You might also like
- Types of QiDocument7 pagesTypes of QiaaNo ratings yet
- Composite Materials 2 Mark 16 Mark With Ans Anna University Paper PDFDocument46 pagesComposite Materials 2 Mark 16 Mark With Ans Anna University Paper PDFmagicoolmech712No ratings yet
- 2.4first Angle ProjectionDocument6 pages2.4first Angle Projectiondesign12No ratings yet
- Material TestingDocument59 pagesMaterial TestingWilliam Salazar100% (4)
- Chap 6 SolutionsDocument5 pagesChap 6 SolutionsNasser SANo ratings yet
- Question Bank Subject: Materials Science and EngineeringDocument4 pagesQuestion Bank Subject: Materials Science and Engineeringsharma05031989No ratings yet
- Engineering Materials & Metallurgy Question BankDocument7 pagesEngineering Materials & Metallurgy Question BankJOHN PAUL V67% (3)
- DCC BasicsDocument194 pagesDCC BasicsBóza GyörgyNo ratings yet
- Multiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsDocument6 pagesMultiple Choice Questions On Manufacturing Processes & Application Part 3 - ToolsandJobsrahmaNo ratings yet
- Torsion 1Document41 pagesTorsion 1Innah Rahman PutryNo ratings yet
- 300+ TOP STRENGTH of Materials Multiple Choice Questions and AnswersDocument35 pages300+ TOP STRENGTH of Materials Multiple Choice Questions and Answersfemin kkNo ratings yet
- Lecture 01Document91 pagesLecture 01usman cheemaNo ratings yet
- Shear Forces and Bending Moment MCQsDocument4 pagesShear Forces and Bending Moment MCQsanishNo ratings yet
- Ch04 SolutionsDocument4 pagesCh04 SolutionsNasser SA100% (1)
- H CH SO O H: Kinetic Theory of GasesDocument5 pagesH CH SO O H: Kinetic Theory of GasesRishabhNo ratings yet
- Correct AnswerDocument6 pagesCorrect AnswerDamo Daran GNo ratings yet
- Strength of Materials TerminologiesDocument8 pagesStrength of Materials TerminologiesBriant Dominik PongolNo ratings yet
- Structural Analysis 2 Solved MCQs (Set-1)Document6 pagesStructural Analysis 2 Solved MCQs (Set-1)Hoo BilNo ratings yet
- Material Science - Mechanical Engineering (MCQ) Questions and Answers 2Document2 pagesMaterial Science - Mechanical Engineering (MCQ) Questions and Answers 2Prashant SinghNo ratings yet
- Module 2 (Atomic Structure and Interatomic Bonding)Document26 pagesModule 2 (Atomic Structure and Interatomic Bonding)Ralph Andrew Silverio100% (4)
- Question Paper For RACDocument2 pagesQuestion Paper For RACSDvidyaNo ratings yet
- Practice Test: Question Set - 09: MCQ Workshop EnggDocument5 pagesPractice Test: Question Set - 09: MCQ Workshop Enggl8o8r8d8s8i8v8No ratings yet
- Hydraulics & Hydraulic Machinery Question BankDocument10 pagesHydraulics & Hydraulic Machinery Question BankAnonymous zwnFXURJNo ratings yet
- MCQ Materials Science Part1Document4 pagesMCQ Materials Science Part1fotickNo ratings yet
- Engineering Economics Cheat SheetDocument4 pagesEngineering Economics Cheat SheetNasser SANo ratings yet
- Module 5 Design of Components With Forging ConsiderationDocument34 pagesModule 5 Design of Components With Forging ConsiderationMaheshNo ratings yet
- Reverse Osmosis DETAILSDocument38 pagesReverse Osmosis DETAILSgkdora574100% (1)
- Issues To Address... : Chapter 5-1Document58 pagesIssues To Address... : Chapter 5-1Nasser SANo ratings yet
- Ei 1596Document33 pagesEi 1596milecsaNo ratings yet
- Dislocations and Plastic Deformation: International Series of Monographs in Natural PhilosophyFrom EverandDislocations and Plastic Deformation: International Series of Monographs in Natural PhilosophyNo ratings yet
- PC - Evaled by VeoliaDocument9 pagesPC - Evaled by VeoliaSupoj ChammalaiNo ratings yet
- Threaded & Riveted JointsDocument43 pagesThreaded & Riveted JointsMadhurima BhandariNo ratings yet
- MosDocument42 pagesMosSajjan Kumar100% (2)
- 12ed11 - Advanced Machine Tool DesignDocument15 pages12ed11 - Advanced Machine Tool DesignBradeesh MoorthyNo ratings yet
- Me 8594 Dynamics of Machinery Unit 1 Online Video LectureDocument42 pagesMe 8594 Dynamics of Machinery Unit 1 Online Video LecturesankarNo ratings yet
- MOM OU Old Question PaperDocument2 pagesMOM OU Old Question PaperAmmineni Syam PrasadNo ratings yet
- 1.1 DefinitionsDocument75 pages1.1 Definitionsbalusharma1212No ratings yet
- 35 Basic Interview QuestionsDocument8 pages35 Basic Interview QuestionsVivek BajpaiNo ratings yet
- Seminar On Non-Destructive Testing: Submitted To: Submitted byDocument25 pagesSeminar On Non-Destructive Testing: Submitted To: Submitted byMahesh TamboliNo ratings yet
- Chap 3 DieterDocument25 pagesChap 3 DieterTumelo InnocentNo ratings yet
- Defects in SolidDocument26 pagesDefects in SolidMuhammad Dicky AmrullahNo ratings yet
- Exam Paper RGPV MMPD First SemDocument45 pagesExam Paper RGPV MMPD First Semmayuresh_6767No ratings yet
- Fluid Mechanics and Hydraulic Machinery Question BankDocument9 pagesFluid Mechanics and Hydraulic Machinery Question BankREVANTH KUMAR KNo ratings yet
- Chapter 5: Application of Dimensional Analysis On TurbomachinesDocument32 pagesChapter 5: Application of Dimensional Analysis On TurbomachinesTonye AYAFA100% (1)
- MF7203-Dec 16 THEORY-OF-METAL-FORMINGDocument3 pagesMF7203-Dec 16 THEORY-OF-METAL-FORMINGupender100% (1)
- ch07 Distributed Forces Centroids and Centers of GravityDocument57 pagesch07 Distributed Forces Centroids and Centers of GravityEduardo Fernandez100% (1)
- ME8491 Engineering Metallurgy COURSE PLANDocument4 pagesME8491 Engineering Metallurgy COURSE PLANKarthick NNo ratings yet
- 03a Direct Stiffness Method Spring and BarDocument23 pages03a Direct Stiffness Method Spring and BarAnamolNo ratings yet
- PPT4. PlasticityIITKDocument70 pagesPPT4. PlasticityIITKKartik Shankar KumbhareNo ratings yet
- Chapter 9d FractureDocument70 pagesChapter 9d FracturenaveenaNo ratings yet
- Futigue & CreepDocument20 pagesFutigue & CreepRamesh Jakkanagoudar100% (1)
- 12.13. Force Analysis SS Rattan - Torque - ForceDocument1 page12.13. Force Analysis SS Rattan - Torque - ForceJithumon100% (1)
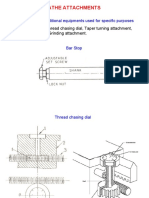
- Lathe AttachmentsDocument8 pagesLathe AttachmentsSuhasNo ratings yet
- Izod and Charpy Test PDF Vivek PDFDocument16 pagesIzod and Charpy Test PDF Vivek PDFShramik ManeNo ratings yet
- Stodola MethodDocument42 pagesStodola MethodRahul Chandel0% (3)
- 23Document161 pages23sajjaduetNo ratings yet
- Mechanical Vibrations QuizzDocument16 pagesMechanical Vibrations QuizzSagan PreetNo ratings yet
- Manufacturing Technology - I Unit - I: 2 Marks Question & AnswersDocument15 pagesManufacturing Technology - I Unit - I: 2 Marks Question & AnswersSK NAGOOR VALI100% (1)
- 54 Sample ChapterDocument23 pages54 Sample ChapterzombieNo ratings yet
- Mechanics of Material Lab Report Angle of TwistDocument6 pagesMechanics of Material Lab Report Angle of TwistAhsan MumtazNo ratings yet
- Introduction To Engineering Materials - 15 BatchDocument23 pagesIntroduction To Engineering Materials - 15 BatchHaq NawazNo ratings yet
- Bimetallic StripDocument1 pageBimetallic StripAhmed Abu SharbainNo ratings yet
- MCQs Chip FormationDocument9 pagesMCQs Chip FormationMohsin QaziNo ratings yet
- Question Paper Code:: Anna University, Polytechnic & SchoolsDocument2 pagesQuestion Paper Code:: Anna University, Polytechnic & SchoolsNatarajan NatarajNo ratings yet
- Deformation & Strengthening Mechanisms: Issues To Address..Document48 pagesDeformation & Strengthening Mechanisms: Issues To Address..Christopher MurilloNo ratings yet
- MEC 300-Materials Science Chapter 9Document19 pagesMEC 300-Materials Science Chapter 9akashNo ratings yet
- NotesDocument54 pagesNotesShaiha AshrafNo ratings yet
- Lecture 4 PDFDocument25 pagesLecture 4 PDFH R ChowdhuryNo ratings yet
- Dislocation Strengthening CreepDocument22 pagesDislocation Strengthening CreepXyz AbcNo ratings yet
- Week 7 8 - 1 - IPE 2203-Lectures - 1Document19 pagesWeek 7 8 - 1 - IPE 2203-Lectures - 1MD Al-AminNo ratings yet
- Solid Works Student InstructionsDocument1 pageSolid Works Student InstructionsNasser SANo ratings yet
- ch03 HW KeyDocument7 pagesch03 HW KeyNasser SANo ratings yet
- Ch4imperfections in SolidsDocument25 pagesCh4imperfections in SolidsNasser SANo ratings yet
- ch05 HW Solutions s18Document7 pagesch05 HW Solutions s18Nasser SANo ratings yet
- CH 3 Structure of SolidsDocument50 pagesCH 3 Structure of SolidsNasser SANo ratings yet
- Ieee C 37.2Document16 pagesIeee C 37.2fame920917100% (1)
- Berker Integro Switches and SocketsDocument36 pagesBerker Integro Switches and SocketsEdi IrimescuNo ratings yet
- Advanced Boiling Water Reactor (HITACHI-GE) ABWRDocument195 pagesAdvanced Boiling Water Reactor (HITACHI-GE) ABWRJoseph Brooks100% (1)
- 3443-SZ-RT-101 - 04 Attachment 15Document8 pages3443-SZ-RT-101 - 04 Attachment 15tak-1963No ratings yet
- Uniflux Heater Brochure PDFDocument8 pagesUniflux Heater Brochure PDFMichael J. BaneNo ratings yet
- Lorentzen1994 PDFDocument10 pagesLorentzen1994 PDFSURAJ NAGNo ratings yet
- Lab ReportDocument4 pagesLab ReportIoana PinzaruNo ratings yet
- Electric Potential DifferenceDocument3 pagesElectric Potential DifferenceEduard LauronNo ratings yet
- 5 6233525876248543673Document43 pages5 6233525876248543673priya dharshini100% (1)
- Mxu 500-05-06Document40 pagesMxu 500-05-06alexander ortizNo ratings yet
- Delta Vs Wye Connected CapacitorsDocument3 pagesDelta Vs Wye Connected CapacitorsLuis Enrique Garduño LandazuriNo ratings yet
- Mini ProjectDocument12 pagesMini ProjectBharat DarsiNo ratings yet
- Manual Eco Gas BRCDocument79 pagesManual Eco Gas BRCsleepyninjitsu67% (3)
- Camshaft & Valve Toyota Alphard - Vellfire - HVDocument5 pagesCamshaft & Valve Toyota Alphard - Vellfire - HVIrfan BuchariNo ratings yet
- JCB Tracked ExcavatorDocument8 pagesJCB Tracked ExcavatorKiran Kumar K TNo ratings yet
- 2cdc 400 021 d0201Document16 pages2cdc 400 021 d0201Mihir SaveNo ratings yet
- D1052 DTS0040Document4 pagesD1052 DTS0040mojinjoNo ratings yet
- Repuestos MaxusDocument4 pagesRepuestos MaxusCHINAKOREA VAN & TRUCKNo ratings yet
- Lesson 1 Introduction To PhysicsDocument17 pagesLesson 1 Introduction To PhysicsIdrus FitriNo ratings yet
- UNIT-III-Band Theory of SolidsDocument8 pagesUNIT-III-Band Theory of SolidsGopichand surupulaNo ratings yet
- EleDocument17 pagesEleakkoleNo ratings yet
- Auto ClaveDocument464 pagesAuto ClavenokarajuNo ratings yet
- CorexitDocument270 pagesCorexitVincent J. CataldiNo ratings yet
- Supplier Details Address of Delivery Bill To Party DetailsDocument4 pagesSupplier Details Address of Delivery Bill To Party DetailsMANGAL MUNSHINo ratings yet