You might also like
- EEE 360 Chapter 9 Power Electronics and Motor Control PSpice SimulationDocument34 pagesEEE 360 Chapter 9 Power Electronics and Motor Control PSpice SimulationMichael DarmstaedterNo ratings yet
- LM134 3-Terminal Adjustable Current Sources GuideDocument12 pagesLM134 3-Terminal Adjustable Current Sources Guidenguyen daoNo ratings yet
- LM34Document10 pagesLM34Mightyelectronics EquipmentsNo ratings yet
- 50th SMOC - JSW Bellary - WorkshopDocument28 pages50th SMOC - JSW Bellary - WorkshopPRADEEP_351No ratings yet
- The Carbon Brush: ExchangeDocument5 pagesThe Carbon Brush: ExchangeJorge Morejon BuenoNo ratings yet
- Mastering a 3-Speed 1-Fan 3-Cool Window AC Electrical SystemDocument1 pageMastering a 3-Speed 1-Fan 3-Cool Window AC Electrical SystemMARIO BULANADINo ratings yet
- Super Critical Boiler : Construction and WorkingDocument62 pagesSuper Critical Boiler : Construction and WorkingSai Krishna100% (1)
- 12 Stage 200 KVAR APFC Panel SpecsDocument2 pages12 Stage 200 KVAR APFC Panel SpecsSambasivarao GoriparthiNo ratings yet
- Accessories and tap changersDocument4 pagesAccessories and tap changerslidijaNo ratings yet
- HT Cable ScheduleDocument2 pagesHT Cable ScheduletceterexNo ratings yet
- Hydraulic Diagram - MLT845S3E2Document7 pagesHydraulic Diagram - MLT845S3E2andraNo ratings yet
- Pribor Za Transformatore: Accessories For TransformersDocument4 pagesPribor Za Transformatore: Accessories For TransformersTRANqNo ratings yet
- Electrical Budget 2022 PGDocument25 pagesElectrical Budget 2022 PGarup kumar maityNo ratings yet
- Stelmec 11kv VCB DiagramDocument2 pagesStelmec 11kv VCB Diagramsandeep kumar pattnaik100% (5)
- Local Control Panel AC SystemDocument17 pagesLocal Control Panel AC SystemPrabagaran PrtNo ratings yet
- New-Project Tata SteelDocument24 pagesNew-Project Tata Steelsomnath banerjeeNo ratings yet
- Hk35aa009 UserDocument4 pagesHk35aa009 UserUbaldo Brito50% (2)
- 2 SUBMERSIBLE PUMPS CONTROLDocument1 page2 SUBMERSIBLE PUMPS CONTROLahmed fathyNo ratings yet
- Crisis Management at Blast FurnaceDocument17 pagesCrisis Management at Blast FurnaceSanjay Kumar DokaniaNo ratings yet
- D 396 7626Document6 pagesD 396 7626Khalid RafiqueNo ratings yet
- Super Critical Power Generation TechnologyDocument53 pagesSuper Critical Power Generation TechnologyWahedali SayyedNo ratings yet
- Bill of Materials Template 31Document6 pagesBill of Materials Template 31John Carl SalasNo ratings yet
- Grundfosliterature 80288 PDFDocument14 pagesGrundfosliterature 80288 PDFMarkoNo ratings yet
- DIA 3 y 4 - SISTEMA HIDROSTATICODocument29 pagesDIA 3 y 4 - SISTEMA HIDROSTATICOLcc Lenin CaballeroNo ratings yet
- SSP Booster Pump MCC Panel As Built Drawing - 24 - 01 - 2023Document12 pagesSSP Booster Pump MCC Panel As Built Drawing - 24 - 01 - 2023AkashManusmareNo ratings yet
- Basics of electric locomotive power and systemDocument23 pagesBasics of electric locomotive power and systemAshutosh Pandey100% (1)
- HE ProcessDocument6 pagesHE ProcessEmrahCayboyluNo ratings yet
- Ld#2 OverviewDocument7 pagesLd#2 Overviewsatish_trivedi100% (1)
- Technological & Safety Aspects of BOF & CCPDocument69 pagesTechnological & Safety Aspects of BOF & CCPSANTOSH KUMAR100% (2)
- VSS level switch for tank level monitoring and controlDocument8 pagesVSS level switch for tank level monitoring and controlSugeng SNo ratings yet
- Monterrico MT BTDocument1 pageMonterrico MT BTCésar Luis Castillo ChiletNo ratings yet
- PK3 Selector Ball Valve For Manifold Mounting Steel: Available SizesDocument2 pagesPK3 Selector Ball Valve For Manifold Mounting Steel: Available SizesJasmi Noor SahudinNo ratings yet
- Asset ListDocument4 pagesAsset ListSujeev JeevakumarNo ratings yet
- Transformer Provided For 25.000 KVA. Cont. Rating With Proper Fans Attached No Load Tap Changer Hight Voltage Low VoltageDocument1 pageTransformer Provided For 25.000 KVA. Cont. Rating With Proper Fans Attached No Load Tap Changer Hight Voltage Low Voltagemixoxo2No ratings yet
- Bypass SystemDocument20 pagesBypass SystemShekhar GuptaNo ratings yet
- Basics of El LocoDocument49 pagesBasics of El LocoriajulNo ratings yet
- InterfacingDocument46 pagesInterfacingdundi_kumarNo ratings yet
- Sylvania MKC MultiKat 'C Series' Circular Beam Floodlight Spec Sheet 3-88Document2 pagesSylvania MKC MultiKat 'C Series' Circular Beam Floodlight Spec Sheet 3-88Alan MastersNo ratings yet
- Ee FinalsDocument3 pagesEe FinalsJILIANE LUISZ SOLANOYNo ratings yet
- Case Study on NTPC, Unchahar Boiler ExplosionDocument20 pagesCase Study on NTPC, Unchahar Boiler ExplosionSatish Chavan100% (2)
- Group 2 Electrical Circuit: Cab Part Dashboard PartDocument8 pagesGroup 2 Electrical Circuit: Cab Part Dashboard Partdeniden2013100% (1)
- Sunshine Nuvoco - Vista P.R 11026299 MCC - Panel 6 5 23Document4 pagesSunshine Nuvoco - Vista P.R 11026299 MCC - Panel 6 5 23Nitesh KhamariNo ratings yet
- GS_2024_25_0013 GS CONTROL OFFER OF APFC PANELDocument6 pagesGS_2024_25_0013 GS CONTROL OFFER OF APFC PANELGautam MishraNo ratings yet
- OM FIRE 3Document2 pagesOM FIRE 3ranjeetbidkarNo ratings yet
- Dry Vacuum Pump (LR/HR/UR Series) : FeaturesDocument4 pagesDry Vacuum Pump (LR/HR/UR Series) : FeaturesHảo UlvacNo ratings yet
- Uniweld HVACR Catalog-2722755Document99 pagesUniweld HVACR Catalog-2722755Máy cầm tay Hoàng TrungNo ratings yet
- Coal Handling SystemDocument56 pagesCoal Handling SystemPrudhvi RajNo ratings yet
- TRCP, TRSET Drawings 3 Phase - VPCDocument14 pagesTRCP, TRSET Drawings 3 Phase - VPCLE TAO100% (1)
- 100V-Line 15 Watt Horn Speaker With Series Blocking Capacitor For Use in Hazardous areasBEXDL15D-dsDocument2 pages100V-Line 15 Watt Horn Speaker With Series Blocking Capacitor For Use in Hazardous areasBEXDL15D-dsEufemiano Noble JrNo ratings yet
- Double Earth Fault - Part 2Document4 pagesDouble Earth Fault - Part 2sangNo ratings yet
- LM140L/LM340L Series 3-Terminal Positive RegulatorsDocument6 pagesLM140L/LM340L Series 3-Terminal Positive RegulatorsNoelNo ratings yet
- M U E T: Noor Nabi ShaikhDocument5 pagesM U E T: Noor Nabi ShaikhUmar MurtazaNo ratings yet
- 11KV Power DistributionDocument16 pages11KV Power DistributionRajani Kanta MundaNo ratings yet
- Break Down Panel PDFDocument7 pagesBreak Down Panel PDFsaipul970No ratings yet
- DighaDocument1 pageDighaPriya JhaNo ratings yet
- s1957 Mru Main PanelDocument2 pagess1957 Mru Main PanelMOHIT SHARMANo ratings yet
- Steel Melt Shop Presentation on Layout and FacilitiesDocument31 pagesSteel Melt Shop Presentation on Layout and FacilitiesaabhasNo ratings yet
- Steel and Its Heat Treatment: Bofors HandbookFrom EverandSteel and Its Heat Treatment: Bofors HandbookRating: 2.5 out of 5 stars2.5/5 (3)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Problem Set #1 1.050 Solid Mechanics Fall 2004Document1 pageProblem Set #1 1.050 Solid Mechanics Fall 2004Ashutosh GauravNo ratings yet
- Me Krash Sample 2018Document52 pagesMe Krash Sample 2018Supreeth R KoundiniyaNo ratings yet
- Procedure For Simulation3333Document1 pageProcedure For Simulation3333Supreeth R KoundiniyaNo ratings yet
- ETG Business ModelDocument9 pagesETG Business ModelSupreeth R KoundiniyaNo ratings yet
- Me Krash Sample 2018Document52 pagesMe Krash Sample 2018Supreeth R KoundiniyaNo ratings yet
- ETG Business ModelDocument9 pagesETG Business ModelSupreeth R KoundiniyaNo ratings yet
- Adding Learning Certificates To LinkedIn ProfilesDocument5 pagesAdding Learning Certificates To LinkedIn ProfilesSupreeth R KoundiniyaNo ratings yet
- Persamaan - Persamaan Fisika Matematika Oksendi Vitra SihombingDocument7 pagesPersamaan - Persamaan Fisika Matematika Oksendi Vitra SihombingUlath Yochiro UmemizuNo ratings yet
- Quantitative AptitudeDocument2 pagesQuantitative AptitudeSivakumar MNo ratings yet
- Ciber SecurityDocument24 pagesCiber SecurityRafaella KalilNo ratings yet
- Manchester United, in Search of Glory (Part-1:-LVG and Jose)Document4 pagesManchester United, in Search of Glory (Part-1:-LVG and Jose)Supreeth R KoundiniyaNo ratings yet
- My Training. My Skills. My TimeDocument5 pagesMy Training. My Skills. My TimeSupreeth R KoundiniyaNo ratings yet
- Measuring the Importance of MetrologyDocument23 pagesMeasuring the Importance of MetrologyPRADEEP RNo ratings yet
- Performance LogDocument1 pagePerformance Logrudolf_laszlokNo ratings yet
- Performance LogDocument1 pagePerformance Logrudolf_laszlokNo ratings yet
- Performance LogDocument1 pagePerformance Logrudolf_laszlokNo ratings yet
- Chapter#15 (Energy Changes) PPT#1Document19 pagesChapter#15 (Energy Changes) PPT#1Mical100% (1)
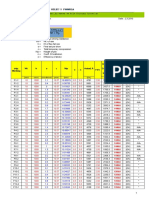
- Ook Hiley's Formula - Back Calc For Driven PileDocument3 pagesOok Hiley's Formula - Back Calc For Driven PileHanafiahHamzahNo ratings yet
- Check Valve - Re20378 - 2017-10Document8 pagesCheck Valve - Re20378 - 2017-10Ajdin Herc AhmetovicNo ratings yet
- Engineering Vol 72 1901-10-18Document31 pagesEngineering Vol 72 1901-10-18ian_newNo ratings yet
- Daily inspection report for PC1250-7 excavatorDocument2 pagesDaily inspection report for PC1250-7 excavatorAfrizal Bee Mei AeNo ratings yet
- The Impact of Waste on Human LifeDocument7 pagesThe Impact of Waste on Human LifeShavira Puspita DewiNo ratings yet
- 1089 0574 00 Ed75 Temperature Sensor Technical Spacification ENDocument37 pages1089 0574 00 Ed75 Temperature Sensor Technical Spacification ENRoman AlarconNo ratings yet
- Modular Hydrogen Plants: Hydro-ChemDocument12 pagesModular Hydrogen Plants: Hydro-ChemFahryPurnamaNo ratings yet
- 500 LPH RO Technical SpecsDocument8 pages500 LPH RO Technical Specshanif panja0% (1)
- Clarifying the Role of the Lead Process EngineerDocument8 pagesClarifying the Role of the Lead Process EngineerrsedmylifeNo ratings yet
- Aisc-Mbma Steel Design Guide No 16Document14 pagesAisc-Mbma Steel Design Guide No 16sebastian9033No ratings yet
- DC Poweer Distribution Switch BoardDocument9 pagesDC Poweer Distribution Switch BoardpvenkyNo ratings yet
- Public Health Data SheetDocument274 pagesPublic Health Data SheetNaga Bharath ReddyNo ratings yet
- BS 3958-2 1982 (E)Document8 pagesBS 3958-2 1982 (E)Danny BiermansNo ratings yet
- ACEMATT® TS 100/20: Characteristic Physico Chemical Data )Document2 pagesACEMATT® TS 100/20: Characteristic Physico Chemical Data )Fadi MagdyNo ratings yet
- Sadara Chem-1 HVAC Startup Commissioning GuideDocument20 pagesSadara Chem-1 HVAC Startup Commissioning Guidevasucristal100% (1)
- Replacement of Chromium Pretreatment On AluminumDocument8 pagesReplacement of Chromium Pretreatment On AluminumPhelia KosasihNo ratings yet
- Shell Thermia Oil B Heat Transfer Fluid PropertiesDocument3 pagesShell Thermia Oil B Heat Transfer Fluid PropertiesBoon Kuan LimNo ratings yet
- Higher Quality: SpecsDocument2 pagesHigher Quality: SpecsJOHN DEERENo ratings yet
- Separador Agua/aceite SullairDocument4 pagesSeparador Agua/aceite SullairFrancisco QuirozNo ratings yet
- Standard Lesson PlanDocument13 pagesStandard Lesson PlanMarconi QuiachonNo ratings yet
- Capacitance 0.9Document13 pagesCapacitance 0.9Edd BloomNo ratings yet
- 461bf ManualDocument273 pages461bf ManualDavid Andriyono Achmad100% (1)
- Swsi DwdiDocument6 pagesSwsi DwdiGuillermo MartínezNo ratings yet
- Air Brake Tubes End - Fittings Champions For MohanDocument12 pagesAir Brake Tubes End - Fittings Champions For MohanSamarjit Karar100% (1)
- SSPDocument2 pagesSSPsuleman205No ratings yet
- Delta6rc FinalDocument2 pagesDelta6rc FinalsarvottamNo ratings yet
- Pumps - IntroductionDocument31 pagesPumps - IntroductionSuresh Thangarajan100% (1)
- MSDS 1027397 B - C Ebony Black - KHIDocument5 pagesMSDS 1027397 B - C Ebony Black - KHImukesh k2No ratings yet
- Pigging Valves Safety - Interlock System - Plant SafetyDocument11 pagesPigging Valves Safety - Interlock System - Plant SafetyRenukhaRangasamiNo ratings yet