You might also like
- PM600 Unit 1 IPDocument6 pagesPM600 Unit 1 IPdiya allieNo ratings yet
- ME2113-2 Torsion of Circular Shafts Lab ReportDocument6 pagesME2113-2 Torsion of Circular Shafts Lab ReportStuart TangNo ratings yet
- Condom Size by John GerofiDocument27 pagesCondom Size by John GerofiCondomSize100% (1)
- Tropical Helicopter Underwater Escape Training (T-HUET) Product SpecDocument14 pagesTropical Helicopter Underwater Escape Training (T-HUET) Product SpecKhidir SanusiNo ratings yet
- Lesson Plan FourDocument5 pagesLesson Plan Fourapi-251180024No ratings yet
- Perc CleanersDocument56 pagesPerc CleanersWKYC.com100% (1)
- PurlinsManual - LoadTables-file029798 - Copy - 2Document2 pagesPurlinsManual - LoadTables-file029798 - Copy - 2JBSNo ratings yet
- N° Tiempo t1 t2 t3 t4 Distacia Del Punto de Rotacion Al Punto de Aplicación. D (M)Document3 pagesN° Tiempo t1 t2 t3 t4 Distacia Del Punto de Rotacion Al Punto de Aplicación. D (M)brayerNo ratings yet
- N° Tiempo t1 t2 t3 t4 Distacia Del Punto de Rotacion Al Punto de Aplicación. D (M)Document3 pagesN° Tiempo t1 t2 t3 t4 Distacia Del Punto de Rotacion Al Punto de Aplicación. D (M)brayerNo ratings yet
- PBS Air Kelompok B Insyaallah FIXDocument115 pagesPBS Air Kelompok B Insyaallah FIXMukhammad Adam BalansiNo ratings yet
- C B 01 Ta3 WingconfigurationDocument30 pagesC B 01 Ta3 WingconfigurationKrizelle LaoNo ratings yet
- Convection Lab C2Document4 pagesConvection Lab C2Siddharth DangiNo ratings yet
- Spectrum of A Digital SignalDocument11 pagesSpectrum of A Digital SignalMohlalaNo ratings yet
- Radianes 1.9251014958 4 Cos ( 1) ( / ) : Datos Iniciales GeometriaDocument15 pagesRadianes 1.9251014958 4 Cos ( 1) ( / ) : Datos Iniciales GeometriaDavid CastilloNo ratings yet
- CL 333 Chemical Engineering Lab-2 (2019) : Experiment Number FM 302 TitleDocument31 pagesCL 333 Chemical Engineering Lab-2 (2019) : Experiment Number FM 302 TitleAkshat PunekarNo ratings yet
- Design of A Multi-Stage Compressor: Motivation: Market Research Has Shown The Need For A Low-Cost TurbojetDocument63 pagesDesign of A Multi-Stage Compressor: Motivation: Market Research Has Shown The Need For A Low-Cost TurbojetYasser Bahaa100% (1)
- Experiment 5 ReportDocument9 pagesExperiment 5 ReportNatalie NinachuuNo ratings yet
- Mining Engineering Graduation Project - 240112 - 154402 (4) (026-047) - CópiaDocument22 pagesMining Engineering Graduation Project - 240112 - 154402 (4) (026-047) - CópiaManuel Tomas AdolfoNo ratings yet
- Fluid Mechanics Complex Engineering ProblemDocument7 pagesFluid Mechanics Complex Engineering ProblemShahabuddin Khan NiaziNo ratings yet
- Acceleration of a geared system experiment: ω (j) / ω (i) = t (i) / t (j)Document11 pagesAcceleration of a geared system experiment: ω (j) / ω (i) = t (i) / t (j)jihad hasanNo ratings yet
- Solved Example Using Ordinary Method of SlicesDocument3 pagesSolved Example Using Ordinary Method of Slicesmohamedashry993No ratings yet
- Take-Home Test 1 AE3110 Aerodinamika: Oleh: Muhammad Rizki ZuhriDocument11 pagesTake-Home Test 1 AE3110 Aerodinamika: Oleh: Muhammad Rizki ZuhriMuhammad Rizki ZuhriNo ratings yet
- Power Electronics 2Document9 pagesPower Electronics 2Jontelli SimonNo ratings yet
- Experiment 3 Kinematics and Kinerics of MachinesDocument8 pagesExperiment 3 Kinematics and Kinerics of Machinesuzair jahanzebNo ratings yet
- Report of Measuring WheelDocument9 pagesReport of Measuring WheelMohammedNo ratings yet
- Estabilidad de TaludesDocument5 pagesEstabilidad de TaludesBrian Steven Ramirez RendonNo ratings yet
- Linear Regression ClassroomDocument15 pagesLinear Regression ClassroomMA. KRISELDA DOLORNo ratings yet
- التشيكات- (UBC97) BLOCK DDocument48 pagesالتشيكات- (UBC97) BLOCK Dأحمد عبدالله الشراعيNo ratings yet
- Managerial EcomonicsDocument3 pagesManagerial EcomonicsShoebur RahmanNo ratings yet
- Sprinkler Irrigation Application Rates and DepthsDocument2 pagesSprinkler Irrigation Application Rates and DepthsKhurram SherazNo ratings yet
- Rain Water Basin DesignDocument11 pagesRain Water Basin DesignSturza AnastasiaNo ratings yet
- Group 2-Lab 4 Stadia Tachometric Topographic MapsDocument10 pagesGroup 2-Lab 4 Stadia Tachometric Topographic MapsMuhd Alif MikhailNo ratings yet
- Itungan Laprak IpDocument6 pagesItungan Laprak IpRizal FadilahNo ratings yet
- Experiment 2Document19 pagesExperiment 2lucifer pandeyNo ratings yet
- Final PresentationDocument29 pagesFinal PresentationNeil VazNo ratings yet
- Horizontal Projectile MotionDocument8 pagesHorizontal Projectile MotionInu KagNo ratings yet
- Hidrograf Satuan SintesisDocument28 pagesHidrograf Satuan SintesisErick Khrisma UtamaNo ratings yet
- Experiment # 4: Moment of Inertia of Flywheel When Subjected To Different Loads ObjectiveDocument3 pagesExperiment # 4: Moment of Inertia of Flywheel When Subjected To Different Loads Objectiveharis shahNo ratings yet
- Slope-Degree, Gradient and Slope ConverterDocument14 pagesSlope-Degree, Gradient and Slope ConverterChristopher UcheNo ratings yet
- 1) Dimension - 20, Temperature - 1000 Kelvin Test - Lammps FileDocument13 pages1) Dimension - 20, Temperature - 1000 Kelvin Test - Lammps FileNavin Kumar (B21MT022)No ratings yet
- Speciality Packaging Case StudyDocument20 pagesSpeciality Packaging Case StudyNitin ShankarNo ratings yet
- Torsion Test: Civil Engineering Department Mechanics of Materials Lab (10601202) Second Semester 2019/2020 Report SheetDocument10 pagesTorsion Test: Civil Engineering Department Mechanics of Materials Lab (10601202) Second Semester 2019/2020 Report SheetTahseen QashouNo ratings yet
- Calibration of Supersonic Wind Tunnel: Experiment No: 4 Date: 21/08/2018 AimDocument5 pagesCalibration of Supersonic Wind Tunnel: Experiment No: 4 Date: 21/08/2018 Aimbad guyNo ratings yet
- Field Work 6 Regencia PDFDocument13 pagesField Work 6 Regencia PDFiceNo ratings yet
- Lab ReportDocument25 pagesLab Reportb.edwinaNo ratings yet
- Results: Length (MM) Diameter (MM) Intervals (MM) Area 120Document3 pagesResults: Length (MM) Diameter (MM) Intervals (MM) Area 120mohamedNo ratings yet
- Calculation Note (Seismic)Document17 pagesCalculation Note (Seismic)Princess ToumaNo ratings yet
- Npsh = (ρ/ (g*þ) + H -P ρ*g) -P ρ*g) : avail f/ (v/ (Document2 pagesNpsh = (ρ/ (g*þ) + H -P ρ*g) -P ρ*g) : avail f/ (v/ (KhangDươngNo ratings yet
- Forecasting MathDocument40 pagesForecasting MathMohoua SRNo ratings yet
- Assignment On Gauge R&RDocument7 pagesAssignment On Gauge R&RAnand SinghNo ratings yet
- Geometry AnalysisDocument203 pagesGeometry AnalysisMohammed samiNo ratings yet
- IGCSE (9-1) Maths - Practice Paper 6H Mark SchemeDocument17 pagesIGCSE (9-1) Maths - Practice Paper 6H Mark SchemeHan ZhangNo ratings yet
- Gridding Report - : Data SourceDocument7 pagesGridding Report - : Data SourceCristobal Astoyauri CcahuayNo ratings yet
- Gridding Report - : Data SourceDocument7 pagesGridding Report - : Data Source161TPB1Mayang Sukma HardikaNo ratings yet
- Peumusan (Update)Document14 pagesPeumusan (Update)Kris DiyantoNo ratings yet
- Objective:: The Performance Characteristics of The Engine Are Given BelowDocument9 pagesObjective:: The Performance Characteristics of The Engine Are Given BelowVinayakNo ratings yet
- FenomenosDocument7 pagesFenomenosYахmеn RоlliNo ratings yet
- Calibration of An Orifice Plate by Free Jet Method: "Thermo Fluids Hydraulics Lab"Document5 pagesCalibration of An Orifice Plate by Free Jet Method: "Thermo Fluids Hydraulics Lab"Kumar AnishNo ratings yet
- Strain Gauge CalculationsDocument137 pagesStrain Gauge CalculationsShubham MauryaNo ratings yet
- Business Statistics Cases Unit 2 Tri 3 BBA (Hon.) With ResearchDocument68 pagesBusiness Statistics Cases Unit 2 Tri 3 BBA (Hon.) With ResearchPrathamesh DivekarNo ratings yet
- Critical Analysis Of: Multiple Regression ModelDocument12 pagesCritical Analysis Of: Multiple Regression Modelsanket patilNo ratings yet
- Portfolios in RotorDocument75 pagesPortfolios in RotorMojtaba HasanluNo ratings yet
- Griddatareport-Kontr Surver 2Document7 pagesGriddatareport-Kontr Surver 2Anonymous 9SwijNNo ratings yet
- GridDataReport-KONTR SURVER 2Document7 pagesGridDataReport-KONTR SURVER 2Anonymous 9SwijNNo ratings yet
- Design of Brakes With TheoryDocument17 pagesDesign of Brakes With TheorySUMIT MALUSARENo ratings yet
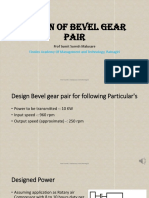
- Design of Bevel Gear Pair PDFDocument21 pagesDesign of Bevel Gear Pair PDFSUMIT MALUSARENo ratings yet
- Cam and Follower MechanismDocument35 pagesCam and Follower MechanismSUMIT MALUSARENo ratings yet
- Design of Bevel Gear Pair: Finolex Academy of Management and Technology, RatnagiriDocument5 pagesDesign of Bevel Gear Pair: Finolex Academy of Management and Technology, RatnagiriSUMIT MALUSARENo ratings yet
- Belt Drives BasicsDocument28 pagesBelt Drives BasicsSUMIT MALUSARENo ratings yet
- Design of Gear BoxDocument19 pagesDesign of Gear BoxSUMIT MALUSARE100% (1)
- Assignment 2 Industrial Automation With NotesDocument41 pagesAssignment 2 Industrial Automation With NotesSUMIT MALUSARENo ratings yet
- Bernard Porter - The Freiheit Prosecutions, 1881-1882Document25 pagesBernard Porter - The Freiheit Prosecutions, 1881-1882Nathan GibbonsNo ratings yet
- A Doctor Nay, A SaviourDocument3 pagesA Doctor Nay, A Saviourt.prasad.saiNo ratings yet
- Unit Cohesion - A Prerequisite For Combat Effectiveness - Jeremy J. J. Phipps - A119752Document21 pagesUnit Cohesion - A Prerequisite For Combat Effectiveness - Jeremy J. J. Phipps - A119752tomfriisNo ratings yet
- Scurve Stone Quarry LTDDocument2 pagesScurve Stone Quarry LTDShyam Prasad ThiraviamNo ratings yet
- Taj TV: Freq. TP Channel NameDocument12 pagesTaj TV: Freq. TP Channel NameGiridhar NaramallaNo ratings yet
- Bikol Partido Singers ComposersDocument37 pagesBikol Partido Singers ComposersMaria SJNo ratings yet
- Unit 6 Listening PracticeDocument1 pageUnit 6 Listening PracticeMarta Sampedro GonzalezNo ratings yet
- ASUG84161 - Road Map The SAP Ariba Supply Chain Collaboration For Buyers Solution and Customer Adoption Update PDFDocument31 pagesASUG84161 - Road Map The SAP Ariba Supply Chain Collaboration For Buyers Solution and Customer Adoption Update PDFshivamdubey12No ratings yet
- CPR3701 Assignment 2 2021Document6 pagesCPR3701 Assignment 2 2021astonNo ratings yet
- 2023 Nigerien CrisisDocument16 pages2023 Nigerien Crisisxasote7877No ratings yet
- 06 STP Principles and ConfigurationDocument43 pages06 STP Principles and ConfigurationJasonNo ratings yet
- MaharudraDocument4 pagesMaharudraabhi kopardeNo ratings yet
- Level 2 Skills Lab PresentationDocument24 pagesLevel 2 Skills Lab PresentationJamie HaravataNo ratings yet
- English For Philology (NguyenThiBichThuy)Document102 pagesEnglish For Philology (NguyenThiBichThuy)HocLieuMo100% (1)
- Incident Report ADocument2 pagesIncident Report Aapi-389205029No ratings yet
- Visual-Viewer (Cast) : Visual-Environment 13.5.2 Release Notes Release NotesDocument4 pagesVisual-Viewer (Cast) : Visual-Environment 13.5.2 Release Notes Release NotesMariano PinheiroNo ratings yet
- The Driver of Green Innovation and Green Image - Green Core CompetenceDocument13 pagesThe Driver of Green Innovation and Green Image - Green Core CompetenceShefali GuptaNo ratings yet
- ERP Individual AssignmentDocument16 pagesERP Individual AssignmentFarrah MahmoodNo ratings yet
- Social Science Majorship Test (No Answers)Document13 pagesSocial Science Majorship Test (No Answers)Yaj CruzadaNo ratings yet
- Consumer Markets and Consumer Buyer Behavior: A Global PerspectiveDocument54 pagesConsumer Markets and Consumer Buyer Behavior: A Global PerspectiveNavjot Kaur DeolNo ratings yet
- The Solicitor General For Plaintiff-Appellee. Public Attorney's Office For Accused-AppellantDocument4 pagesThe Solicitor General For Plaintiff-Appellee. Public Attorney's Office For Accused-AppellantJomar TenezaNo ratings yet
- Scholarship BrackettDocument1 pageScholarship Bracketttineyintharvoice100% (1)
- CLASS 3 MathematicsDocument3 pagesCLASS 3 MathematicsSuyamshree BehuriaNo ratings yet
- Kinder-Age Computation For ECD ChecklistDocument4 pagesKinder-Age Computation For ECD ChecklistBeverly ClaveriaNo ratings yet
- Imam Hasan Al-Basri Rah.Document8 pagesImam Hasan Al-Basri Rah.Nazar Jo100% (4)