You might also like
- An Overview of Computer Graphics Industry Standards.Document12 pagesAn Overview of Computer Graphics Industry Standards.Pallavi PatilNo ratings yet
- Solvent Polarity Table - Miller's HomeDocument6 pagesSolvent Polarity Table - Miller's HomeJoseph CannilloNo ratings yet
- Seminar ReportDocument21 pagesSeminar ReportJamie HallNo ratings yet
- Self Curing PDFDocument26 pagesSelf Curing PDFlingarajNo ratings yet
- Types of ConcreteDocument24 pagesTypes of ConcreteWyncie CariñoNo ratings yet
- RMC Civil EngineeringDocument27 pagesRMC Civil EngineeringPavan Kumar100% (1)
- Handbook of Polymeric Foams and Foam Technology: HanserDocument10 pagesHandbook of Polymeric Foams and Foam Technology: Hanserfreidor0% (2)
- Whitetopping - A Case Study From BangaloreDocument6 pagesWhitetopping - A Case Study From BangaloreRam KumarNo ratings yet
- Binders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsDocument13 pagesBinders: 1. Compaction Behaviour of Organic Binders in Alumina Ceramics (PVA & PEG) General FactsPranav KumarNo ratings yet
- Setting Time of ConcreteDocument2 pagesSetting Time of ConcretevempadareddyNo ratings yet
- Self Compacting ConcreteDocument9 pagesSelf Compacting ConcreteSiva KrishnaNo ratings yet
- Final Aac PDFDocument7 pagesFinal Aac PDFindrajit sodhaNo ratings yet
- Geo Polymer ConcreteDocument60 pagesGeo Polymer ConcreteLincy SteveNo ratings yet
- ConcreteDocument28 pagesConcreteAsghar Hussain ShahNo ratings yet
- DLCDocument3 pagesDLCoNo ratings yet
- HarishDocument15 pagesHarishhp0195877100% (1)
- Pavement Design and ConstructionDocument44 pagesPavement Design and ConstructionZulqarnain FastNUNo ratings yet
- Cement: CIEN 30023 S.Y. 2ND SEM 2020-2021Document32 pagesCement: CIEN 30023 S.Y. 2ND SEM 2020-2021Mhervin BisisNo ratings yet
- Unit 3 STABILIZATION - OF - SOILS - USING - GEOSYNTHETICS PDFDocument8 pagesUnit 3 STABILIZATION - OF - SOILS - USING - GEOSYNTHETICS PDFDept. of Civil EngineeringNo ratings yet
- High Grade Mix ConcreteDocument12 pagesHigh Grade Mix Concretevishal banaNo ratings yet
- Dr. C. D. Modhera - Day 3 - Session 1Document93 pagesDr. C. D. Modhera - Day 3 - Session 1mbgfknjhgfNo ratings yet
- AggregateDocument65 pagesAggregateShawonNo ratings yet
- Aac Block Plants: WWW - Buildmate.InDocument12 pagesAac Block Plants: WWW - Buildmate.InAzmat Ali KhanNo ratings yet
- Bacterial ConcreteDocument19 pagesBacterial ConcreteVetri Vel100% (2)
- Project:: Use of Metakaoline and Alccofine As A Admixture in ConcreteDocument52 pagesProject:: Use of Metakaoline and Alccofine As A Admixture in ConcreteAnonymous wlbOBqQWDNo ratings yet
- Crumb Rubber ConcreteDocument6 pagesCrumb Rubber ConcreteJamiu LateefNo ratings yet
- BASF Introduces Smart Dynamic ConcreteDocument4 pagesBASF Introduces Smart Dynamic ConcreteNurul Hidayati100% (1)
- Some Trends in The Use of Concrete: Indian ScenarioDocument6 pagesSome Trends in The Use of Concrete: Indian ScenarioHarry SidhuNo ratings yet
- Prepared By: Harsh Soni SD 1910Document27 pagesPrepared By: Harsh Soni SD 1910Kalai SelvanNo ratings yet
- A Review Paper On Graphene Modified CementDocument9 pagesA Review Paper On Graphene Modified CementZunnun Bari PialNo ratings yet
- Concrete Technology Notes 2Document10 pagesConcrete Technology Notes 2Munir HalimzaiNo ratings yet
- Compressive Strength of Concrete - Cube Test Procedure ResultsDocument5 pagesCompressive Strength of Concrete - Cube Test Procedure ResultsAriyan AriyanNo ratings yet
- Test On Bitumen PDFDocument12 pagesTest On Bitumen PDFIrfan NazirNo ratings yet
- Experimental Investigation On High Performance Concrete With Partial Replacement of Fine Aggregate by Foundry Sand With Cement by Mineral AdmixturesDocument6 pagesExperimental Investigation On High Performance Concrete With Partial Replacement of Fine Aggregate by Foundry Sand With Cement by Mineral Admixturesபுருஷோத்தமன் சரவணன்No ratings yet
- Kathmandu University: Construction of Cement Concrete PavementsDocument37 pagesKathmandu University: Construction of Cement Concrete Pavementspasang ghising100% (1)
- Concrete Technology Lec#01 ConcreteDocument2 pagesConcrete Technology Lec#01 ConcretefaizanNo ratings yet
- Mass ConcreteDocument22 pagesMass Concreteceice2013No ratings yet
- Forenseic Chapter 3Document64 pagesForenseic Chapter 3Arul JothiNo ratings yet
- Paver Blocks FINALDocument13 pagesPaver Blocks FINALSathish KumarNo ratings yet
- Recycled Glass Fiber Reinforced Polymer Additions To Portland Cement ConcreteDocument13 pagesRecycled Glass Fiber Reinforced Polymer Additions To Portland Cement ConcreteEmil MattotorangNo ratings yet
- Study On Mechanism of Strength Distribution DevelopmentDocument19 pagesStudy On Mechanism of Strength Distribution DevelopmentnadirshahNo ratings yet
- Green Concrete: WWW - SeminarDocument12 pagesGreen Concrete: WWW - SeminarSuraj Deb BarmaNo ratings yet
- Epoxy th-3Document281 pagesEpoxy th-3Harish PuttarajaiahNo ratings yet
- Green Concrete PresentationDocument17 pagesGreen Concrete PresentationSivaramakrishnan PNo ratings yet
- Self Compacting ConcreteDocument20 pagesSelf Compacting ConcreteNaveen ReddyNo ratings yet
- Polymeric MaterialsDocument79 pagesPolymeric Materialsamor20006No ratings yet
- Reactive Powder ConcreteDocument35 pagesReactive Powder ConcreteVislavath RahulNo ratings yet
- CompactionDocument24 pagesCompactionzubair-scribdNo ratings yet
- High Performance ConcreteDocument79 pagesHigh Performance ConcreteShyam Prasad ThiraviamNo ratings yet
- Mineral and Chemical Admixtures: Advanced Concrete Technology CE 612Document23 pagesMineral and Chemical Admixtures: Advanced Concrete Technology CE 612Kasturi BhuyanNo ratings yet
- Polymers and Its TypesDocument9 pagesPolymers and Its TypesZarnain khanNo ratings yet
- Shrinkage of ConcreteDocument3 pagesShrinkage of Concretegmgoutam550No ratings yet
- Constituent MaterialsDocument69 pagesConstituent MaterialsTejas DoshiNo ratings yet
- Block Egg LayingDocument17 pagesBlock Egg LayingDebasishSwainNo ratings yet
- Water Proofing For RoofsDocument39 pagesWater Proofing For RoofsJaime A. NavarijoNo ratings yet
- Different Types of Concrete - RPC, RMC, LWC, HPC EtcDocument7 pagesDifferent Types of Concrete - RPC, RMC, LWC, HPC Etcm_noorbashaNo ratings yet
- Lecture 10-Hot & Cold Weather ConcretingDocument13 pagesLecture 10-Hot & Cold Weather ConcretingSyed Azmat Ali ShahNo ratings yet
- Project PPT Moin 12Document20 pagesProject PPT Moin 12Maharshi SalviNo ratings yet
- 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionFrom Everand3D Printing of Concrete: State of the Art and Challenges of the Digital Construction RevolutionArnaud PerrotNo ratings yet
- Type of Defect Primary Causes Practical Reasons How To Prevent or CorrectDocument4 pagesType of Defect Primary Causes Practical Reasons How To Prevent or CorrectsubhaschandraNo ratings yet
- Advaned Ceramic Forming MethodsDocument24 pagesAdvaned Ceramic Forming Methodsopj662No ratings yet
- Associate Process Development EngineerDocument3 pagesAssociate Process Development EngineerSindhuraj MukherjeeNo ratings yet
- 797e5i. M.tech (Biotech) - XDocument1 page797e5i. M.tech (Biotech) - XSindhuraj MukherjeeNo ratings yet
- InVia Raman Microscope - Excitation Wavelength OptionsDocument4 pagesInVia Raman Microscope - Excitation Wavelength OptionsSindhuraj MukherjeeNo ratings yet
- Genscan OutputDocument1 pageGenscan OutputSindhuraj MukherjeeNo ratings yet
- Iron DeterminationDocument4 pagesIron Determinationancuta.lupaescuNo ratings yet
- Moraxella Lacunata (Morax Axenfeld Bacillus or Haemophilus Duplex)Document4 pagesMoraxella Lacunata (Morax Axenfeld Bacillus or Haemophilus Duplex)Mare5Der5No ratings yet
- Thermochemistry: Energy Flow and Chemical ChangeDocument41 pagesThermochemistry: Energy Flow and Chemical ChangeBobby PinNo ratings yet
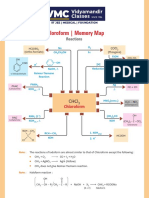
- Chloroform - Memory Map: ReactionsDocument1 pageChloroform - Memory Map: ReactionsAryan GuptaNo ratings yet
- 1 Characterization TechniqueDocument46 pages1 Characterization Techniquemohammed abdellaNo ratings yet
- A Perspective Approach To Sustainable Routes For Non-IsocyanateDocument30 pagesA Perspective Approach To Sustainable Routes For Non-IsocyanateThaís FernandaNo ratings yet
- CzochralskiDocument4 pagesCzochralskininnette1No ratings yet
- 07 ChemicalReactions 2bDocument15 pages07 ChemicalReactions 2bchewazableNo ratings yet
- 2 26 Intermolecular BondingDocument10 pages2 26 Intermolecular BondingAliya RahmanNo ratings yet
- Discussion Exp 2 (Pickling)Document2 pagesDiscussion Exp 2 (Pickling)Nur AsiahNo ratings yet
- Research Article Zuota by Multiple Techniques: Characterization of Tibetan MedicineDocument12 pagesResearch Article Zuota by Multiple Techniques: Characterization of Tibetan MedicineVaidya NurNo ratings yet
- No: Excipient Number of Times Excipients Used in Tablets Out of 200 UseDocument22 pagesNo: Excipient Number of Times Excipients Used in Tablets Out of 200 UseSrikanth MNo ratings yet
- DynamicDocument34 pagesDynamicCentral HydraulicsNo ratings yet
- Lab and AnalysisDocument5 pagesLab and AnalysisNicole ScottNo ratings yet
- Geotechnical Characteristics of Anhydrite Gypsum Transformation in The Middle Miocene Evaporites Red Sea Coast EgyptDocument14 pagesGeotechnical Characteristics of Anhydrite Gypsum Transformation in The Middle Miocene Evaporites Red Sea Coast EgyptArham SheikhNo ratings yet
- CAMS 2018 - Advancing Materials and Manufacturing - November 27-29 - University of Wollongong, NSW, AUSTRALIADocument6 pagesCAMS 2018 - Advancing Materials and Manufacturing - November 27-29 - University of Wollongong, NSW, AUSTRALIAEngr Muhammad HussainNo ratings yet
- Vinyl Sulfone Fiber Reactive DyesDocument12 pagesVinyl Sulfone Fiber Reactive DyesFathi MustafaNo ratings yet
- Latihan Soal Kimia DasarDocument3 pagesLatihan Soal Kimia DasarAra HesyaNo ratings yet
- Lecture 6 Kinetic Isotope EffectDocument11 pagesLecture 6 Kinetic Isotope EffectcsnNo ratings yet
- 1st Monthly Exam Science 7 Useng Edited 2nd QuartDocument8 pages1st Monthly Exam Science 7 Useng Edited 2nd QuartMark PadernalNo ratings yet
- Class 12 Chemistry Half Yearly VMCDocument7 pagesClass 12 Chemistry Half Yearly VMCno accountNo ratings yet
- Natural Dishwashing Liquid - Colonial Chemical Inc US-Made ChemicalsDocument3 pagesNatural Dishwashing Liquid - Colonial Chemical Inc US-Made Chemicalsakartepe1999No ratings yet
- t2 Chem Revision Ex 5Document7 pagest2 Chem Revision Ex 5Nicholas Ow100% (1)
- Annales Brainprepa WWW - Touslesconcours.infoDocument11 pagesAnnales Brainprepa WWW - Touslesconcours.infoGhislainNo ratings yet
- Hyper ConjugationDocument3 pagesHyper ConjugationKeval MaldeNo ratings yet
- Chapter 13 Transition Elements ExerciseDocument6 pagesChapter 13 Transition Elements Exerciseisqma100% (1)
- Chemical Composition of The EarthDocument58 pagesChemical Composition of The EarthPutik Nurul ArasyNo ratings yet
- Ijser: Soil Stabilization by Phosphogypsum: A ReviewDocument4 pagesIjser: Soil Stabilization by Phosphogypsum: A ReviewSai KumarNo ratings yet
- Chemical Bonding and Molecular Structure - Class 11Document17 pagesChemical Bonding and Molecular Structure - Class 11Arpan SenNo ratings yet