You might also like
- Safe Operating ProcessDocument22 pagesSafe Operating ProcessMahesh MunratiwargoudNo ratings yet
- Pressure Vessel Asme Strength Calculation ManualDocument38 pagesPressure Vessel Asme Strength Calculation ManualEsapermana Riyan80% (5)
- QRH-C-212-300 Revision 4 Jul 2019 PDFDocument91 pagesQRH-C-212-300 Revision 4 Jul 2019 PDFAndresLopezMllan100% (1)
- From Silver To Cocaine Latin American Commodity Chains and The Building of The World Economy, 1500-2000Document385 pagesFrom Silver To Cocaine Latin American Commodity Chains and The Building of The World Economy, 1500-2000FranciscoAlejandro100% (2)
- What Is Leadership?: - Professor Warren G. BennisDocument42 pagesWhat Is Leadership?: - Professor Warren G. BennisRod50% (2)
- Quanta QCC Kiran AssemblyDocument47 pagesQuanta QCC Kiran Assemblygvrr1954No ratings yet
- Concept Crew Final 04.12.2020Document65 pagesConcept Crew Final 04.12.2020abhishek gongleNo ratings yet
- Pressure Vessel - Asme - Strength - Calculation - ManualDocument38 pagesPressure Vessel - Asme - Strength - Calculation - ManualEsapermana Riyan100% (3)
- Branding and PackagingDocument9 pagesBranding and PackagingDanish SaeedNo ratings yet
- Final Drawings Marine Propulsion EngineDocument177 pagesFinal Drawings Marine Propulsion EngineHua Hidari Yang75% (4)
- Pantograph Isolator Hot Spot EliminationDocument40 pagesPantograph Isolator Hot Spot Eliminationjilu_siluNo ratings yet
- TM CARGOdc PDFDocument49 pagesTM CARGOdc PDFEriflonaNo ratings yet
- Daily Report As of 05-03-2022Document82 pagesDaily Report As of 05-03-2022Abd Elrahman AmeenNo ratings yet
- Esquema Eletrico - 177926-1Document481 pagesEsquema Eletrico - 177926-1Sam Päron100% (1)
- ABM - Culminating Activity - Business Enterprise Simulation CG - 2-2 PDFDocument4 pagesABM - Culminating Activity - Business Enterprise Simulation CG - 2-2 PDFMonica RiveraNo ratings yet
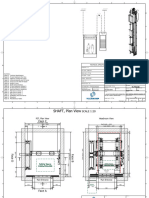
- Tolerances Width/Depth Vertical Shaft Height 15m - 0/+20mm 20mm 15m 30m - 0/+30mm 30mm Door Position 10mmDocument15 pagesTolerances Width/Depth Vertical Shaft Height 15m - 0/+20mm 20mm 15m 30m - 0/+30mm 30mm Door Position 10mmMJay AlljayNo ratings yet
- Electrick Diaagram Konecranes TFC45RDocument141 pagesElectrick Diaagram Konecranes TFC45RSubkhi Fauzan100% (1)
- Interruption in Power SupplyDocument91 pagesInterruption in Power SupplyManoj NayakNo ratings yet
- Power Final Ccqc-2019Document59 pagesPower Final Ccqc-2019Parthasarathy VadapalliNo ratings yet
- Powerseekers01 1709 FinalDocument57 pagesPowerseekers01 1709 FinalGautamupadhyayNo ratings yet
- 1.active Weld ShopDocument153 pages1.active Weld ShopAnonymous axyNzhNo ratings yet
- Steering Mount Crack Report WA1200Document6 pagesSteering Mount Crack Report WA1200James ManuelNo ratings yet
- ME417 Final Project PacketDocument40 pagesME417 Final Project PacketTAYYABA AMJAD L1F16MBAM0221No ratings yet
- To Be An Efficient Power Producer Delivering Consistent Value To StakeholdersDocument104 pagesTo Be An Efficient Power Producer Delivering Consistent Value To StakeholdersPratap PandaNo ratings yet
- A1 Plans of Lift in The BuildingDocument16 pagesA1 Plans of Lift in The Buildingz8f8v7jpr7No ratings yet
- Udaan: Quality Circle Welcomes You AllDocument49 pagesUdaan: Quality Circle Welcomes You AllMAHESHNo ratings yet
- Traceability ReportDocument4 pagesTraceability ReportSalesNo ratings yet
- Ujjwal Kaizen Battery ReplacementDocument27 pagesUjjwal Kaizen Battery ReplacementrajakprashantNo ratings yet
- Motor Body Rework SWIPDocument45 pagesMotor Body Rework SWIPNAGABHUSHAN CPNo ratings yet
- Model Ninety Degree: Cavity: T-2ADocument5 pagesModel Ninety Degree: Cavity: T-2AErasmo LimaNo ratings yet
- Case Study Ninl Techno SmileDocument35 pagesCase Study Ninl Techno SmileBibhudutta mishra100% (1)
- Feeding Conveyor PLC Panel GADocument4 pagesFeeding Conveyor PLC Panel GASathya The GamerNo ratings yet
- QC UthanDocument48 pagesQC UthanMAHESHNo ratings yet
- Panel WorkshopDocument1 pagePanel WorkshopReza SyailendraNo ratings yet
- Bevel GearDocument1 pageBevel GearRD Rohan EnterprisesNo ratings yet
- Rockwell Collins 4V792: Engineering Data Release Notice (Edrn) XDocument5 pagesRockwell Collins 4V792: Engineering Data Release Notice (Edrn) Xroshan mungurNo ratings yet
- Filter AsssemblyDocument2 pagesFilter AsssemblyKamalesh KumarNo ratings yet
- Star Wheel2019 FinalDocument87 pagesStar Wheel2019 FinalParthasarathy VadapalliNo ratings yet
- KL755146 Layout L06 DisableDocument16 pagesKL755146 Layout L06 DisableTadeo BenegusengaNo ratings yet
- Symptoms: Disc Table Rotates Slowly - Replaced Rotary GearDocument16 pagesSymptoms: Disc Table Rotates Slowly - Replaced Rotary Gearluis angel Pech euánNo ratings yet
- SPARKDocument49 pagesSPARKBibhudutta MishraNo ratings yet
- TE-24100 Drawing PackageDocument10 pagesTE-24100 Drawing Packageayberkyurtsever22No ratings yet
- Csp703-Sluicepipe 1: Detail ADocument1 pageCsp703-Sluicepipe 1: Detail AKarlyCharlisNo ratings yet
- KL755148 Layout L08 DisableDocument16 pagesKL755148 Layout L08 DisableTadeo BenegusengaNo ratings yet
- Tolerances Width/Depth Vertical Shaft Height 15m - 0/+20mm 20mm 15m 30m - 0/+30mm 30mm Door Position 10mmDocument14 pagesTolerances Width/Depth Vertical Shaft Height 15m - 0/+20mm 20mm 15m 30m - 0/+30mm 30mm Door Position 10mmtuyendunghoangvu.elevatorNo ratings yet
- Distribución de CombustibleDocument34 pagesDistribución de CombustibleServicios de Energía EléctricaNo ratings yet
- Sunbright 2 Version 2: Facet DataDocument1 pageSunbright 2 Version 2: Facet DatatristanNo ratings yet
- Arr PK-GJR 05 August 2020 RonhlpDocument3 pagesArr PK-GJR 05 August 2020 RonhlpDwiky Alif SatriaNo ratings yet
- House Keeping Check ListDocument11 pagesHouse Keeping Check ListRatna DeepakNo ratings yet
- Die Dynamic Buyoff Check Sheet For Non Air Cushion DiesDocument2 pagesDie Dynamic Buyoff Check Sheet For Non Air Cushion DiesTarang ShandilyaNo ratings yet
- Gantt ChartDocument3 pagesGantt ChartChoo Weng HoeNo ratings yet
- Gantt Chart PDFDocument3 pagesGantt Chart PDFChoo Weng HoeNo ratings yet
- G CartonServDocument58 pagesG CartonServRoberto ChinchillaNo ratings yet
- R30 FindingsDocument9 pagesR30 FindingsSARDIFRANC HUTAGALUNGNo ratings yet
- After Cooler InspectionAE3Document1 pageAfter Cooler InspectionAE3boy qsiNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument3 pagesUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesMD Shadikul Huq ShezanNo ratings yet
- SPC/PNSDP-LPG/1/2012: of 3 Barg Req. When 50% Closed at 6,270 L/min FlowDocument1 pageSPC/PNSDP-LPG/1/2012: of 3 Barg Req. When 50% Closed at 6,270 L/min Flowkoraina2015No ratings yet
- Comp 10 6 X 7 Phe7 Ba2Document2 pagesComp 10 6 X 7 Phe7 Ba2Ravi KantNo ratings yet
- PM of Stage-II MillDocument4 pagesPM of Stage-II MillJoydev GangulyNo ratings yet
- Autos Rejection Formate NazakatDocument4 pagesAutos Rejection Formate NazakatM ALI RajaNo ratings yet
- 4 L 60 EgroundDocument2 pages4 L 60 EgroundDavid RosadoNo ratings yet
- 36 Sprint Training - Unnati +Document30 pages36 Sprint Training - Unnati +Somesh KumarNo ratings yet
- GeM Bidding 4092814Document5 pagesGeM Bidding 4092814Abhi SharmaNo ratings yet
- Protalife BriefingDocument9 pagesProtalife BriefingAnonymous CyBJCRxNo ratings yet
- Philippine AirlinesDocument6 pagesPhilippine AirlinesDaphne GuevarraNo ratings yet
- Final Narrative Ojt ReportDocument14 pagesFinal Narrative Ojt ReportMark Boni Ramos Marter-See100% (4)
- Chinese IT Billionaire Founder of Leading Portal 2345.com, Pang Shengdong, Partners Singapore's Tembusu ICT Fund I For SE Asian ExpansionDocument2 pagesChinese IT Billionaire Founder of Leading Portal 2345.com, Pang Shengdong, Partners Singapore's Tembusu ICT Fund I For SE Asian ExpansionWeR1 Consultants Pte LtdNo ratings yet
- State Level Vendor Development Programme MsmeDocument143 pagesState Level Vendor Development Programme MsmeShubham TyagiNo ratings yet
- Unit 8 Enterprise Information Systems: StructureDocument23 pagesUnit 8 Enterprise Information Systems: StructuregaardiNo ratings yet
- CS Executive Old Syllabus ABC AnalysisDocument15 pagesCS Executive Old Syllabus ABC Analysisjanardhan CA,CSNo ratings yet
- Asia Pacific College of Advanced Studies Prelims Exam MGMT Acctg 2 Management Accounting 2Document7 pagesAsia Pacific College of Advanced Studies Prelims Exam MGMT Acctg 2 Management Accounting 2geminailnaNo ratings yet
- Ricardo Theory of Land Rent ModelDocument4 pagesRicardo Theory of Land Rent ModelnyapnyapokeNo ratings yet
- TFL Fares StudyDocument33 pagesTFL Fares StudyJohn Siraut100% (1)
- What Is Fortune 500 and What Are The Criteria of SelectionDocument11 pagesWhat Is Fortune 500 and What Are The Criteria of SelectionAbhishek BindNo ratings yet
- Brief History of Trade Union Movement in IndiaDocument5 pagesBrief History of Trade Union Movement in IndiaSwapneel JainNo ratings yet
- Phantom Trading - ? Support - FaqDocument11 pagesPhantom Trading - ? Support - FaqmikoNo ratings yet
- Marketing AssignmentDocument16 pagesMarketing Assignmentapi-314427788No ratings yet
- HippoDocument1 pageHippoAndreNo ratings yet
- Vietnam - 2023Q2 CW MarketBeat - HCMC - ENDocument38 pagesVietnam - 2023Q2 CW MarketBeat - HCMC - ENdep le ngocNo ratings yet
- TescoDocument39 pagesTescosneha100% (1)
- Invitation - Alumni USMDocument3 pagesInvitation - Alumni USMNoor Aida AbdullahNo ratings yet
- Dev Pal PurohitDocument2 pagesDev Pal PurohitElango SundaramNo ratings yet
- Chap 013Document30 pagesChap 013sueernNo ratings yet
- CC1 A232 - QuestionDocument6 pagesCC1 A232 - QuestionDAHLIAH AZIZNo ratings yet
- MRP Problem To WorkoutDocument1 pageMRP Problem To WorkoutFiroz KhanNo ratings yet
- Tesco Case StudyDocument12 pagesTesco Case StudyHamayet RaselNo ratings yet
- Agriex vs. Villanueva G.R. No. 158150Document30 pagesAgriex vs. Villanueva G.R. No. 158150lossesaboundNo ratings yet