You might also like
- METHOD STATEMENT Gypsum Board Ceiling, Gypsum Partitions, Ceiling TilesDocument9 pagesMETHOD STATEMENT Gypsum Board Ceiling, Gypsum Partitions, Ceiling TilesMoataz Medhat60% (5)
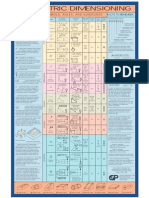
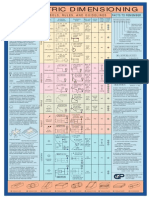
- Geometric Dimensioning: Symbols, Rules, and Guidelines Facts To Remember Facts To RememberDocument1 pageGeometric Dimensioning: Symbols, Rules, and Guidelines Facts To Remember Facts To RemembernagrazzaNo ratings yet
- Classification of Zinc Die Casting DefectsDocument20 pagesClassification of Zinc Die Casting DefectsAnshuman RoyNo ratings yet
- Complete 4 Axis Mill Format and Library PDFDocument2 pagesComplete 4 Axis Mill Format and Library PDFKeerthi Kumar100% (1)
- Opencast Mining MethodDocument7 pagesOpencast Mining MethodjaypadoleNo ratings yet
- Elements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoDocument16 pagesElements of Gating System:: A Gating System For Castings Can Be Broadly Divided IntoGomish Sharma100% (1)
- Failure Analysis of Cold Forged 37Cr4 Alloy M10x28 BoltsDocument11 pagesFailure Analysis of Cold Forged 37Cr4 Alloy M10x28 BoltsSuchana WatthanachaiNo ratings yet
- E4 - Warm and Cold ForgingDocument35 pagesE4 - Warm and Cold ForgingRiski RamadhanNo ratings yet
- Section 02 Tooling For Die CastingDocument22 pagesSection 02 Tooling For Die CastingLingaiyan SurenNo ratings yet
- Rolling Mill DrivesDocument14 pagesRolling Mill DrivesMoinul Haque Riyad0% (1)
- AB Die Casting EngDocument24 pagesAB Die Casting Engkaniappan sakthivelNo ratings yet
- Design Engineer Basics FudamentalsDocument34 pagesDesign Engineer Basics FudamentalssandeepNo ratings yet
- Steel ShotDocument6 pagesSteel ShotExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- Biscuit Thickness Validation (HPDC)Document8 pagesBiscuit Thickness Validation (HPDC)IJRASETPublications100% (1)
- ForgingDocument44 pagesForgingMagari Frimsa GintingNo ratings yet
- " Welding Fixtures ": Submitted By: Kalpit Kumar 15EBKME040Document11 pages" Welding Fixtures ": Submitted By: Kalpit Kumar 15EBKME040ksiojiohyui100% (2)
- AluminiumDocument48 pagesAluminiumGhiffariAwliyaMuhammadAshfaniaNo ratings yet
- Five Steps To Improving Die PerformanceDocument5 pagesFive Steps To Improving Die Performanceromanhawranek100% (1)
- Low Pressure Die CastingDocument4 pagesLow Pressure Die Castingyang2012100% (1)
- Design of Gating and Riser System For Grate Bar CastingDocument6 pagesDesign of Gating and Riser System For Grate Bar CastingvaseaNo ratings yet
- High Integrity Aluminum (GENERAL)Document140 pagesHigh Integrity Aluminum (GENERAL)Kmilo Giraldo100% (3)
- 1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Document52 pages1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Jerry WangNo ratings yet
- Forging: Subjects of InterestDocument58 pagesForging: Subjects of InterestAmrat PatelNo ratings yet
- Engineering Drawings - ThayerDocument39 pagesEngineering Drawings - Thayermaran.suguNo ratings yet
- Cold ForgingDocument12 pagesCold Forgingkasana100% (1)
- Introduction To Geometric Dimensioning and TolerancingDocument3 pagesIntroduction To Geometric Dimensioning and TolerancinganandparasuNo ratings yet
- AHSS Guidelines V5.0 20140514Document276 pagesAHSS Guidelines V5.0 20140514medane_saad6707No ratings yet
- C.S. Sharma and Kamlesh Purohit - Design of Machine Elements-PHI Learning Private Limited (2013)Document782 pagesC.S. Sharma and Kamlesh Purohit - Design of Machine Elements-PHI Learning Private Limited (2013)MOHIT PANTNo ratings yet
- Die Set Engineering Handbook and CatalogDocument144 pagesDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Metric Fasteners PDFDocument28 pagesMetric Fasteners PDFzainudinNo ratings yet
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarNo ratings yet
- EC 515 Die Casting DefectsDocument197 pagesEC 515 Die Casting Defectsjuan jose pedrajoNo ratings yet
- Die CastingDocument8 pagesDie CastingSelvam R (Chn)100% (1)
- Direct Gear DesignDocument7 pagesDirect Gear DesignFranco Angelo RegenciaNo ratings yet
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Document27 pagesSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- HPDCdesign Basic PrinciplesDocument9 pagesHPDCdesign Basic PrinciplesGanesan ThangasamyNo ratings yet
- Gating Manual Gating Manual Gating ManualDocument35 pagesGating Manual Gating Manual Gating ManualBalasaheb0% (1)
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNo ratings yet
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaNo ratings yet
- Forging PDF NotesDocument51 pagesForging PDF Notesaman prasadNo ratings yet
- Start GD&TDocument81 pagesStart GD&TVijay Pawar100% (1)
- Yield Improvement Steel Castings PDFDocument321 pagesYield Improvement Steel Castings PDFMy Dad My WorldNo ratings yet
- GD&T Training BrochureDocument5 pagesGD&T Training BrochurePritam PolekarNo ratings yet
- GD&T Color ChartDocument1 pageGD&T Color ChartayalpaniyanNo ratings yet
- Study Concerning The Ball Joint Functionality of A Vehicle Steering SystemDocument6 pagesStudy Concerning The Ball Joint Functionality of A Vehicle Steering SystemnicusorbarNo ratings yet
- Sheet Metal FormingDocument26 pagesSheet Metal FormingsyedamiriqbalNo ratings yet
- Feb 2014 PDFDocument72 pagesFeb 2014 PDFsatish_trivediNo ratings yet
- 2 PDC Tool Design TrainingDocument47 pages2 PDC Tool Design TraininganuranjandesignNo ratings yet
- Forging TemperatureDocument91 pagesForging TemperatureRonald Taufiq WNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- Solidification-Riser Design-Problems-Special Casting ProcessesDocument210 pagesSolidification-Riser Design-Problems-Special Casting Processespavan ChintuNo ratings yet
- Cutting Tools TechnologyDocument47 pagesCutting Tools TechnologyJeff HardyNo ratings yet
- Ceramic Ceremet PCBN and PCDDocument48 pagesCeramic Ceremet PCBN and PCDhsvjvv37No ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- Deep DrawingDocument46 pagesDeep DrawingAshwin.DNo ratings yet
- How To Weld S Duplex SsDocument47 pagesHow To Weld S Duplex Sszebra9368No ratings yet
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocument41 pagesIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNo ratings yet
- Aluminium Pressure Die Casting: Presented By: Siddharth Vyas - 18ME097Document10 pagesAluminium Pressure Die Casting: Presented By: Siddharth Vyas - 18ME097Thunder StormNo ratings yet
- 321 Stainless Steel Sheet SuppliersDocument3 pages321 Stainless Steel Sheet SuppliersSteel EmporiumNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- Circuit Design Partitioning: System SpecificationDocument1 pageCircuit Design Partitioning: System SpecificationKeerthi KumarNo ratings yet
- Eye Detect Matlab CodeDocument4 pagesEye Detect Matlab CodeKeerthi KumarNo ratings yet
- PIR-sensor-based Electronic Device Control With Ultra-Low Standby Power ConsumptionDocument6 pagesPIR-sensor-based Electronic Device Control With Ultra-Low Standby Power ConsumptionKeerthi KumarNo ratings yet
- Gps Shield Skg13c ModuleDocument12 pagesGps Shield Skg13c ModuleKeerthi KumarNo ratings yet
- IBPS Recruitment GuideDocument32 pagesIBPS Recruitment GuideKeerthi KumarNo ratings yet
- Human Heartbeat To Charge Mobile Phone in The Near FutureDocument14 pagesHuman Heartbeat To Charge Mobile Phone in The Near FutureKeerthi KumarNo ratings yet
- Salem Chennai Miss Shobana Mohanasundaram: K.P.N 11WDocument2 pagesSalem Chennai Miss Shobana Mohanasundaram: K.P.N 11WKeerthi KumarNo ratings yet
- Ec8411 Ec II Lab Regulation 2012Document64 pagesEc8411 Ec II Lab Regulation 2012Keerthi KumarNo ratings yet
- Automatic Vehicle Speed Control With Wireless in Vehicle Road Sign Delivery System Using Arm 7Document3 pagesAutomatic Vehicle Speed Control With Wireless in Vehicle Road Sign Delivery System Using Arm 7Keerthi KumarNo ratings yet
- Optimal Plastic Design of A Bar Under Combined Torsion, Bending and ShearDocument13 pagesOptimal Plastic Design of A Bar Under Combined Torsion, Bending and ShearKeerthi KumarNo ratings yet
- Industry ProjectDocument2 pagesIndustry ProjectKeerthi KumarNo ratings yet
- Specs PDFDocument12 pagesSpecs PDFmohammed_almostyNo ratings yet
- Nmms 2015 Application Format& InstructionsDocument3 pagesNmms 2015 Application Format& InstructionsKeerthi KumarNo ratings yet
- Amem201 Lec9 ProblemsDocument5 pagesAmem201 Lec9 ProblemsOng Wei QuanNo ratings yet
- CNC Feeds and Speeds CookbookDocument79 pagesCNC Feeds and Speeds CookbookBobWarfieldNo ratings yet
- Icccp09 034 PDFDocument5 pagesIcccp09 034 PDFKeerthi KumarNo ratings yet
- VLCC TCE CalculationDocument5 pagesVLCC TCE Calculationsailsah-ejobNo ratings yet
- Distribution of ITC CigarettesDocument16 pagesDistribution of ITC Cigaretteschandola.mayank6566No ratings yet
- Case Doctrines On Transportation LawDocument31 pagesCase Doctrines On Transportation LawShan KhingNo ratings yet
- Group Tata CorusDocument29 pagesGroup Tata CorusbarphaniNo ratings yet
- 2 Intro To TM Business Object ModelDocument7 pages2 Intro To TM Business Object ModelSanjeev Kanth100% (1)
- AMSOIL Synthetic Polymeric Truck, Chassis and Equipment Grease (GPTR1, GPTR2)Document2 pagesAMSOIL Synthetic Polymeric Truck, Chassis and Equipment Grease (GPTR1, GPTR2)amsoildealerNo ratings yet
- Port Special Breakbulk EngDocument17 pagesPort Special Breakbulk EngmarineconsultantNo ratings yet
- Is - 02048 - 1983Document9 pagesIs - 02048 - 1983sangitaghaisasNo ratings yet
- DC 10Document211 pagesDC 10Radu Vasile100% (2)
- Kiln Systems: Dick Bekker CTL/TTDocument47 pagesKiln Systems: Dick Bekker CTL/TTYuri Botero100% (1)
- Abus CranesDocument12 pagesAbus Cranesmahhor82_635643838No ratings yet
- Catawissa BrochureDocument12 pagesCatawissa Brochurepacho916No ratings yet
- Fresh FoodDocument8 pagesFresh Foodsowjanya yeduruNo ratings yet
- Advanced Polymers Engineered For The Extreme: Lockheed Martin CorporationDocument2 pagesAdvanced Polymers Engineered For The Extreme: Lockheed Martin CorporationRajesh PuniaNo ratings yet
- Marcegaglia Companyprofile - slideENDocument33 pagesMarcegaglia Companyprofile - slideENlucidbaseNo ratings yet
- 031100Document5 pages031100Janus AntonioNo ratings yet
- Varmebehandling 3Document28 pagesVarmebehandling 3Ahamed Saleel CNo ratings yet
- AircraftFinanceReport2012 OnlineEditionDocument60 pagesAircraftFinanceReport2012 OnlineEditiontusharjetNo ratings yet
- Thesis Report FinalDocument69 pagesThesis Report Finalmudra50% (2)
- JIS US316L Steel, JIS G4403 SUS316L Stainless SteelDocument2 pagesJIS US316L Steel, JIS G4403 SUS316L Stainless Steelnguyenvandai8xNo ratings yet
- CN7001-Advanced Concrete TechnologyDocument6 pagesCN7001-Advanced Concrete TechnologyammugunaNo ratings yet
- Reference GE202Document3 pagesReference GE202Joseva Naivalu BoteiNo ratings yet
- B2B Group Assignment 20Document15 pagesB2B Group Assignment 20Akshay AggarwalNo ratings yet
- Iso 20crmo4Document2 pagesIso 20crmo4Kumar SanthanamNo ratings yet
- Verkehrszeichen TafelDocument1 pageVerkehrszeichen TafelstammheimNo ratings yet
- Improvement in Durability of Ferrocement Using Fly Ash and Silica Fume Modified MortarDocument4 pagesImprovement in Durability of Ferrocement Using Fly Ash and Silica Fume Modified MortarijsretNo ratings yet
- 120 42BDocument70 pages120 42BrenoguNo ratings yet
- FMP-302 Lecture 3 4 Lathe, Types, OperationsDocument57 pagesFMP-302 Lecture 3 4 Lathe, Types, OperationsJahangir AliNo ratings yet