You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Padma Awards 2016 PDFDocument5 pagesPadma Awards 2016 PDFkrunal07786No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Fitter Syllabus Sem 1Document18 pagesFitter Syllabus Sem 1krunal07786No ratings yet
- General KnowlwdgeDocument115 pagesGeneral KnowlwdgeMUDASSAR IDRIS98% (44)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Nayab Mamlatdar D.y.S.O.prelim Exam Study Material-5Document9 pagesNayab Mamlatdar D.y.S.O.prelim Exam Study Material-5krunal07786100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Maru Gujarat Current Affairs March 2015Document23 pagesMaru Gujarat Current Affairs March 2015krunal07786No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- RTO Question Bank EnglishDocument107 pagesRTO Question Bank EnglishRavi KumarNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Trafic Inspector GSRTCDocument3 pagesTrafic Inspector GSRTCkrunal07786No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Sandesh Action Replay Science and TechnologyDocument7 pagesSandesh Action Replay Science and Technologykrunal07786No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Rivers of Gujarat March 2012Document55 pagesRivers of Gujarat March 2012Gayathri MuthuramakrishnanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Sandesh Action Replay SportsDocument7 pagesSandesh Action Replay Sportskrunal07786No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Vol78 2012 3 Art04 277 293Document17 pagesVol78 2012 3 Art04 277 293krunal07786No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Fms 1Document49 pagesFms 1Md EliasNo ratings yet
- Sandesh Action Replay 2015 GujaratDocument7 pagesSandesh Action Replay 2015 Gujaratkrunal07786No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Press Information Bureau Government of India Ministry of Home AffairsDocument5 pagesPress Information Bureau Government of India Ministry of Home Affairskrunal07786No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Vesely 1Document32 pagesVesely 1Vinay RajputNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Value Standard PDFDocument33 pagesValue Standard PDFkrunal07786100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Text-Books Evaluation by QFDDocument8 pagesText-Books Evaluation by QFDkrunal07786No ratings yet
- Theta 30: R RH J T SDocument1 pageTheta 30: R RH J T Skrunal07786No ratings yet
- Product Design and Value EngineeringDocument2 pagesProduct Design and Value EngineeringBhavesh Pipaliya50% (2)
- Rawlings QuinnDocument13 pagesRawlings QuinnLolo Eisa0% (2)
- Understanding Customer Requirements: Principles of DesignDocument30 pagesUnderstanding Customer Requirements: Principles of DesignPranav GhoshNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Flexible Manufacturing SystemsDocument18 pagesFlexible Manufacturing SystemsVijay Kumar100% (1)
- Introduction To QFDDocument37 pagesIntroduction To QFDkrunal07786No ratings yet
- Intro 07Document24 pagesIntro 07netgalaxy2010No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- CS 785, Fall 2001: Learning Agents Laboratory Department of Computer Science George Mason UniversityDocument82 pagesCS 785, Fall 2001: Learning Agents Laboratory Department of Computer Science George Mason Universitykrunal07786No ratings yet
- CS62S: Expert Systems: Based OnDocument20 pagesCS62S: Expert Systems: Based Onkrunal07786No ratings yet
- Vesely 1Document32 pagesVesely 1Vinay RajputNo ratings yet
- Flexible Manufacturing Systems (FMS)Document28 pagesFlexible Manufacturing Systems (FMS)Anand Kumar100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Fault Tree AnalysisDocument8 pagesFault Tree Analysiskrunal07786No ratings yet
- FmeaDocument9 pagesFmeaBalu PakhareNo ratings yet
- Section 90: Pedal and Pedal Switch AdjustmentsDocument24 pagesSection 90: Pedal and Pedal Switch Adjustmentsjeffrey pelletierNo ratings yet
- Honda OBD e OBD2 CodesDocument111 pagesHonda OBD e OBD2 CodesWiterMarcosNo ratings yet
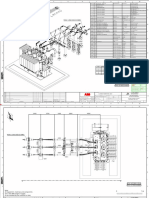
- ABB Presentation On Transformer ProtectionDocument51 pagesABB Presentation On Transformer ProtectionKrishnakant Jashnani100% (1)
- Pages From Kubota Z602 Sme3b SeriesDocument1 pagePages From Kubota Z602 Sme3b SeriesrickescherNo ratings yet
- 1234 - 36 - 38 Manual Rev Feb 09 PDFDocument134 pages1234 - 36 - 38 Manual Rev Feb 09 PDFPedro NetoNo ratings yet
- Walker Service Manual MB MC MT MS MW MTDocument256 pagesWalker Service Manual MB MC MT MS MW MTLoganNo ratings yet
- Eslon Valves: CatalogueDocument102 pagesEslon Valves: CatalogueDuy Nguyen DucNo ratings yet
- RPC Manual (English)Document23 pagesRPC Manual (English)Justice KNo ratings yet
- Donghwa Tanabe H SeriesDocument95 pagesDonghwa Tanabe H Seriesjohn smith0% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Seal Gas FlowDocument2 pagesSeal Gas FlowoluwasolNo ratings yet
- IFRC Shelter KitDocument1 pageIFRC Shelter KitanabonnerpeixotoNo ratings yet
- Textile Fabrics & Clothing: 1. Abduselam AbdulkadirDocument5 pagesTextile Fabrics & Clothing: 1. Abduselam AbdulkadirCE CERTIFICATENo ratings yet
- I44v3 Parts Manual 20-09-17 PDFDocument167 pagesI44v3 Parts Manual 20-09-17 PDFTatyana100% (1)
- Forklift OM-694Document92 pagesForklift OM-694World AmusementNo ratings yet
- Clark Seal & BearingDocument10 pagesClark Seal & BearingRaymond VoldinoNo ratings yet
- AUTOMATIC RAILWAY GATE CONTROLLER-reportDocument57 pagesAUTOMATIC RAILWAY GATE CONTROLLER-reportAnarsinh Solanki75% (8)
- Smart Hydraulic System For TractorsDocument4 pagesSmart Hydraulic System For TractorsOuma'iima RebeyNo ratings yet
- User Manual: HGM1780 Genset ControllerDocument23 pagesUser Manual: HGM1780 Genset ControllerMas DomasNo ratings yet
- Computer JSS 1 First - ThirdDocument117 pagesComputer JSS 1 First - ThirdJames100% (2)
- HubbellDocument68 pagesHubbellReginald D. De GuzmanNo ratings yet
- Lenovo Azure HCI Configure GuideDocument38 pagesLenovo Azure HCI Configure GuideMoezNo ratings yet
- DRN 21933480 FINAL 4-6-18 G03 UnlockedDocument20 pagesDRN 21933480 FINAL 4-6-18 G03 UnlockedviksursNo ratings yet
- 501-12 Instrument Panel and Console PICKUP JMCDocument5 pages501-12 Instrument Panel and Console PICKUP JMCRusonegroNo ratings yet
- Development of A Step-Up Converter For A PV System: (Elec5510 - Practical Laboratory Session 1)Document23 pagesDevelopment of A Step-Up Converter For A PV System: (Elec5510 - Practical Laboratory Session 1)oopeoluwa_1No ratings yet
- 26148-220-V1B-EVC0-00088 (003) Patio StatcomDocument5 pages26148-220-V1B-EVC0-00088 (003) Patio StatcomDomingo esteban perez ceballoNo ratings yet
- Otm API Ring GrooversDocument4 pagesOtm API Ring GrooverssandipjawalkarNo ratings yet
- TK10 Madoneservice 062309Document27 pagesTK10 Madoneservice 062309depuy01No ratings yet
- 2311 - EES Company ProfileDocument142 pages2311 - EES Company Profileمحمود عبدةNo ratings yet
- (SENR3981-03) Systems Operation - Fluid Power and Electrical Symbols - Electrical Power Graphic SymbolsDocument6 pages(SENR3981-03) Systems Operation - Fluid Power and Electrical Symbols - Electrical Power Graphic SymbolsEdin raul Yalle rafaelNo ratings yet
- Pioneer A-109 AmplifierDocument6 pagesPioneer A-109 AmplifierDana QuillingNo ratings yet