking DevicesTaufik RahmanNo ratings yet
- ABEN132 Chapter 4.5 Masonry and Conrete ToolsDocument23 pagesABEN132 Chapter 4.5 Masonry and Conrete ToolsAlma Aliza VillaberNo ratings yet
- Confined Space in Construction Industry: (As Per DOSH Guidelines 3.4e 2019)Document1 pageConfined Space in Construction Industry: (As Per DOSH Guidelines 3.4e 2019)justine8448No ratings yet
- The Construction of Super High-Rise Composite Structures in Hong KongDocument98 pagesThe Construction of Super High-Rise Composite Structures in Hong KongJevgenijs Kolupajevs100% (2)
- 3 Chapter 3 Design of ClampDocument54 pages3 Chapter 3 Design of ClampKhaled HamdyNo ratings yet
- English Corner-Macau Travel Guide 1Document7 pagesEnglish Corner-Macau Travel Guide 1关颖诗No ratings yet
- Standard Style Stuffing BoxDocument4 pagesStandard Style Stuffing BoxAdelzon KinteroNo ratings yet
- Operator'S Manual PD07X-X-X: 3/4" Diaphragm PumpDocument8 pagesOperator'S Manual PD07X-X-X: 3/4" Diaphragm Pumpmari villalobosNo ratings yet
- NFPA 33 Paint Booth Check SheetDocument19 pagesNFPA 33 Paint Booth Check Sheetaravindappi100% (1)
- IGB010.E2-Axial Flow Fan - TDA-TDF-TBE-TDB-TDS - New PDFDocument10 pagesIGB010.E2-Axial Flow Fan - TDA-TDF-TBE-TDB-TDS - New PDFโจ้ สแปร์แร็คNo ratings yet
- Mounting Kits: Everything For The Valve and Actuator IndustryDocument6 pagesMounting Kits: Everything For The Valve and Actuator IndustryLUKAS3589No ratings yet
- CSWIP 3 1 PracticalDocument4 pagesCSWIP 3 1 PracticalAhmed Al-Emarah100% (1)
- Thump RuleDocument9 pagesThump RulefarhanyazdaniNo ratings yet
- PP06B - Asep - NSCP 2015 Update On CH5 Structural Steel Cold-Formed SteelDocument15 pagesPP06B - Asep - NSCP 2015 Update On CH5 Structural Steel Cold-Formed SteeljimNo ratings yet
- Detailing Data: Steel Detailers' ManualDocument32 pagesDetailing Data: Steel Detailers' ManualMiguel TapiaNo ratings yet
- DSRDocument255 pagesDSRPravanjan SahooNo ratings yet
- Checklist Floor FinishingDocument1 pageChecklist Floor FinishingAlsonChin100% (1)
- Irc Gov in SP 054 2018Document44 pagesIrc Gov in SP 054 2018ARAVIND PATILNo ratings yet
- Metalica Internacional 2 LQDocument56 pagesMetalica Internacional 2 LQJillian HowardNo ratings yet
- Road EstimateDocument32 pagesRoad EstimateNachiket KadiaNo ratings yet
- Detailed Technical Specification For Civil WorkDocument8 pagesDetailed Technical Specification For Civil WorkShivhar Menkudle100% (2)
- CH 11 - Rocker Arm Assembly, Camshaft Assembly, Tappets & Push RodsDocument46 pagesCH 11 - Rocker Arm Assembly, Camshaft Assembly, Tappets & Push RodsEnrrique LaraNo ratings yet
- SFD Ec 3 2005Document137 pagesSFD Ec 3 2005Fatih ÇELİKERNo ratings yet
- ASD - Structural Code - 2016-02 PDFDocument37 pagesASD - Structural Code - 2016-02 PDFWilliam BohorquezNo ratings yet
- CP-T&Cs-001 Contracts Terms and Conditions - Qublai TRDocument8 pagesCP-T&Cs-001 Contracts Terms and Conditions - Qublai TRAbuAbdullah KhanNo ratings yet