Standardized Work
Creating Continuous Flow
Process
Coaching Presented by:
Incorporated Brian D Krichbaum
� Standardized Work
Definition
A detailed and documented system in which
production workers both develop and follow a
repeatable sequence of tasks within a work
assignment. The standardized work sequence
represents the best practices for the operator to
follow in the completion of his/her job.
Process Page 2 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Elements
Takt time – Demand Rate
Cycle Time – Production Time
Work Sequence
Process Page 3 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Takt Time
Takt Time - the demand rate of production, the
rate at which we sell our product or service.
Takt is a German musical term which refers to
the pace, or drumbeat of a musical score. The
concept of takt keeps our activities on pace
much as the metronome keeps the musician on
the beat.
Process Page 4 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
The Tools
Process Instruction Sheets
Standardized Work Analysis Sheet (Cell Layout)
Time Observation Sheet
Operator Balance Chart
Standard Work Combination Sheet
Process Page 5 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Process Instruction Sheets
Definition
Detailed, visual instructions written from the
perspective of the operator which detail the
sequence, methods, tools required and critical
to quality characteristics of an operation.
Process Page 6 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Cell Layout
Definition
Detailed, visual representation of the location of
everything in the workcell, including
workstations, parts racks and storage areas,
and operators.
Used to plan the layout of cells, analyze the
amount of walking built into the process and to
institutionalize improvements
Process Page 7 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Time Observation Exercise
Job Descriptions:
Production Operators – Remove labels
from 3” x 3” blocks
Packer – Pack boxes and maintain supplies
Industrial Engineer – Conduct time studies
Process Page 8 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Time Observation Exercise
Work Instructions
Obtain Full Box of Blocks
Empty Box – Place Blocks on Table
Remove 1 blue label from each block
Remove 1 yellow label from each block
Remove 1 red label from each block
Repack Box
Return to storage area
Process Page 9 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
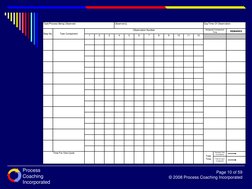
� Task/Process Being Observed Observer(s) Day/Time Of Observation
Observation Number Assigned Component
Time REMARKS
Step No. Task Component
1 2 3 4 5 6 7 8 9 10 11 12
Time For One Cycle Running Time
(cumulative)
Total
Time Time for each
Component
Process Page 10 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Operator Balance Charts
Definition
A graphical representation of the times
required by each operator in a cell to
complete their individual work elements.
Operator balance charts are used to
distribute work and ensure work is being
completed near takt.
Process Page 11 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work Combination Sheet
Part Number 98-097-654 Date Prepared 10-Mar-05 Daily Demand 231 Units
Part Name HT Injection Manifold Work Area Manifold Assembly Takt Time 117 Second
Work Sequence
Time
Operation Time (seconds)
Step Operation
Man Auto Walk 5 Sec 10 Sec 15 Sec 20 Sec 25 Sec 30 Sec 35 Sec 40 Sec 45 Sec 50 Sec 55 Sec 60 Sec 65 Sec 70 Sec 75 Sec 80 Sec 85 Sec 90 Sec 95 Sec 100 Sec 105 Sec 110 Sec 115 Sec 120 Sec
Obtain Manifold from
1 conveyor 15 5
2 Place in Wash Tub 10 1
Press Button to start wash
3 tub 1
4 Wash Tub Cycle 10 10
Obtain Manifold from
5 wash tub 6
Place manifold on work
6 bench 2 5
Obtain 4 valves from
7 stock area 2 5
Remove packaging from
8 valves 10
9 Place valves on manifold 8
Obtain screws and hand
10 tighten 7
Obtain torque wrench and
11 torgue to 50 ft lbs 3
Record torque values on
12 tracker 8
13 Mask off valve assembly 9
14 Aside to pallet 4
Move to conveyor to start
15 next assembly 5
95 10 21
Process Page 12 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated
� Standardized Work
Equipment Guidelines
Before investing in more equipment:
Eliminate waste in the machine cycle
Split apart tasks at the bottlenecks; use
more than one machine
Install multiple machines at the
bottlenecks
Create another cell
When there are no other choices, operate the
bottleneck in a decoupled manner (batch, not
flow)
8. Ibid - page 63
Process Page 13 of 59
Coaching © 2008 Process Coaching Incorporated
Incorporated